


Piense en OEE como eficacia empresarial global
En esta columna, espero influenciarlo para que piense en la efectividad general del equipo de nuestro viejo amigo (disponibilidad x rendimiento x calidad =OEE) bajo una luz diferente.
Como educador y consultor en el campo de la administración de confiabilidad, he observado que la mayoría de las organizaciones luchan por definir su versión de OEE. En particular, tienen problemas con la disponibilidad. En algunos casos, definir la calidad es un desafío, pero ese es un tema para otra columna. La disponibilidad es nuestro enfoque aquí.
Dentro del campo de la ingeniería de confiabilidad, hay varias definiciones técnicas de disponibilidad, con las que no lo aburriré aquí (envíeme un correo electrónico si desea ver estas definiciones). Pero con pocas excepciones, para fines comerciales, la disponibilidad es la cantidad de horas que está ejecutando en un año dividido por 8,760 (la cantidad de horas en un año calendario).
En otras palabras, la disponibilidad es el tiempo total de funcionamiento del equipo, la línea o la planta dividido por el tiempo total transcurrido. Para una empresa de fabricación, la disponibilidad y el rendimiento determinan la cantidad de producto que tiene que vender.
Entonces, ¿dónde van mal las cosas? En pocas palabras, jugamos con el denominador de las ecuaciones de disponibilidad y rendimiento, lo que puede hacernos sentir mejor acerca de cómo lo estamos haciendo, pero compromete la validez de la métrica.
Es un poco como sostener parte de tu peso en la encimera del baño mientras te subes a la báscula para pesarte por la mañana. El número se ve bien y puede hacerte sentir bien, pero nuestros pantalones todavía se sienten apretados en el medio.
El hecho es que, cuando reduce el denominador en la ecuación de disponibilidad en una hora, está proclamando que la gestión de esa hora está y siempre estará completamente fuera de nuestro control.
Solo la ocurrencia de "hechos fortuitos", como huracanes e inundaciones, está completamente fuera de su control, y esos no pueden realmente incluirse en el plan. Además, su preparación para tales eventos determinará en gran medida la extensión del daño y la velocidad con la que se recuperará.
Para fines de discusión, describí tres errores comunes que las organizaciones cometen al erosionar el denominador de la ecuación de disponibilidad. Después de lo cual, propongo un modelo más completo para OEE que refleje con mayor precisión todo el negocio de la empresa.
Para abordar con precisión los problemas, los defectos de disponibilidad, rendimiento y calidad deben clasificarse como inducidos por el mercado, la producción o el equipo.
1) Tiempo de inactividad de marketing: Muchas organizaciones caen en la trampa de convencerse a sí mismas de que si la planta está disponible para producir un producto, pero el mercado no quiere comprar el producto que fabrica, esas horas no productivas no deberían contarse en contra del rendimiento de OEE. La OEE, junto con la administración de costos, impulsa sus ganancias, lo que a su vez impulsa el rendimiento de los activos netos (RONA), la principal medida de efectividad de administración de su empresa.
Si bien el tiempo de inactividad de marketing puede no reflejar cómo le está yendo desde una perspectiva de confiabilidad del equipo, ciertamente es importante para el negocio. Verá, si su planta permanece en una posición de venta insuficiente, los rendimientos, en relación con los activos netos necesarios para producirlos, sufrirán, y los accionistas y posibles accionistas (inversores) pueden decidir llevarse su dinero a otra parte.
Es posible que necesitemos modificar nuestra estrategia de marketing:fabricar diferentes productos, promocionarlos de manera diferente, evaluar nuestra estrategia de precios, etc. O, si descubrimos que no podemos abordar el problema de marketing, es posible que debamos reducir los activos operativos netos existentes. (el denominador en la ecuación RONA).
Si bien el tiempo de inactividad de marketing no es específicamente un problema de equipo, es ingenuo sugerir que no afecta el negocio. Ciertamente no es gratis. Una excepción notable a esta regla son los militares, cuya misión es la preparación operativa para defender el país, no la lucha activa (el equivalente a la producción).
2) Tiempo de inactividad de la producción: Este, por ejemplo, es el tiempo que lleva reequipar / ajustar para un cambio de producto, para la limpieza y descontaminación del equipo y para los controles e inspecciones reglamentarias.
No capturar el cambio de producto limita la capacidad de la métrica OEE para revelar oportunidades para agilizar el proceso de cambio con un análisis de intercambio de troquel (SMED) de un minuto, o para mejorar los procedimientos de apagado y / o inicio que causan problemas en el equipo o desestabilizan el proceso de producción.
El tiempo de limpieza e inspección reglamentaria a menudo erosiona furtivamente la validez de nuestra medición de disponibilidad. Nos vemos envueltos en esto debido a nuestra falta de elección a corto plazo. Por ejemplo, las plantas procesadoras de alimentos deben limpiar las plantas para descontaminarlas y garantizar la seguridad alimentaria.
Sin embargo, cuando descuenta el denominador, reduce su motivación para buscar tecnologías y estrategias que le permitan trabajar más horas sin comprometer la seguridad alimentaria. En otras palabras, al cambiar el denominador, la falta de elección se vuelve psicológicamente permanente.
3) Tiempo de inactividad planificado por mantenimiento: Si bien es menos común hoy que hace 10 años, muchas empresas aún caen en la trampa de eliminar el tiempo de inactividad programado del plan de producción en la ecuación de disponibilidad. Esto es análogo a proclamar que el tiempo de inactividad por mantenimiento programado y planificado es gratuito.
¡No es! Por cierto, el tiempo de inactividad planificado suele ser preferible al tiempo de inactividad forzoso. Queremos contar esas horas contra nuestra medición de disponibilidad para inspirar a la organización a pensar de manera creativa para implementar medidas proactivas que reduzcan la necesidad de realizar mantenimiento, mejoren la planificación y las prácticas de administración del trabajo de parada y mejoren el diseño para la mantenibilidad. De esa manera, podemos pasar más tareas a actividades en tiempo de ejecución y mejorar la velocidad con la que completamos el mantenimiento del tiempo de inactividad.
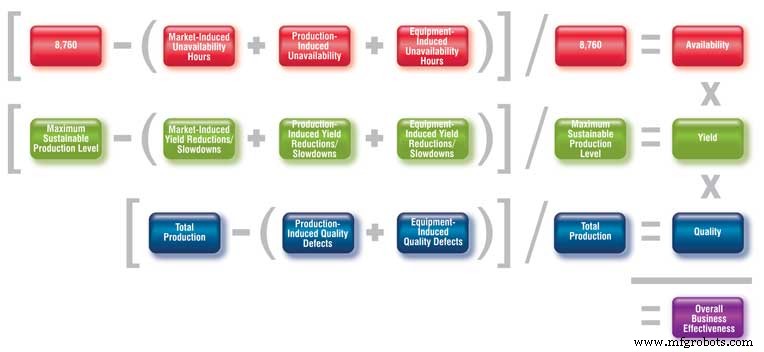
Entonces, en realidad, la efectividad comercial general (donde OBE =rendimiento x disponibilidad x calidad) es matemáticamente idéntica a la efectividad general del equipo (OEE). Sin embargo, refleja una visión más holística de su negocio en el sentido de que la disponibilidad refleja el desempeño general de su empresa en relación con la perfección, como debería ser. Aquí hay una ecuación general más moderna para la medición de la disponibilidad de la planta:
(Dm + Dp + Def + Dpm)
Dónde:
Dm =Tiempo de inactividad de marketing
Dp =Tiempo de inactividad de producción
Def =Tiempo de inactividad forzado del equipo
Dpm =Tiempo de inactividad de mantenimiento planificado
Mida cada uno de los cuatro componentes del tiempo de inactividad individualmente para poder abordar las oportunidades y amenazas. Además, desarrolle una taxonomía estandarizada para definir la naturaleza de un evento de tiempo de inactividad en cada una de las categorías.
Me he centrado en esta columna principalmente en el factor de disponibilidad de la métrica OEE. Sin embargo, la lógica es aplicable al factor de rendimiento y, en menor medida, a la calidad. Le animo a clasificar los casos en los que el rendimiento de la producción se reduce en categorías impulsadas por el mercado, impulsadas por la producción y impulsadas por los equipos para que pueda abordar de manera más eficaz las causas subyacentes de la desaceleración de la producción. Hable internamente sobre cómo desglosar sus defectos de calidad en relación con las características específicas de su industria.
Las métricas, cuando son válidas, nos permiten identificar amenazas y oportunidades, y tomar decisiones más efectivas. Cuando comprometemos la validez de la métrica con el propósito de "sentirnos bien", no nos estamos haciendo ningún favor a nosotros ni a nuestros accionistas.
Mantenga la métrica pura y enfóquese en ser la mejor planta posible, con un enfoque constante en la mejora de la confiabilidad justificada económicamente.
Además, olvídese de las afirmaciones generales sobre lo que constituye una "OEE de clase mundial" que a menudo se defiende como objetivos generales. Si bien estos pueden ser promedios válidos, ¿qué y quién es el promedio? He visto estos llamados números de referencia que van del 80 al 90 por ciento, un OEE que es absolutamente inalcanzable en algunas industrias sin comprometer la métrica en sí, y al mismo tiempo constituye un desempeño extremadamente pobre en algunas otras industrias.
La búsqueda de estos denominados puntos de referencia hace que algunas organizaciones manipulen la métrica y otras se vuelvan peligrosamente complacientes. Las métricas están aquí para servirnos, no para nosotros. Mantenga su OEE (u OBE) pura, válida y real, luego concentre su energía en hacer funcionar la planta.
Mantenimiento y reparación de equipos
- Mejores prácticas de mantenimiento para lograr una mejor eficacia general del equipo (OEE)
- Seis formas principales en las que la IoT empresarial está cambiando nuestro mundo
- Medición de la eficacia del mantenimiento
- Drew Troyer:eficacia general del equipo
- El nuevo libro es Introducción a la eficacia general de los equipos
- Entender las métricas de mantenimiento:eficacia general del equipo
- Luchando por un negocio neutro en carbono:una combinación perfecta para CMMS
- Sostenibilidad en la fabricación - Parte 1
- Comprensión de la eficacia general del equipo
- Quick Robot gana para una mayor OEE
- Los pasantes de Atlas Copco son una pieza clave de nuestro negocio