


8 maneras en que está matando su fresa de extremo
Ejecutarlo demasiado rápido o demasiado lento puede afectar la vida útil de la herramienta
Determinar las velocidades y avances correctos para su herramienta y operación puede ser un proceso complicado, pero es necesario comprender la velocidad ideal (RPM) antes de comenzar a operar su máquina para garantizar una vida útil adecuada de la herramienta. Ejecutar una herramienta demasiado rápido puede provocar un tamaño de viruta subóptimo o incluso una falla catastrófica de la herramienta. Por el contrario, un RPM bajo puede resultar en deflexión, mal acabado o simplemente menores tasas de remoción de metal. Si no está seguro de cuáles son las RPM ideales para su trabajo, comuníquese con el fabricante de la herramienta.
Alimentarlo demasiado o demasiado poco
Otro aspecto crítico de las velocidades y los avances, la mejor tasa de avance para un trabajo varía considerablemente según el tipo de herramienta y el material de la pieza de trabajo. Si ejecuta su herramienta con una velocidad de avance demasiado lenta, corre el riesgo de volver a cortar virutas y acelerar el desgaste de la herramienta. Si ejecuta su herramienta con una velocidad de avance demasiado rápida, puede causar la fractura de la herramienta. Esto es especialmente cierto con las herramientas en miniatura.
Uso de desbaste tradicional

Si bien el desbaste tradicional en ocasiones es necesario u óptimo, generalmente es inferior al fresado de alta eficiencia (HEM). HEM es una técnica de desbaste que utiliza una profundidad de corte radial (RDOC) más baja y una profundidad de corte axial (ADOC) más alta. Esto distribuye el desgaste uniformemente a lo largo del borde de corte, disipa el calor y reduce la posibilidad de que falle la herramienta. Además de aumentar drásticamente la vida útil de la herramienta, HEM también puede producir un mejor acabado y una mayor tasa de remoción de metal, lo que lo convierte en un impulso de eficiencia general para su taller.
Uso inadecuado de la sujeción de herramientas y su efecto en la vida de la herramienta
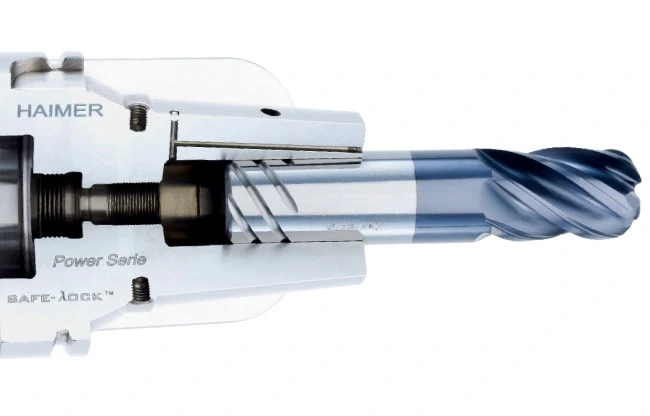
Los parámetros de funcionamiento adecuados tienen un impacto menor en situaciones de sujeción de herramientas subóptimas. Una mala conexión entre la máquina y la herramienta puede provocar que la herramienta se descentre, se salga y se desechen piezas. En términos generales, cuantos más puntos de contacto tenga un portaherramientas con el mango de la herramienta, más segura será la conexión. Los portaherramientas hidráulicos y de ajuste por contracción ofrecen un mayor rendimiento que los métodos de apriete mecánico, al igual que ciertas modificaciones de mango, como los mangos ToughGRIP de Helical y Haimer Safe-Lock™.
No usar hélice variable/geometría de paso
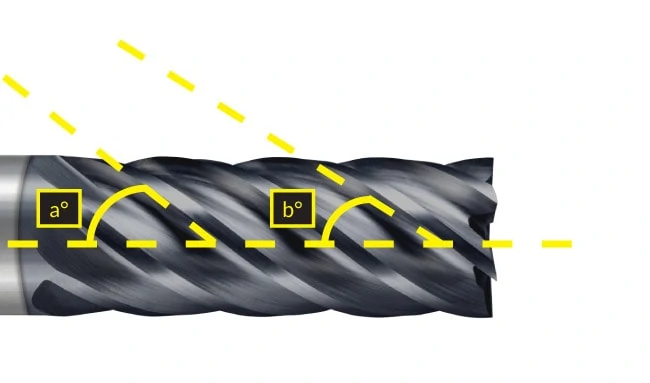
Una característica de una variedad de fresas de mango de alto rendimiento, hélice variable o geometría de paso variable es una alteración sutil de la geometría de fresa de mango estándar. Esta característica geométrica asegura que los intervalos de tiempo entre el contacto del filo de corte con la pieza de trabajo varíen, en lugar de que sean simultáneos con cada rotación de la herramienta. Esta variación minimiza la vibración al reducir los armónicos, lo que aumenta la vida útil de la herramienta y produce resultados superiores.
Elegir el revestimiento incorrecto puede desgastarse en la vida de la herramienta

A pesar de ser ligeramente más cara, una herramienta con un recubrimiento optimizado para el material de su pieza de trabajo puede marcar la diferencia. Muchos recubrimientos aumentan la lubricidad, lo que ralentiza el desgaste natural de las herramientas, mientras que otros aumentan la dureza y la resistencia a la abrasión. Sin embargo, no todos los recubrimientos son adecuados para todos los materiales y la diferencia es más evidente en los materiales ferrosos y no ferrosos. Por ejemplo, un recubrimiento de nitruro de titanio y aluminio (AlTiN) aumenta la dureza y la resistencia a la temperatura en materiales ferrosos, pero tiene una gran afinidad con el aluminio, lo que hace que la pieza de trabajo se adhiera a la herramienta de corte. Un recubrimiento de diboruro de titanio (TiB2), por otro lado, tiene una afinidad extremadamente baja con el aluminio y evita la acumulación de filos de corte y el empaque de virutas, y prolonga la vida útil de la herramienta.
Uso de una longitud de corte larga
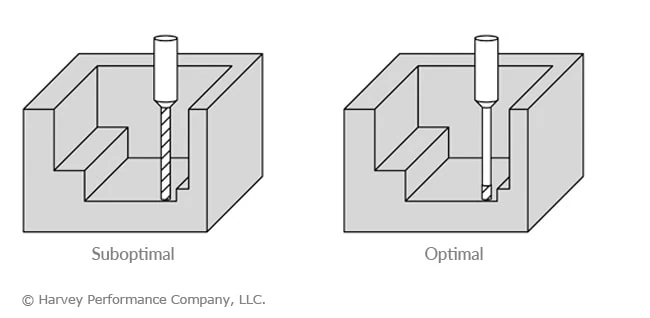
Si bien una longitud de corte larga (LOC) es absolutamente necesaria para algunos trabajos, especialmente en operaciones de acabado, reduce la rigidez y la resistencia de la herramienta de corte. Como regla general, la LOC de una herramienta debe ser tan larga como sea necesario para garantizar que la herramienta conserve la mayor cantidad posible de su sustrato original. Cuanto más larga es la LOC de una herramienta, más susceptible a la deflexión se vuelve, lo que a su vez reduce su vida útil efectiva y aumenta la probabilidad de fractura.
Recurso gratuito:descargue hoy mismo la guía de fresado de alta eficiencia (HEM) de más de 50 páginas
Eligiendo el conteo de flautas incorrecto
Tan simple como parece, el conteo de flautas de una herramienta tiene un impacto directo y notable en su rendimiento y parámetros de funcionamiento. Una herramienta con un número bajo de flautas (2 a 3) tiene valles de flautas más grandes y un núcleo más pequeño. Al igual que con LOC, cuanto menos sustrato quede en una herramienta de corte, más débil y menos rígida será. Una herramienta con un alto número de flautas (5 o más) naturalmente tiene un núcleo más grande. Sin embargo, los recuentos altos de flautas no siempre son mejores. Los conteos de flauta más bajos se usan típicamente en aluminio y materiales no ferrosos, en parte porque la suavidad de estos materiales permite una mayor flexibilidad para aumentar las tasas de remoción de metal, pero también debido a las propiedades de sus virutas. Los materiales no ferrosos suelen producir virutas más largas y fibrosas, y un menor número de flautas ayuda a reducir el recorte de virutas. Las herramientas con mayor número de flautas suelen ser necesarias para materiales ferrosos más duros, tanto por su mayor resistencia como porque el recorte de virutas es una preocupación menor, ya que estos materiales suelen producir virutas mucho más pequeñas.
máquina CNC
- Aplicación móvil Fiix:una herramienta para facilitarle la vida a su equipo
- 3 formas de prolongar la vida útil de su máquina CNC
- 4 señales clave de que su motor está llegando al final de su vida útil
- 5 maneras de mejorar sus piezas de chapa
- 5 formas de hacer que sus piezas metálicas sean resistentes a la corrosión
- 5 formas de prolongar la vida útil de la herramienta y aumentar la productividad
- Consejos prácticos para prolongar la vida útil de sus punzones
- Formas de aumentar la vida útil del golpe
- 5 formas efectivas de prolongar la vida útil de la herramienta punzonadora
- Lo que necesita saber sobre la fresa de extremo de inserción
- Tres maneras en las que tu aire no es tan fresco como crees