


Recocido de impresiones 3D. ¡Mejore sus impresiones 3D de la manera más fácil!
Cualquiera que haya impreso un objeto 3D sabe que puede haber algunas sorpresas desagradables esperándote cuando esté terminado.
La deformación, la delaminación y otros defectos pueden arruinar lo que hubiera sido una impresión hermosa.
Pero, ¿sabía que recocer sus impresiones puede ayudar a evitar estos problemas y producir mejores impresiones?
La impresión 3D es una tecnología fantástica que ha conquistado al mundo. Sin embargo, como cualquier otra tecnología, tiene sus peculiaridades.
Recocido de impresiones 3D
Uno de los problemas más comunes con la impresión 3D es que las impresiones no son tan fuertes como le gustaría que fueran. A menudo, esto se debe a que no se aplica suficiente calor a la impresión, lo que hace que el plástico se enfríe demasiado rápido.
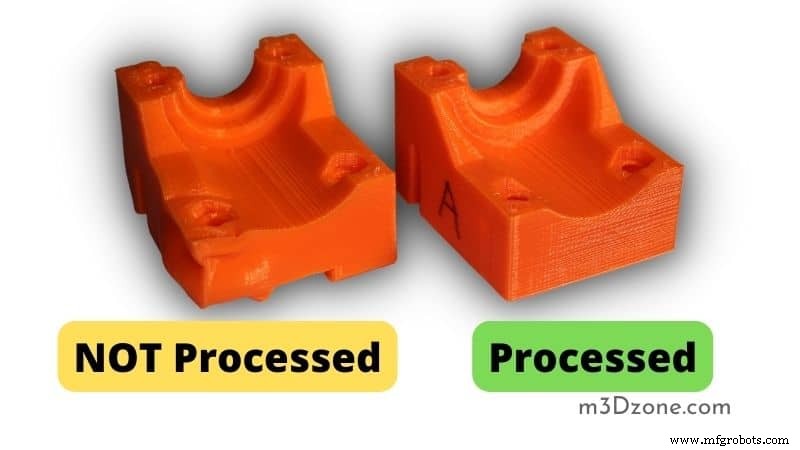
Si está buscando mejorar su objeto impreso, ¡debe recocerlo! Recocer sus impresiones 3D puede ser una excelente manera de mejorar su calidad y durabilidad.
¿Qué es el recocido en la impresión 3D?
El recocido es un proceso de tratamiento térmico utilizado para alterar las propiedades físicas y mecánicas de los metales a las temperaturas de recocido. El propósito es ablandar el metal, eliminar tensiones, mejorar su ductilidad y tenacidad.
Se utiliza comúnmente en la fabricación de metales y aleaciones y en la fabricación de piezas metálicas. El proceso consiste en calentar el metal a una temperatura específica y luego mantenerlo a esa temperatura durante un período determinado.
Una vez transcurrido el tiempo requerido, el metal se enfría lentamente a temperatura ambiente.
Consejos que necesita saber sobre el proceso de recocido en el proceso de impresión 3D
Temperatura de deflexión térmica
El recocido es un proceso que solo debe realizarse en metales capaces de soportar temperaturas más altas. El metal debe calentarse por encima de la temperatura de recristalización o temperatura de deflexión térmica pero por debajo del punto de fusión.
Temperatura de fusión
Además, debe controlar cuidadosamente la temperatura y el tiempo de recocido para lograr los resultados deseados. Enfríe el metal lentamente a temperatura ambiente o de fusión después del recocido. Nuevamente, puede hacerlo usando un horno a gas o eléctrico.
Al hacerlo en un horno a gas, aplicarás el calor indirectamente calentando las paredes del horno a una temperatura adecuada. Por el contrario, calentará el lugar de trabajo directamente cuando use un horno eléctrico.
¿Cómo funciona el recocido PLA?
El ácido poliláctico recocido funciona calentando el filamento a una temperatura específica y manteniéndolo a esa temperatura durante un período determinado para descomponer las estructuras cristalinas dentro del material.
A esto le sigue el enfriamiento en condiciones controladas, generalmente en aire frío o agua, pero a veces con aletas externas u otros equipos como camas de impresión calentadas.
El proceso se puede realizar varias veces y mejora continuamente las propiedades del material. El PLA es un plástico amorfo, lo que significa que no tiene un patrón de átomos que se repite regularmente como lo encontrarías con los metales u otros materiales cristalinos.
Consiste en grumos irregulares llamados regiones amorfas intercaladas entre otras áreas conocidas como cristalitos. Cuando estas moléculas de cadena larga se calientan, se vuelven más móviles y pueden deslizarse entre sí un poco más fácilmente.
¿Por qué el PLA necesita recocido?
PLA es un termoplástico que está hecho de almidón de maíz y azúcar. Tiene un punto de fusión más bajo que otros termoplásticos, como el acrilonitrilo butadieno estireno (ABS) y el polietilen tereftalato glicol (PETG). Se puede derretir rápidamente con el calor de una boquilla extrusora.
El bajo punto de fusión del PLA lo hace susceptible a deformarse y encogerse cuando se imprime a altas temperaturas.
El recocido PLA elimina las tensiones causadas por el proceso de impresión 3D a altas temperaturas y mejora su ductilidad y dureza. Esto da como resultado que las piezas recocidas tengan menos probabilidades de deformarse o encogerse y son más resistentes a la rotura.
PLA también necesita recocido porque el filamento PLA está hecho de material biodegradable. El proceso de recocido otorga mayor resistencia y durabilidad al filamento, lo que lo hace más adecuado para su uso en impresoras FDM.

Cómo recocer impresiones PLA
El proceso de recocido se puede realizar utilizando un horno de gas o eléctrico. Al recocer el filamento PLA, es fundamental utilizar una temperatura por debajo del punto de fusión del filamento.
La temperatura recomendada para recocer el filamento PLA es de 175 grados centígrados. El filamento debe calentarse a esta temperatura y mantenerse entre 30 y 60 minutos. Después de que haya transcurrido el tiempo requerido, el filamento debe enfriarse lentamente a temperatura ambiente.
La temperatura y el tiempo de recocido deben controlarse cuidadosamente para lograr los resultados deseados. El metal debe enfriarse lentamente a temperatura ambiente después de recocerse.
¿Cómo se puede recocer PLA sin deformarse?
Una de las principales razones por las que las personas recocen el PLA es para evitar la deformación, pero ¿cómo se puede hacer esto sin un horno?
Aunque no es tan efectivo como usar un horno, hay algunos métodos que se pueden usar para calentar la impresión lo suficiente como para provocar la recristalización.
- El primer método consiste en colocar la impresión sobre una placa calefactora eléctrica y ajustar la temperatura a unos 100 grados centígrados. ¡Asegúrese de que la placa calefactora esté nivelada para que su impresión no se deforme mientras se calienta!
- El segundo método es usar un secador de pelo. Dirija el flujo de aire hacia la pieza durante unos 15 a 20 segundos, luego apague la secadora y deje que la pieza se enfríe lentamente.
- El tercer método es usar una pistola de aire caliente. La clave con este método es asegurarse de que la pistola se mantenga a una distancia de unos 15-20 cm de la impresión y que la mueva hacia adelante y hacia atrás lentamente mientras calienta. Es importante tener en cuenta que ninguno de estos métodos es tan efectivo como usar un horno, pero ayudarán a minimizar cualquier deformación que pueda ocurrir.
Temperatura de transición vítrea. ¿A qué temperatura se recoce el PLA?
La temperatura recomendada para el recocido del filamento PLA es de 175 grados centígrados y lleva un máximo de 60 minutos. Sin embargo, debe tener en cuenta que el tiempo de recocido adecuado varía.
Una vez transcurrido el tiempo requerido, el filamento debe enfriarse lentamente a temperatura ambiente. Algunos materiales también se pueden recocer a una temperatura de transición vítrea de 140 a 370 grados Celsius.
Cómo el recocido mejora sus impresiones 3D
El proceso da como resultado piezas de metal más vitales con una estructura de grano más uniforme. Cuando recocine sus impresiones PLA, será menos probable que se deformen y cambien de forma debido a los cambios de temperatura con el tiempo.
Le resultará más fácil lijar las impresiones después (si lo desea) porque sus capas se alinearán perfectamente entre sí.
Recocer ABS es especialmente ventajoso cuando se pegan piezas de ABS en lugar de utilizar el método tradicional de unión asistida por solvente.
Una vez que su impresión 3D haya sido tratada térmicamente, todas sus superficies y capas deberían tener estructuras cristalinas similares y, por lo tanto, es más probable que se unan mejor con adhesivos o resinas epoxi, ¡especialmente si provienen del mismo carrete!
Lo más probable es que su impresión también sea un poco más brillante y colorida después de que haya sido recocida, ya que el proceso de recocido tiende a quemar cualquier barniz de PLA brillante que pueda haber quedado en su impresión.
Las impresiones 3D tratadas con calor antes de pegarlas no requieren tanta sujeción como las que no están pintadas porque hay una mayor área de superficie para que las capas de unión se toquen.
En el caso de las piezas de metal, tampoco necesitará tantos pernos o remaches para mantenerlas juntas, ¡al menos bajo ciertas condiciones! El recocido del filamento ABS hace que se derrita más durante el proceso de extrusión, lo cual es bueno si de todos modos tiene la intención de imprimir con ABS.
Facilita la unión de los filamentos ABS con las capas debajo de ellos, lo que reduce la posibilidad de deformación.
Recocido de materiales transparentes
Hay muchos tipos diferentes de materiales transparentes, incluidos el vidrio recocido, la sílice fundida y el zafiro. Estos materiales tienen un alto grado de homogeneidad óptica, lo que los hace increíblemente adecuados para aplicaciones como fibra óptica y láser.
Nunca debe olvidar recocer materiales transparentes como vidrios a la temperatura de transición vítrea. Existen muchos otros materiales transparentes, pero es posible que no sean tan transparentes como los tres mencionados anteriormente.
Por ejemplo, el vidrio de una ventana está hecho de arena fundida que se ha enfriado para formar un sólido con solo irregularidades superficiales microscópicas del orden de 600 nanómetros o menos. En comparación, la mayoría de los zafiros tienen características superficiales de varios micrómetros de tamaño.
Al recocer cualquier material, la clave es elevarlo por encima de su temperatura de recristalización (T). Debe mantenerse a esa temperatura el tiempo suficiente para que crezca una cantidad adecuada de microcristales. Una característica curva de crecimiento dependiente del tiempo.
A medida que el número de núcleos aumenta exponencialmente, llega un punto en el que se pone más energía en los cristales en crecimiento que en la formación de nuevos cristales. Esta etapa de crecimiento se llama recristalización estática porque no hay un cambio neto en el tamaño del cristal.
En este punto, la T se vuelve igual a la temperatura de recocido, lo que significa que cualquier aumento adicional en la temperatura no producirá ningún cambio en el tamaño o la densidad del cristal.
La velocidad a la que se han enfriado dicta qué tan rápido puede ocurrir la nucleación y, por lo tanto, qué forma tomarán los cristales crecidos. Las velocidades de enfriamiento más lentas producen granos estrechos, mientras que las velocidades de enfriamiento más rápidas producen granos más grandes.
Para lograr los mejores resultados posibles, especialmente cuando se recocen materiales muy puros como sílice fundida (dióxido de silicio), es esencial controlar tanto la T como la velocidad de enfriamiento.
La temperatura debe mantenerse dentro de 0,1 grados centígrados si los tiempos de recocido son horas; sin embargo, para tiempos de recocido cortos (unos pocos minutos), esta tolerancia puede descender a centésimas de grado Celsius.
En cuanto a las velocidades de enfriamiento, la diferencia entre 50 milímetros por minuto y 150 milímetros por minuto puede ser profunda. Los materiales menos puros suelen ser más indulgentes con la T imprecisa y el control de la velocidad de enfriamiento.
Debe tener en cuenta que los materiales transparentes son susceptibles de agrietarse durante el recocido. ¡Incluso los intentos de evitar la introducción de tensión en el material mediante el enfriamiento controlado en baños de agua pueden ser riesgosos!
Recocido de PETG. ¿Se puede recocer el PETG?
Una de las preguntas más frecuentes sobre el recocido es si el PETG se puede recocer o no. La respuesta a esta pregunta es un poco complicada. El PETG tiene una temperatura de recristalización mucho más baja que el PLA y el ABS, por lo que es difícil recocerlo con éxito.
Sin embargo, si puede elevar la temperatura por encima de la temperatura de recristalización y mantenerla allí el tiempo suficiente, el PETG se recocerá como cualquier otro material. El principal desafío es lograr las temperaturas requeridas sin dañar el objeto que está imprimiendo.
Como el PETG tiene una temperatura de recristalización más baja que el PLA o el ABS, es más susceptible de sufrir daños si la temperatura es demasiado alta. Esto significa que la temperatura de recocido debe ser más baja y el tiempo a la temperatura debe ser más largo para lograr resultados exitosos.
¿Cuánto se encogerá mi PLA después del recocido?
Su PLA se reducirá mucho. ¡No es raro que se encoja hasta un 10% en todas las dimensiones! Debe pensar dos veces antes de imprimir piezas con paredes muy delgadas o voladizos, especialmente si son largas y sin soporte porque su pieza se deformará y cambiará de forma notablemente al recocerse.
Esto incluye chaflanes sobresalientes en el costado de su impresión. If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
Impresión 3d
- Mejora de la calidad de su proceso de pintura industrial
- Aprovechar al máximo sus archivos STL
- Añadiendo el acabado perfecto a sus impresiones SLS
- Cómo conseguir colores vivos para sus impresiones SLS
- Acabado de primera clase para sus impresiones FDM
- Monitoreo de temperatura en Raspberry Pi
- Brochado rotativo:la forma rápida y sencilla de perforar un agujero cuadrado
- Principales desafíos en el camino de la Industria 4.0
- Mejora de la maquinabilidad del aluminio
- Mejorar la precisión y el rendimiento de su máquina de corte por chorro de agua
- La mejor manera de construir su prototipo de IoT