


Métodos comunes para obtener la precisión de las piezas en el mecanizado
La precisión del mecanizado se refiere al grado en que los parámetros geométricos reales (tamaño, forma y posición) de la pieza después del procesamiento se ajustan a los parámetros geométricos ideales especificados en el dibujo. Cuanto mayor sea el grado de conformidad, mayor será la precisión de mecanizado.
En el mecanizado, debido a la influencia de varios factores, en realidad es imposible procesar cada parámetro geométrico de la pieza para que coincida exactamente con el parámetro geométrico ideal, y siempre habrá algunas desviaciones. Esta desviación es un error de mecanizado.
Explora desde los siguientes tres aspectos:
- Método para obtener la precisión dimensional de la pieza
- Método para obtener precisión de forma
- Método para obtener la precisión de la posición
1. Método para obtener la precisión dimensional de la pieza
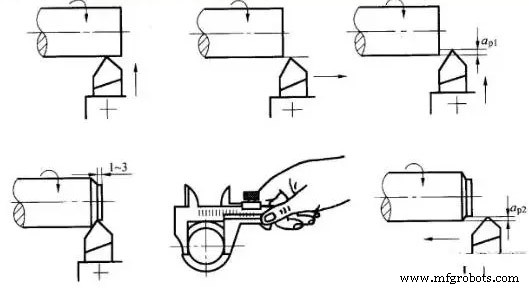
(1) Método de corte de prueba
Es decir, primero intente cortar una pequeña parte de la superficie mecanizada, mida el tamaño del corte de prueba, ajuste la posición del filo de la herramienta en relación con la pieza de trabajo de acuerdo con los requisitos de mecanizado y luego intente cortar, y luego mida, así que después de dos o tres cortes y mediciones de prueba, cuando se procese después de que el tamaño cumpla con los requisitos, corte toda la superficie a mecanizar.
El método de corte de prueba consiste en "corte de prueba-medición-ajuste-corte de prueba de nuevo" y se repite hasta alcanzar la precisión dimensional requerida.
La precisión lograda por el método de corte de prueba puede ser muy alta. No requiere dispositivos complicados, pero este método requiere mucho tiempo (requiere múltiples ajustes, cortes de prueba, mediciones y cálculos), baja eficiencia y depende del nivel de habilidad de los trabajadores y la precisión de los instrumentos de medición. La calidad es inestable, por lo que solo se utiliza para la producción de lotes pequeños de una sola pieza.
Como un tipo de combinación de métodos de corte de prueba, se basa en la pieza procesada, el procesamiento de otra pieza de trabajo coincidente o la combinación de dos (o más) piezas de trabajo para su procesamiento. Los requisitos del tamaño procesado final en el trabajo de emparejamiento se basan en los requisitos de emparejamiento con las piezas mecanizadas.
(2) Método de ajuste
Use piezas de muestra o estándar para ajustar las posiciones relativas precisas de máquinas herramienta, accesorios, herramientas de corte y piezas de trabajo para garantizar la precisión dimensional de las piezas de trabajo. Debido a que el tamaño se ajusta de antemano, no es necesario volver a intentar cortar durante el mecanizado. El tamaño se obtiene automáticamente y permanece invariable durante el mecanizado de un lote de piezas. Este es el método de ajuste. Por ejemplo, cuando se utiliza un dispositivo de fresado, la posición de la herramienta está determinada por el bloque de herramientas. La esencia del método de ajuste es usar el dispositivo de distancia fija o el dispositivo de configuración de herramientas en la máquina herramienta o el portaherramientas preestablecido para hacer que la herramienta alcance una cierta precisión de posición en relación con la máquina herramienta o el accesorio, y luego procesar un lote de piezas de trabajo.
También es un tipo de método de ajuste para alimentar la herramienta de acuerdo con el dial y luego cortar en la máquina herramienta. Este método necesita determinar la escala en el dial de acuerdo con el método de corte de prueba. En la producción en masa, los dispositivos de reglaje de herramientas, como topes de rango fijo, prototipos y plantillas, a menudo se usan para el ajuste.
El método de ajuste tiene una mejor precisión y estabilidad de mecanizado que el método de corte de prueba y tiene una mayor productividad. No requiere altos operadores de máquinas herramienta, pero tiene altos requisitos para los ajustadores de máquinas herramienta y, a menudo, se usa en la producción por lotes y en masa.
(3) Fijo E tamaño M método
El método de utilizar el tamaño correspondiente de la herramienta para garantizar el tamaño de la pieza de trabajo que se va a mecanizar se denomina método de dimensionamiento. Utiliza herramientas de tamaño estándar para el mecanizado y el tamaño de la superficie mecanizada está determinado por el tamaño de la herramienta. Es decir, se utiliza una herramienta con cierta precisión dimensional (como un escariador, un escariador, un taladro, etc.) para garantizar la precisión de la pieza de trabajo (como un agujero).
El método de dimensionamiento es fácil de operar, tiene una alta productividad y la precisión del mecanizado es relativamente estable. No tiene casi nada que ver con el nivel técnico de los trabajadores. Tiene una alta productividad y es ampliamente utilizado en varios tipos de producción. Por ejemplo, taladrado, escariado, etc.
(4) Método de medición activo
Durante el proceso de mecanizado, las dimensiones de mecanizado se miden durante el mecanizado, y después de comparar los resultados medidos con las dimensiones requeridas por el diseño, la máquina herramienta puede continuar trabajando o la máquina herramienta puede detenerse. Este es el método de medición activo.
Actualmente, los valores en medición activa se pueden mostrar digitalmente. El método de medición activo agrega el dispositivo de medición al sistema de proceso (es decir, la unidad de máquinas herramienta, herramientas de corte, accesorios y piezas de trabajo) y se convierte en su quinto factor.
El método de medición activo tiene una calidad estable y alta productividad, que es la dirección de desarrollo.
( 5) Método de control automático
Este método está compuesto por un dispositivo de medición, un dispositivo de alimentación y un sistema de control. Combina el dispositivo de medición, alimentación y el sistema de control en un sistema de procesamiento automático, y el sistema completa automáticamente el proceso de mecanizado.
Una serie de tareas como la medición del tamaño, el ajuste de compensación de herramientas, el procesamiento de corte y la parada de la máquina se completan automáticamente y se logra automáticamente la precisión de tamaño requerida. Por ejemplo, cuando se mecaniza en una máquina CNC, las piezas se controlan mediante varias instrucciones del programa para controlar la secuencia de mecanizado y la precisión del mecanizado.
El método de control automático inicial se completaba mediante el uso de sistemas de medición activos y de control mecánico o hidráulico. En la actualidad, se han utilizado ampliamente programas preestablecidos de acuerdo con los requisitos de procesamiento. Programas emitidos por el sistema de control para controlar máquinas herramienta o máquinas herramienta controladas digitalmente emitidos por el sistema de control para realizar instrucciones de información digital y pueden adaptarse a cambios en las condiciones de procesamiento durante el mecanizado, ajustar automáticamente la cantidad de procesamiento y realizar la optimización del proceso de mecanizado según las condiciones especificadas. La máquina herramienta de control adaptativo realiza el procesamiento de control automático.
El método de control automático tiene calidad estable, alta productividad, buena flexibilidad de mecanizado y adaptabilidad a la producción de múltiples variedades, que es la dirección de desarrollo actual de la fabricación mecánica y la base de la fabricación asistida por computadora (CAM).
2. Método para obtener la precisión de la forma
(1) Método de trayectoria
Este método de mecanizado utiliza la trayectoria del movimiento de la punta de la herramienta para formar la forma de la superficie mecanizada. El torneado, fresado, cepillado y rectificado ordinario pertenecen todos al método de la trayectoria de la punta de la herramienta. La precisión de la forma obtenida por este método depende principalmente de la precisión del movimiento de formación.
(2) Método de formación
Utilice la geometría de la herramienta de formación para reemplazar ciertos movimientos de formación de la máquina herramienta para obtener la forma de la superficie mecanizada. Como torneado, fresado, rectificado, etc. La precisión de la forma obtenida por el método de formación depende principalmente de la forma de la cuchilla.
(3) Método de generación
Utilice la superficie envolvente formada por la herramienta y la pieza de trabajo para generar la forma de la superficie mecanizada, como el tallado de engranajes, la conformación de engranajes, el rectificado de engranajes, el estriado moleteado, etc., todos son métodos generativos. La precisión de la forma obtenida por este método depende principalmente de la precisión de la forma y la precisión del movimiento generativo de la cuchilla.
3. Método de obtención de la precisión de la posición
En el mecanizado, la precisión de la posición de la superficie procesada en otras superficies está determinada principalmente por la sujeción de la pieza de trabajo.
(1) Encuentre directamente la sujeción correcta
Este método consiste en utilizar un indicador de carátula, una placa de marcado o una inspección visual para ubicar directamente la pieza de trabajo en la máquina herramienta.
(2) Dibuje la línea para encontrar la abrazadera de instalación correcta
Este método consiste en dibujar primero la línea central, la línea de simetría y la línea de procesamiento de cada superficie que se procesará en el blanco de acuerdo con el dibujo de la pieza, y luego instalar la pieza de trabajo en la máquina herramienta y alinear la posición de sujeción de la pieza de trabajo en la máquina herramienta según la línea trazada.
Este método de sujeción tiene baja productividad, baja precisión y altos requisitos técnicos para los trabajadores. Por lo general, se usa para procesar piezas complejas y pesadas en la producción de lotes pequeños, o cuando la tolerancia del tamaño de la pieza en bruto es grande y no se puede sujetar directamente con accesorios.
(3) Sujeción con abrazaderas
El accesorio está especialmente diseñado de acuerdo con los requisitos del proceso de mecanizado. Los elementos de posicionamiento en el dispositivo pueden ocupar rápidamente la posición correcta de la pieza de trabajo en relación con la máquina herramienta y la herramienta de corte. La precisión de posicionamiento de la pieza de trabajo se puede garantizar sin alineación y la productividad de sujeción con el accesorio es alta. La precisión de posicionamiento es alta, pero es necesario diseñar y fabricar accesorios especiales, que se utilizan ampliamente en la producción por lotes y en masa.
Proceso de manufactura
- Cómo diseñar piezas para mecanizado CNC
- 4 métodos de inspección y 3 soluciones para mecanizado CNC
- 5 aplicaciones comunes para el mecanizado CNC de plástico
- Mecanizado de alta velocidad para piezas de fresado de aluminio
- Métodos comunes de mecanizado de roscas para centros de mecanizado CNC
- Problemas comunes y métodos de mejora en el mecanizado CNC
- Accesorios para mecanizado CNC personalizado
- Método mejorado de piezas de mecanizado CNC de pared delgada
- Métodos comunes para obtener la precisión de la pieza de trabajo en el mecanizado (2)
- Consejos comunes para el mecanizado de taladrado
- 4 métodos de proceso comunes de galvanoplastia parcial