


Diferencia entre el ángulo de inclinación positivo y el ángulo de inclinación negativo
El mecanizado es un proceso de fabricación sustractivo mediante el cual se elimina el exceso de material de la pieza en bruto preformada en forma de virutas para mejorar la tolerancia y la precisión dimensional. Se emplea una herramienta de corte en forma de cuña (o cortador) para cortar gradualmente el material capa por capa. La geometría, la orientación y el material son tres factores primordiales que influyen en la capacidad de mecanizado y la calidad del producto. La geometría del cortador abarca las características cruciales de los filos de corte y las superficies relevantes. Incluye, pero no se limita a, ángulo de inclinación en diferentes direcciones, ángulos de incidencia en diferentes direcciones, radio de filo, orientación de filos de corte, radio de punta, etc. Los diferentes sistemas de designación de herramientas muestran estas características de manera estándar.
El ángulo de ataque de un cortador básicamente indica la inclinación de la superficie de ataque. Dado que la superficie de ataque es la superficie de flujo de la viruta, el ángulo de ataque también indica la dirección del flujo de la viruta (en corte ortogonal). Este es un parámetro crucial ya que influye directa o indirectamente en la deformación por corte, la dirección del flujo de virutas, la fuerza de corte, el consumo de energía, la maquinabilidad, etc. Por definición, ángulo de ataque es el ángulo entre la superficie de inclinación del cortador y el plano de referencia y medido en algún otro plano. Según el plano en el que se mide este ángulo, puede tener diferentes nombres, como inclinación ortogonal (medida en el plano ortogonal), inclinación lateral (medida en el plano longitudinal de la máquina), inclinación trasera (medida en el plano transversal de la máquina), inclinación máxima (medido en un plano perpendicular a la línea maestra para la inclinación), etc.
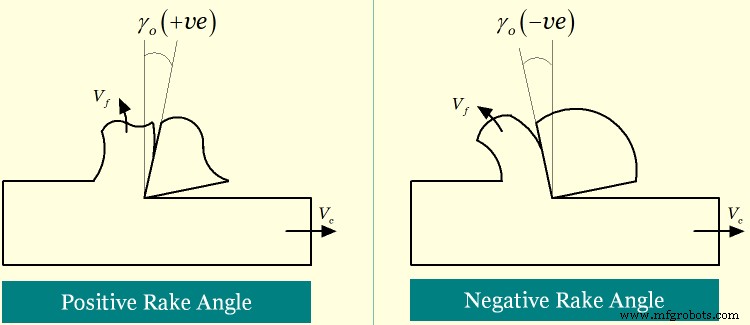
Independientemente del plano o la dirección en que se mida, el ángulo de inclinación puede ser positivo, negativo o incluso cero. Este concepto evolucionó a partir de la orientación relativa de la superficie de inclinación con respecto al plano de referencia fijo:en una dirección se considera positiva, en otra dirección se considera negativa y cuando se fusionan, el ángulo de inclinación se considera cero. Un rake positivo Ocurre cuando la suma del ángulo de cuña y el ángulo libre es inferior a 90° en un plano particular. Ofrece un borde de corte afilado y, por lo tanto, puede cortar eficientemente el material de la pieza de trabajo que requiere menos fuerza. Ahora bien, si la suma del ángulo de cuña y el ángulo de incidencia llega a ser igual a 90° en un plano particular, entonces el ángulo de inclinación se convierte en cero . De manera similar, cuando la suma del ángulo de cuña y el ángulo de incidencia es superior a 90° en un plano particular, el ángulo de inclinación se vuelve negativo. . La inclinación negativa ofrece una punta de herramienta más fuerte y, por lo tanto, una mayor vida útil de la herramienta. Varias diferencias entre el rake positivo y el rake negativo se dan a continuación en formato de tabla.
Tabla:Diferencias entre rake positivo y rake negativo
| Ángulo de ataque positivo | Ángulo de inclinación negativo |
|---|---|
| El ángulo de inclinación se considera positivo cuando la suma del ángulo de cuña y el ángulo de flanco es inferior a 90°. | El ángulo de inclinación se considera negativo cuando la suma del ángulo de la cuña y el ángulo del flanco es superior a 90°. |
| La inclinación positiva ofrece una cuña delgada. | La inclinación negativa hace que la cuña sea más gruesa. |
| La deformación por corte de la viruta es menor debido a la cuña delgada. | Una cuña más gruesa da como resultado una gran deformación por corte de la viruta. |
| También tiende a reducir el grosor de la viruta y, por lo tanto, el CRC se mantiene bajo. | Tiende a aumentar el grosor de la viruta y, por lo tanto, el CRC se vuelve alto. |
| La fuerza de corte y, por lo tanto, el consumo de energía durante el mecanizado es comparativamente menor. | En las mismas condiciones, requiere mayor fuerza y potencia de corte. |
| El CRC bajo, la fuerza de corte baja y la potencia baja indican una buena maquinabilidad. | La maquinabilidad es pobre con inclinación negativa. |
| La información sobre herramientas es menos extraña y, por lo tanto, propensa a fallas catastróficas. | La punta de la herramienta es más fuerte y, por lo tanto, hay menos posibilidades de rotura repentina. |
| No se puede aplicar una mayor carga de viruta ya que la herramienta no puede soportarla. | Se puede aplicar una mayor carga de virutas de forma segura. |
| El desprendimiento positivo es adecuado para mecanizar materiales blandos y dúctiles, como el cobre y el aluminio. | El desprendimiento negativo es bueno para mecanizar materiales duros y quebradizos, como el titanio y el acero inoxidable. |
Conceptos de ángulo de flanco, ángulo de cuña y ángulo de inclinación: La vista en sección de la cuña de una herramienta de corte muestra estos tres ángulos diferentes; sin embargo, ninguno de ellos tiene un valor fijo. Diferentes herramientas de corte pueden tener diferentes valores de estos ángulos y lo mismo juega un papel clave en el rendimiento del mecanizado. Se supone que el plano de referencia es perpendicular al vector de velocidad de corte. El ángulo entre el vector de velocidad de corte y la superficie del flanco de la herramienta de corte se denomina ángulo de flanco o ángulo de incidencia. La cuña se produce debido a la intersección de la superficie de ataque y la superficie del flanco a lo largo del filo de corte; y el ángulo correspondiente se denomina ángulo de cuña. Ahora, el ángulo entre la superficie de inclinación y el plano de referencia se denomina ángulo de inclinación. Con respecto al plano de referencia, cuando la superficie de ataque está orientada hacia el vector de velocidad de corte, el ángulo correspondiente se considera positivo; cuando la superficie de ataque está orientada de manera opuesta al vector de velocidad de corte, el ángulo correspondiente se considera negativo; y cuando la superficie inclinada se fusiona con el plano de referencia, el ángulo correspondiente se considera cero.
Espesor de la cuña y ángulo de inclinación: Dado que la suma algebraica del ángulo de inclinación, el ángulo de flanco y el ángulo de cuña debe ser cero, para un ángulo de flanco constante, el ángulo de cuña será menor con una inclinación positiva en comparación con una inclinación negativa. Por lo tanto, la inclinación negativa ofrece una cuña más gruesa, que es capaz de sostener una mayor fuerza de corte.
Deformación por cortante y espesor de viruta: Durante el mecanizado, el cortador comprime una fina capa de material y la corta gradualmente. En consecuencia, la viruta sin cortar se deforma plásticamente para producir viruta y luego fluye sobre la superficie de desprendimiento antes de abandonar la zona de mecanizado. La deformación por cizallamiento también aumenta el grosor de la viruta desde su valor sin cortar. Este incremento se mide por un coeficiente, denominado Coeficiente de reducción de astillas (CRC), que se define como la relación entre el espesor de las astillas y el espesor de las astillas sin cortar. CRC siempre es mayor que 1; sin embargo, siempre es deseable un valor más bajo. El cortador con inclinación negativa deforma la viruta en gran medida, lo que da como resultado un mayor grosor de la viruta y un mayor CRC. Sin embargo, el cortador con inclinación positiva permite un flujo suave de la viruta sobre la superficie de inclinación que, en última instancia, da como resultado una deformación por corte comparativamente más baja y un CRC más bajo. No obstante, en ningún caso el CRC puede ser inferior a 1, salvo que el corte sea a microescala o nanoescala.
Fuerza de corte y consumo de energía: Cuanto menor sea la potencia de corte consumida durante el mecanizado de un material en particular, mejor será el rendimiento del mecanizado. Aunque la fuerza y la potencia dependen de muchos factores, el ángulo de inclinación también tiene poca influencia. Debido a la menor deformación por cizallamiento y menor CRC con inclinación positiva, la fuerza de corte requerida para eliminar un área particular de material es mucho menor que con un cortador con inclinación negativa cuando todas las demás condiciones de mecanizado permanecen inalteradas.
Aspecto de maquinabilidad: La maquinabilidad es la indicación de la facilidad con que se puede maquinar un material de trabajo usando una herramienta de corte particular bajo condiciones específicas. No se puede medir cuantitativamente de forma fiable; solo se puede juzgar cualitativamente en función de otros parámetros, como la deformación por corte, CRC, fuerza y potencia de corte, temperatura de corte, forma y color de la viruta, tendencia a la formación de BUE, estado de la superficie mecanizada, etc. En general, una inclinación positiva tiende a ofrecer una mejor maquinabilidad.
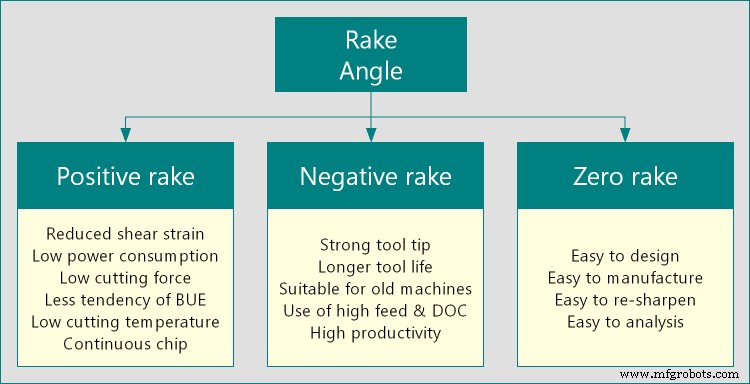
Fuerza del filo y carga de viruta: Un rastrillo negativo emerge mejor en este caso ya que viene con una cuña más gruesa. El mayor grosor de la cuña mejora la resistencia del filo y, por lo tanto, puede soportar cargas más altas sin fallar. Una cuña más delgada, asociada con una inclinación positiva, puede romperse si la carga de virutas aumenta por encima de cierto límite; y como resultado, no se puede eliminar un mayor volumen de material en una sola pasada (menor tasa de eliminación de material o productividad). También puede presentar un riesgo de falla catastrófica bajo la vibración de la máquina o la carga de impacto, lo que ocurre con frecuencia al mecanizar piezas rotacionalmente no simétricas o al cortar piezas de trabajo que tienen un material no homogéneo.
Materiales de trabajo adecuados: Dado que el desprendimiento negativo puede soportar una mayor fuerza de corte y una carga de impacto, se puede aplicar de manera segura al cortar materiales duros y quebradizos como acero para herramientas, acero inoxidable, titanio, etc. Cuando la composición del material no es homogénea o existe la posibilidad de una carga de impacto entonces el rake negativo es una mejor opción. El rastrillo positivo funciona bien al cortar materiales más blandos y dúctiles como taponadora, aluminio, etc.
En este artículo se presenta una comparación científica entre el ángulo de inclinación positivo y el ángulo de inclinación negativo. El autor también sugiere que revise las siguientes referencias para una mejor comprensión del tema.
- Mecanizado y Máquinas Herramientas por A. B. Chattopadhyay (1 st edición, Wiley).
- Diferencia entre rake positivo y rake negativo por difference.minaprem.com.
- Fuente de la imagen:minaprem.com.
Tecnología Industrial
- Diferencia entre estructura y unión.
- Diferencia entre C y C++
- Diferencia entre C y Java
- Python vs JavaScript:diferencia entre JavaScript y Python
- Python Vs Ruby:Diferencia entre Ruby y Python
- Diferencia entre transmisión por cadena y transmisión por engranajes
- Diferencia entre transmisión por correa y transmisión por cadena
- Diferencia entre la superficie de ataque y la superficie de flanco de la herramienta de corte
- ¿Cuál es la diferencia entre Industria 4.0 e Industria 5.0?
- Diferencia entre bomba dinámica y de desplazamiento positivo.
- Diferencia entre madera contrachapada de madera blanda y madera contrachapada de madera dura