


Moldeo con arena verde:proceso y métodos completos
En este artículo discutiremos sobre qué es el moldeo en arena verde , Ventajas y desventajas del moldeo en arena verde y los métodos.
Molde de arena verde
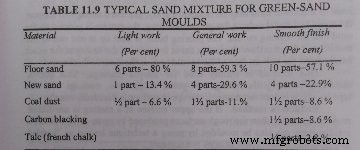
Mohos de arena verde se preparan con arenas de moldeo naturales o con mezclas de arena de sílice, arcilla de unión y agua. Estos materiales se mezclan completamente en proporciones que darán las propiedades deseadas para la clase de trabajo que se realiza. Típicas mezclas de arena para el moldeo en arena verde se dan en la siguiente tabla.
Fabricación de Molde de Arena Verde
Para hacer el molde de arena verde, la arena debe estar adecuadamente templada antes de que pueda ser utilizado. Si la arena está demasiado seca, se agrega agua adicional; si está demasiado húmeda, se agrega arena seca hasta que tenga el temple adecuado. Para verificar que la arena esté templada, se agarra un puñado en la primera. Se libera la presión y la arena se rompe en dos secciones. Las secciones de arena deben conservar su forma y los bordes de la rotura debe ser afilada y firme .
La superficie del molde que entra en contacto con el metal fundido constituye la parte más importante en los moldes de arena verde. Para dar a la fundición una superficie limpia y brillante y para evitar que la arena se queme en la cara del molde, se coloca una capa de arena de revestimiento alrededor del modelo.
Mezclas de arena-revestimiento porque las fundiciones de hierro generalmente contienen algo de carbón bituminoso finamente molido conocido como carbón marino y arena nueva además de arena de moldeo usada. Una parte por volumen de carbón marino por diez partes de arena de moldeo es una proporción común en mezclas para moldes para fundiciones de hierro. El carbón marino sida en evitar que la arena se fusione con las superficies de las piezas fundidas , mientras que la arena nueva aumenta la unión en la mezcla de revestimiento y, por lo tanto, evita que el metal líquido corte las superficies de arena.
Es una práctica común recubrir las superficies del molde de arena con material refractario para producir una piel suave en las piezas fundidas. Los materiales que ordinariamente se utilizan para este fin son el grafito, el coque, el carbón vegetal, el carbón gaseoso, el plumbago, el plomo negro, la sílice, la mica y el talco.
Estos materiales se pueden colocar en dos grupos; los materiales carbonosos conocidos como blackings , y los demás materiales se designan como recubrimientos minerales . Se pueden aplicar húmedos o secos. Para su uso en estado húmedo se emplea algún adhesivo:arcilla, goma y otras sustancias que se mezclan con agua. Los ennegrecimientos o recubrimientos minerales usados en seco se espolvorean sobre la cara del molde.
Ventajas del moldeo en arena verde
1. El moldeo en arena verde es el menos costoso Método de producción de un molde.
2. Hay menos distorsión que en moldes de arena seca, porque no requiere cocción.
3. Los matraces están listos para reutilizarse en tiempo mínimo.
4. La precisión dimensional es buena a través de la línea de separación. 5. Hay menos peligro de desgarro en caliente de la fundición que en otros tipos de molde.
Desventajas del moldeado con arena verde
1. Control de arena es más crítico que en los moldes de arena seca.
2. Erosión del molde es más común en la producción de grandes piezas fundidas.
3. El acabado de la superficie se deteriora a medida que aumenta el peso de la fundición.
4. Disminuye la precisión dimensional a medida que aumenta el peso de la fundición.
Métodos de moldeo en arena verde
Los principales métodos de moldeo en arena verde siguientes áreas:
1. Método de arena abierta
Método de arena abierta :Esta es la forma más simple de moldeo en arena verde, particularmente adecuado para patrones sólidos. Todo el molde se fabrica en el piso de fundición o en un lecho de arena sobre el nivel del piso para facilitar el trabajo y el vertido. No se necesita caja de moldeo y la superficie superior del molde está abierta al aire. La arena del suelo de fundición se suelta y se nivela perfectamente para obtener un espesor uniforme de la fundición.
Como no hay cabeza de metal, la arena se puede apisonar ligeramente, lo suficientemente fuerte como para soportar el peso del metal solamente. Después de una nivelación adecuada, el patrón se presiona en el lecho de arena para hacer el molde. La cuenca de vertido se construye en un extremo del molde, y el canal de rebose se corta a los lados de la cavidad a la altura exacta de la cara inferior del molde para dar el espesor deseado.
Este método de moldeo en arena verde se utiliza principalmente para vaciados simples, placas de piso, cajas de moldeo, rejillas, barandales y puertas, pesos, es decir, vaciados con tapas planas en las que no importa si la superficie superior es decididamente rugosa. Método empotrado. Si la superficie superior de una pieza fundida no es plana o debe ser más lisa que las superficies rugosas producidas por moldes abiertos de arena, también se puede moldear un patrón sólido mediante una técnica conocida como "asentado ”, en los que es necesario un cobertor o capa de arena.
2. Método integrado
Método incorporado :En el método empotrado, el patrón se presiona o martillado a la cama en la arena del piso de fundición o en un arrastre parcialmente lleno de arena para formar la cavidad del molde . Para asegurarse de que la arena se compacte correctamente, es necesario apisonar cuidadosamente la arena cerca del patrón. Como verificación, se puede dibujar el patrón y probar la superficie de la cavidad del molde en busca de puntos blandos. Todos los puntos blandos deben rellenarse con arena adicional y el patrón debe presionarse nuevamente hacia abajo hasta que se obtenga la cavidad del molde apisonada correctamente.
Después de alisar la junta y esparcir la arena de separación, se coloca una capa sobre el patrón. Se apisona la capa superior, se cortan las correderas y contrahuellas, y se levanta la caja de la capa superior, dejando el patrón sólido en el suelo o en el arrastre, según sea el caso. Se dibuja el patrón, se terminan las superficies de ambas partes del molde y se vuelve a colocar la caja de la tapa en su posición correcta para completar el molde.
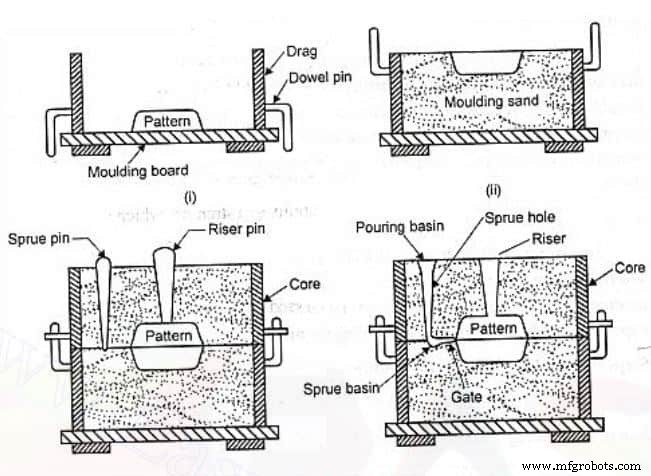
3. Método de rotación
Método de rotación: Este método se usa mucho y es más adecuado para patrones divididos así como para patrones sólidos. La mitad del patrón se coloca con su lado plano sobre una tabla de moldura, y se apisona un arrastre y se voltea. Ahora es posible colocar la otra mitad del patrón y una caja de capa en la posición correcta. Después de embutir , la capa se levanta y las dos mitades del patrón se golpean y dibujan por separado. A continuación, se vuelve a colocar la capa sobre el arrastre para ensamblar el molde.
Se trataba de moldeado en arena verde cubriendo las ventajas , desventajas y métodos de moldeo en arena verde . Espero que hayas disfrutado del artículo. Dé su opinión en la sección de comentarios a continuación.
Tecnología Industrial
- Arena de moldeo:tipos y constituyentes | Casting | Metalurgia
- Propiedades de la arena de moldeo | Materiales | Casting | Metalurgia
- Fundición en arena:proceso y características | Industrias | Metalurgia
- Tipos de arena utilizados en el proceso de moldeo
- Propiedades de la Arena de Moldeo
- Métodos de prueba de arena:proceso completo
- Arena verde frente a fundición en arena con resina
- Cuándo seleccionar el proceso de fundición en arena de resina
- Métodos y máquinas de fresado CNC
- Varios métodos de proceso de fabricación de acero.
- Comprender el proceso de fundición en arena