


Guía de solución de problemas de fresado y fresado final
Una fresa de extremo tiene una vida útil esperada determinada por su uso, la especificidad del material y el recubrimiento. Para los maquinistas, el desgaste prematuro y la rotura de herramientas son dolores de cabeza fácilmente evitables. Estos problemas pueden provocar acabados de piezas deficientes, tiempo de inactividad de la máquina e incluso piezas desechadas. Comprender los problemas que enfrentan estas herramientas en el husillo es un primer paso clave para solucionar estos problemas, si ocurren.
Desgaste prematuro de herramientas

Causas
El desgaste prematuro de la herramienta en las fresas escariadoras es uno de los problemas más comunes que enfrentará un maquinista. El desgaste de la herramienta suele ser un problema cuando las velocidades de corte son más rápidas que las recomendadas para la herramienta o, curiosamente, cuando la velocidad y/o el avance de la fresa escariadora son demasiado ligeros.
Además, los materiales duros y naturalmente abrasivos causan estragos en las herramientas de corte cuando no se utilizan los recubrimientos adecuados. Los recubrimientos desempeñan una gran variedad de funciones para una herramienta de corte y una operación de corte, incluida la resistencia al desgaste y la ayuda en la eficiencia de la eliminación de virutas.
Otras causas comunes de desgaste prematuro incluyen el uso de ángulos de hélice incorrectos o el recorte de virutas.
Soluciones
Resolver estos problemas es bastante sencillo. En los casos en que las velocidades de corte y los avances sean incorrectos, los maquinistas tienen varias opciones. Primero, disminuir la velocidad del husillo corregirá las velocidades de corte que son demasiado rápidas. En segundo lugar, ajustar las velocidades y los avances consultando las tablas de velocidades y avances del fabricante permitirá el uso adecuado de la herramienta. Esto también resolverá los problemas de corte de virutas y ajustará la profundidad de corte (DOC) y/o el refrigerante/aire para eliminar correctamente las virutas de la pieza. Finalmente, seleccionar el ángulo de hélice y el recubrimiento adecuados para el trabajo obtendrá la mejor vida útil y el mejor rendimiento de la herramienta de corte.
Astillamiento de borde de fresado final
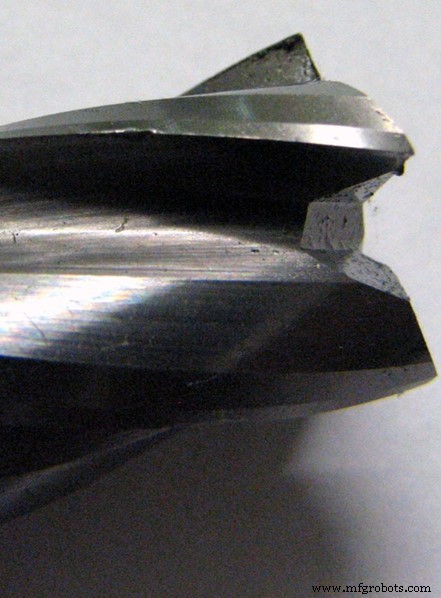
Causas
El astillado en el borde de la fresa se ve comúnmente en el mecanizado rígido y agresivo. Los maquinistas encontrarán esto cuando su velocidad de avance sea demasiado agresiva tanto en el mecanizado continuo como en el corte inicial. DOC agresivo es otra causa común de astillado de herramientas.
Soluciones
El astillado de bordes es un problema de fácil solución para los maquinistas. La reducción de la velocidad de avance general e inicial disminuirá la agresividad del corte. Disminuir la profundidad de corte axial y/o radial es otra solución para trayectorias de herramienta demasiado agresivas.
Con respecto a la rigidez, si la herramienta en sí es el problema, los maquinistas deben cambiar su portaherramientas, sostener el mango de la herramienta más profundo o usar una herramienta más corta. Volver a fijar la pieza de trabajo y/o mejorar la configuración general también puede resolver este problema. Por último, los maquinistas deben revisar su husillo para ver si se ha agotado.
Rotura de herramienta

Causas
Al igual que el astillado de los bordes, la rotura de la herramienta puede ocurrir durante velocidades de avance agresivas y profundidades de corte excesivas. Del mismo modo, el voladizo extremo de la herramienta es un factor importante en la rotura de la herramienta. El empaquetamiento de virutas también se encuentra comúnmente durante la fractura y rotura de una herramienta. Otra causa principal de rotura se encuentra cuando una fresa de extremo está excesivamente desgastada.
Soluciones
Reducir la velocidad de avance y el DOC axial/radial es fundamental para resolver los problemas de rotura de herramientas. Esto le muestra al maquinista que sus trayectorias de herramienta son demasiado agresivas para la estructura de la herramienta elegida. Para problemas relacionados con el voladizo, un maquinista debe mantener su vástago más profundo o incluso optar por una herramienta más corta.
Existen varias soluciones para el empaque de virutas que incluyen el ajuste de velocidades y avances, y el aumento de la presión del aire o del refrigerante para purgar adecuadamente las virutas. Las herramientas con menos canales y valles más profundos descargan las virutas mucho más fácilmente. En este caso, optar por una herramienta con menos canales también puede combatir el empaquetamiento de virutas. Por último, elegir reafilar una herramienta antes resolverá la rotura de la herramienta debido a un desgaste excesivo.
Embalaje de chips

Causas
Dado que el empaquetamiento de virutas es un factor que provoca la rotura de la herramienta, resolver este problema a tiempo es clave para el éxito del mecanizado. Esto es causado por velocidades y avances agresivos que están más allá de las capacidades de la herramienta. Además, las gargantas de la flauta que son demasiado pequeñas para las virutas producidas provocarán el empaquetamiento. Por último, un volumen y una presión de refrigerante insuficientes no permitirán que las virutas se evacuen correctamente.
Soluciones
Para comenzar, los maquinistas deben consultar las tablas de velocidades y avances del fabricante para la herramienta y considerar disminuirlas. El uso de una fresa de extremo con menos flautas evitará el empaquetamiento al permitir que las virutas se evacuen correctamente. El aumento del volumen y la presión del refrigerante, junto con el reposicionamiento de la boquilla más cerca del punto de corte, también ayudará a una evacuación adecuada.
Charla
Causas
La vibración de la herramienta, o vibración, es una manera fácil de desechar una pieza en la máquina. La vibración puede ocurrir antes de la rotura, por lo que las soluciones a estos problemas son muy similares. Si bien no es posible evitar por completo las vibraciones, minimizarlas es fundamental para una operación de mecanizado exitosa.
La rigidez y las trayectorias agresivas son comunes en los problemas de vibración de la herramienta en el husillo. Esta falta de rigidez no se limita a la herramienta en sí, sino que también se puede atribuir a instancias en la pieza de trabajo y la máquina herramienta. Además, elegir una geometría de herramienta incorrecta puede dar lugar a casos de vibraciones innecesarias.
Soluciones
Reducir las velocidades y los avances, así como el DOC axial y/o radial, es fundamental para resolver los problemas de vibración de la herramienta. Cuando la causa es una rigidez deficiente, los maquinistas deben determinar de dónde proviene esto. Cambiar el portaherramientas, mantener el vástago más profundo y usar una herramienta más corta a menudo resolverá estos problemas. Los maquinistas también deben verificar que su husillo se haya agotado en casos de rigidez. Finalmente, volver a fijar la pieza de trabajo y/o mejorar la configuración general ayudará si esa es la causa.
Rebabas
Causas
Las rebabas son comunes en el mecanizado y hacen que los maquinistas desbarben a mano minuciosamente una pieza después de completarla. Si bien esto es común, existen varias causas para el exceso de fresas en una pieza. En primer lugar, las velocidades y los avances incorrectos en el mecanizado pueden causar rebabas, al igual que los bordes desafilados de las fresas y los ángulos de hélice incorrectos.
Soluciones
Si hay fresas presentes en el mecanizado, primero se debe comenzar consultando las velocidades y los avances adecuados para una herramienta, y considerar disminuirlos durante el mecanizado. Finalmente, vale la pena usar una estrategia de mecanizado de fresado ascendente y cambiar al ángulo de hélice correcto.
Pobre acabado

Causas
El acabado adecuado de la pieza es crucial para el éxito de todos los maquinistas. Por otro lado, el acabado deficiente de las piezas a menudo genera piezas desechadas y dolores de cabeza. Esto suele deberse a velocidades de avance demasiado agresivas y velocidades demasiado lentas para la herramienta y el material. En términos de velocidades de avance, las profundidades de corte agresivas marcan las piezas, lo que lleva a acabados deficientes. Finalmente, las herramientas correctamente afiladas en escenarios perfectos conducen a acabados fantásticos. Cuando las herramientas enfrentan un desgaste excesivo, el acabado de la pieza se verá afectado.
Soluciones
Reducir las velocidades de avance y las profundidades de corte es fundamental para garantizar un acabado de pieza adecuado. El aumento de la velocidad de la herramienta (RPM) también ayudará a dejar un mejor acabado en la pieza. Finalmente, usar una herramienta debidamente afilada o rectificada a tiempo aliviará los dolores de cabeza del acabado de la pieza.
Pobre precisión dimensional
Causas
La precisión de las dimensiones de la pieza es primordial para el éxito de un maquinista y del taller. Cuando la precisión dimensional deficiente está plagando un trabajo, hay varias áreas que los maquinistas deben investigar. Las profundidades de corte agresivas, la rigidez de la herramienta y la rigidez de la máquina herramienta son causas comunes de imprecisión.
Soluciones
La reducción de las profundidades de corte axial y/o radial es un primer paso importante para resolver los problemas de precisión dimensional. Si el problema es la falta de rigidez, un maquinista debe revisar, inspeccionar y reparar la máquina, la herramienta, el portaherramientas y los accesorios. Además, el uso de una herramienta con más canales puede resolver este problema.
En general, hay varios problemas de fresado que pueden afectar incluso a los maquinistas más experimentados. Identificar correctamente el problema es un primer paso crítico para dar cuenta de estos problemas. Una vez que se ha identificado el problema, comprender la causa principal detrás de él conducirá a comprender la solución adecuada.
máquina CNC
- Fresado:una guía rápida
- 8 maneras en que está matando su fresa de extremo
- Cómo abordar el titanio:una guía para mecanizar titanio y sus aleaciones
- Introducción al fresado trocoidal
- Cómo garantizar la exactitud y la precisión en el fresado CNC
- La industria aeroespacial en el punto de mira:taladrado y fresado de compuestos CFRP
- Rotura de herramientas, desgaste, astillado, causas y soluciones
- Causas y remedios de las irregularidades y roturas de la herramienta punzonadora
- Las máquinas torneado-fresadoras son motores de productividad
- Guía de selección de herramientas de fresado
- Una guía rápida para Jet Mill Drill