


Defectos de Fundición:Tipos, Causas y Remedios
En este artículo aprenderemos sobre los defectos de fundición, sus causas y remedios. Los defectos son un fenómeno común en cualquier proceso de ingeniería. Hay tal limitación de cualquier proceso, que causa defectos. El diseño y el moldeado adecuados pueden dar un molde libre de defectos, pero debido a algunas limitaciones de control y la interferencia humana, generalmente se producen defectos. Mediante la asistencia adecuada en el trabajo podemos minimizar los defectos de fundición. En general, un producto de fundición adecuado también tiene algunos defectos, por lo que se está investigando en la industria de la fundición para minimizar estos defectos. Estos defectos de fundición se pueden encontrar mediante los métodos de prueba no destructivos que incluyen pruebas ultrasónicas, pruebas de radiografía, pruebas de partículas magnéticas, pruebas de penetración de matriz, etc. Hoy señalaré algunos defectos de fundición comunes, sus causas y remedios.
Tipos de defectos de fundición:
Estos defectos se pueden clasificar en tres categorías principales.1. Orificio de soplado:
Es un orificio de gas o una cavidad de gas que se produce en la superficie o en la parte interna de la fundición. Se debe a que el gas se interrumpió en la fundición debido a una mala ventilación. En su mayoría, ocurre en la superficie, lo que hace un orificio de gas circular de forma ovalada. Estos defectos se pueden ver después del mecanizado de la superficie. Estos defectos se deben a un sistema de ventilación inadecuado, exceso de gas o humedad y debido a la baja permeabilidad de la arena y la alta temperatura de la arena. También se debe a la baja temperatura de vertido del metal.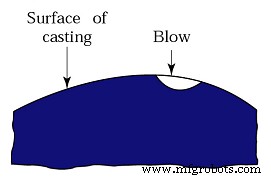
2. Cicatriz:
La cicatriz generalmente ocurre en una superficie plana y se debe a una ventilación inadecuada o a la permeabilidad de la arena. El golpe está cubierto por la fina capa de metal.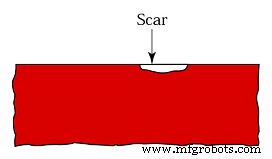
3. Costra:
Esto también se conoce como inclusión de escoria de inclusión de arena. Esto parece escoria dentro del molde y es muy difícil de remediar porque generalmente no ocurre en un solo punto. Este defecto generalmente ocurre debido a un molde o núcleo defectuoso, baja fuerza de unión del material de moldeo o arena. También se debe a la baja permeabilidad de la arena.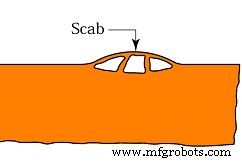
4. Penetración:
Este defecto ocurre cuando la fluidez del metal fundido es alta. Cuando el molde es poroso y no es lo suficientemente fuerte para resistir el metal fundido, ocurre este defecto. El metal líquido penetra en el molde y se mezcla con la arena. Esto da una superficie de fundición irregular.
5. Cierre en frío:
Es el defecto básico que generalmente ocurre. Se produce cuando el metal fundido fluye por dos caminos diferentes. Cuando las dos corrientes de metal fundido entran en contacto y se solidifican antes de que se mezclen por completo, se forman algunas burbujas entre ellas. Este fenómeno se conoce como cierre en frío. También se conoce como vuelta fría.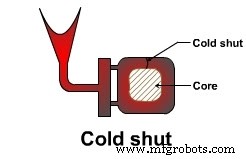
6. Falta de coincidencia:
Es un defecto debido a la falta de coincidencia de la capa y el arrastre. También se conoce como turno. Cuando el cambio de capa en relación con el arrastre se conoce como cambio de molde y cuando el cambio de arrastre se conoce como cambio de capa. Se debe al rebote del metal fundido, pasadores de caja sueltos, etc.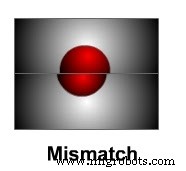
7. Errores de ejecución:
Los fallos de funcionamiento son un fenómeno cuando los materiales fundidos se solidifican antes de que se llene correctamente el molde. Este resultado presencia de relleno de la cavidad incompleta. Se debe a un espesor de pared demasiado delgado, un sistema de compuerta inadecuado, un vaciado lento, un patrón dañado y una fluidez deficiente del metal fundido.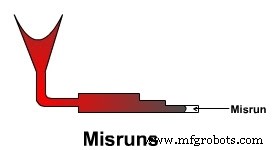
8. Lágrima caliente:
Un desgarro o grieta caliente generalmente no es visible porque el yeso no se ha separado en fragmentos. Esto ocurre debido a un enfriamiento desigual y una posición incorrecta de los enfriadores. Esto ocurre generalmente cuando hay un cambio de sección abrupto. Esto ocurre durante la solidificación de la fundición cuando la parte sólida no tiene suficiente resistencia para resistir la fuerza de tracción.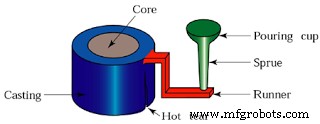
9. Contracción:
Este defecto generalmente surge durante la contracción del volumen durante la solidificación. Ocurre cuando el metal líquido no es suficiente para compensar la contracción del volumen. Esto se debe al tamaño insuficiente de la mazarota, la solidificación de la fundición en la dirección incorrecta, la ubicación incorrecta de los enfriadores o en las compuertas.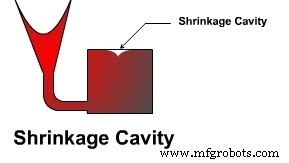
10. Hebilla:
La formación de una línea irregular en la superficie del molde se conoce como pandeo. Genera fallas debido a la superficie de arena o expansión de la superficie de arena debido al calor del metal fundido.11. Agujero de alfiler:
Los agujeros de alfiler son similares a los agujeros de soplado pero de menor tamaño. Estos están generalmente presentes en la superficie o debajo de la superficie y en grandes cantidades. Esto se debe a la ventilación inadecuada de gas y la baja permeabilidad del material de moldeo.12. Deformación:
Es el defecto o deformación en una fundición que ocurre durante o después de la solidificación debido a las diferentes tasas de solidificación de las diferentes secciones de la fundición, por lo que se establecen tensiones en las paredes adyacentes que dan como resultado la deformación de estas áreas.13. Aumento:
Este defecto generado debido a la resistencia insuficiente del molde cuando el metal fluye hacia el molde debido a la presión del metal líquido, la pared de la cavidad del molde se daña. También se debe a que la rigidez del patrón es insuficiente, por lo que no puede soportar la presión de apisonamiento y el daño de la pared de la cavidad.
Proceso de manufactura
- Arena de moldeo:tipos y constituyentes | Casting | Metalurgia
- Tipos de defectos de fundición | Metales | Industrias | Metalurgia
- Defectos en Aceros de Colada Continua
- Laminado de flejes en caliente y defectos de flejes
- ¿Qué es la fundición de metales? Definición, tipos y procesos
- Definición, tipos y procesos de fundición de metales
- Causas y remedios de las irregularidades y roturas de la herramienta punzonadora
- Diferentes tipos de fundición a presión y sus aplicaciones.
- Diferentes tipos de fundición centrífuga y su principio de funcionamiento
- Diferentes tipos de defectos de soldadura y remedios.
- Diferentes tipos de trenes de laminación y defectos en el metal laminado