


Mantenga la calma y continúe moliendo
En una operación de rectificado de producción, la ondulación en la superficie de la pieza es una pista potencial de que la máquina o el proceso ha desarrollado un problema de vibración. El efecto puede verse en la inspección, o si hay un paso de lapeado o pulido, el efecto puede verse en el aumento del tiempo dedicado a eliminar las ondas. Según Saint-Gobain Abrasives, fabricante de muelas abrasivas Norton, este es el punto en el que los talleres casi siempre intentan resolver el problema de la vibración haciendo algún cambio sencillo en el proceso. Y ese simple cambio podría ser un buen enfoque.
De hecho, esas ondas en la superficie, a menudo llamadas charlas, podrían indicar la solución adecuada. En una pieza mecanizada en una amoladora de superficie, por ejemplo, la frecuencia de vibración (ciclos por minuto) es igual a la velocidad de trabajo (pulgadas por minuto) dividida por la distancia entre dos marcas de vibración consecutivas (pulgadas). Encuentre la frecuencia de vibración usando esta relación, y si coincide con la velocidad de rotación del husillo abrasivo, entonces esto indica que la muela abrasiva, las bridas de la rueda o el husillo abrasivo son probablemente los culpables. Cambie la rueda, apriete los pernos de la brida o simplemente cambie la velocidad, y eso podría ser suficiente para curar o controlar el problema de vibración.
Ampliar Ampliar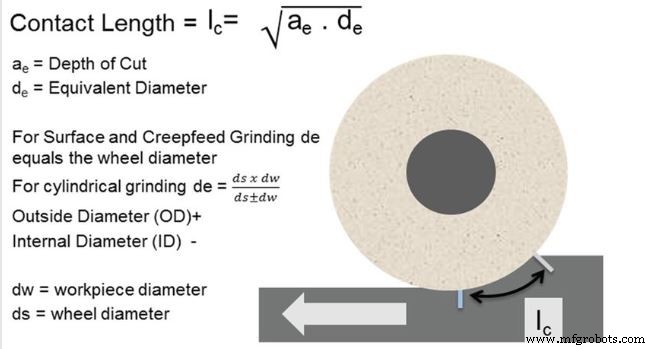 Cómo calcular la longitud de contacto para el filtrado de longitud de contacto.
Cómo calcular la longitud de contacto para el filtrado de longitud de contacto. Pero en otros casos, algunos que involucran otras partes de la máquina, otros que involucran la frecuencia natural del sistema, una solución simple no es suficiente para abordar el problema de manera adecuada. En estos casos, la mejor respuesta es hacer reparar la máquina, reparando cualquier elemento defectuoso de la máquina que permita que la vibración afecte la pieza de trabajo. Pero el servicio requiere tiempo y significa sacar la máquina de producción. Para los talleres que necesitan seguir funcionando a corto plazo, los investigadores han probado un proceso para superar los efectos de las vibraciones sin comprometer la productividad y sin detener la máquina por el momento.
Lo que sigue se deriva de un artículo sobre una técnica llamada "filtrado de longitud de contacto" escrito por los ingenieros de aplicaciones corporativas de Saint-Gobain, John Hagan y Mark Martin. Al reducir la velocidad de avance del trabajo mientras se aumenta la profundidad de corte, los efectos de la vibración severa pueden eliminarse sin ningún efecto neto en la productividad general.
Proporción rueda-trabajo grande
El objetivo del filtrado de longitud de contacto es lograr que la longitud de contacto entre la rueda y el trabajo sea muy grande en relación con la longitud de onda de la superficie afectada por la vibración. Cuando el primero es lo suficientemente alto en relación con el segundo, la rueda elimina de manera efectiva los picos relacionados con la vibración de la pieza de trabajo, alisando la superficie aunque todavía se produzcan vibraciones. Cuando la profundidad de corte aumenta en el mismo múltiplo que se reduce la velocidad de avance, la velocidad de eliminación de material (y, por lo tanto, la productividad) puede permanecer igual.
La profundidad de corte controla la longitud de contacto. Obviamente, el aumento de la longitud de contacto debe evitar efectos desfavorables como la quema de material, la desviación de la pieza de trabajo, etc. La profundidad de corte del disco aumenta a un nivel que es pesado en comparación con las condiciones de corte estándar, pero aun así evita estos efectos nocivos.
Mientras tanto, la velocidad de avance (o velocidad de trabajo) controla la longitud de onda de las marcas de vibración en la pieza. Una velocidad de trabajo más lenta acorta la longitud de onda.
El filtrado de longitud de contacto comienza a lograr una superficie lisa cuando el doble de la longitud de contacto entre la rueda y el trabajo supera la longitud de onda de la vibración u ondulación de la superficie. En otras palabras, la condición requerida para la reducción de la amplitud de la vibración es...
2 x longitud de contacto (lc )≥ Longitud de onda de la charla (λcharla)
...donde las dos cifras anteriores definen la longitud de contacto (lc ) y longitud de onda de la charla (λchatter) .
La técnica no siempre funcionará, dicen los investigadores. No será posible en todos los procesos obtener una longitud de onda de vibración lo suficientemente baja o una longitud de contacto lo suficientemente alta. En estos casos, la única solución que queda es la que debe realizarse de todos modos, es decir, tomarse el tiempo para identificar y corregir la causa subyacente de la vibración. Consulte la barra lateral para ver un caso en el que el filtrado de longitud de contacto fue efectivo para mecanizar una superficie lisa a pesar de la vibración extrema.
Este artículo fue escrito por Peter Zelinski, editor en jefe de Modern Machine Shop y apareció originalmente en la edición de diciembre de 2018. Fue reproducido con permiso.
Tecnología Industrial
- Ajuste y rectificado de una muela | Industrias | Metalurgia
- ¿Qué es la máquina de pulir? - Definición y tipos
- ¿Qué es la molienda electroquímica y cómo se hace?
- ¿Qué es el bruñido? - Definición, proceso y herramientas
- Vea las ventajas del rectificado cilíndrico y de superficies interno
- Servicios de rectificado de superficies:proceso y precisión
- Los principios fundamentales del rectificado de superficies
- ¿Qué es el pulido de superficies y por qué es importante?
- Rectificadora de superficies rotatorias y calidad de procesamiento
- ¿Quién necesita amoladoras planas?
- Rectificado Cilíndrico y Gran Productividad