


¡Corrección de separación de capas de impresión 3D (adherencia de capa incorrecta)!
Al imprimir, ¿sus modelos se agrietan y las capas se separan? Esto se conoce comúnmente como separación de capas o deslaminación y se debe esencialmente a una mala adhesión de la capa.
En este artículo, repasaré qué es la delaminación de capas, por qué sucede y cómo solucionarlo.
Entonces, sin más preámbulos, ¡comencemos!
Delaminación o Separación de Capas, ¿qué es?
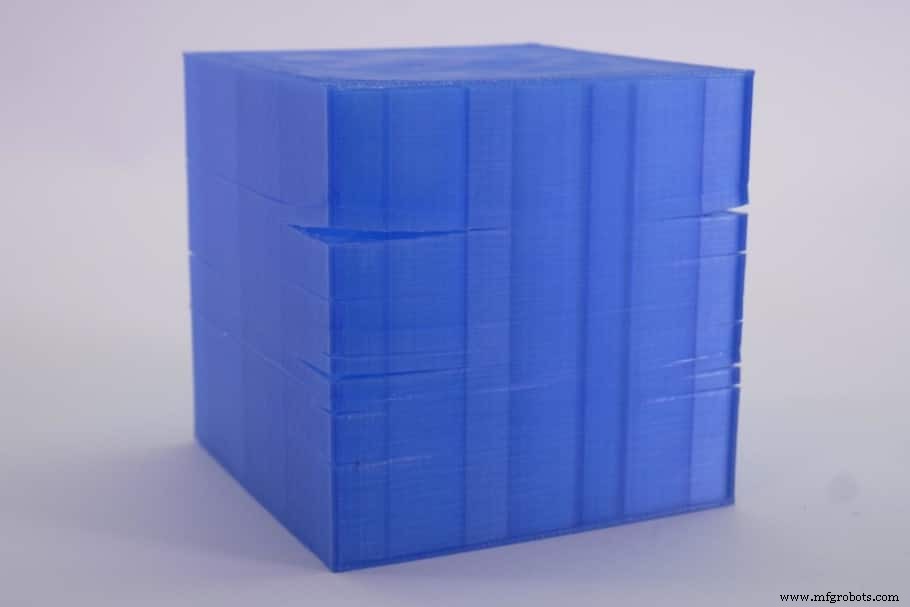
La impresión 3D FDM funciona construyendo un objeto capa por capa, donde la última capa se imprime encima de la anterior. Si la adhesión de la capa no es lo suficientemente fuerte, entonces la pieza podría dividirse o separarse en diferentes puntos, lo que puede verse como cortes o grietas en el exterior de la impresión.
Este suele ser el caso con el ABS porque se contrae cuando se enfría y esto a veces puede separar las capas si no está impreso con un recinto o una cama calentada correctamente.
Echemos un vistazo más de cerca a por qué ocurre la separación de capas;
¿Por qué ocurre la separación de capas?
La separación de capas ocurre cuando el objeto 3D se agrieta debido a las fuerzas ejercidas por el plástico cuando las capas se enfrían a diferentes velocidades, y esto crea una fuerza generalmente conocida como "alabeo" en el medio de la impresión, que excede la adhesión de la capa y separa las capas.
Si bien no es posible reparar una impresión que ya está agrietada, es bastante fácil asegurarse de que no vuelva a suceder con solo unos pocos pasos simples, así que echemos un vistazo rápido ahora.
Cómo resolver la separación de capas
En la mayoría de los casos, se trata de imprimir con una carcasa, ya que esto evitará que la pieza se enfríe de manera desigual y establecerá la temperatura de la cama correctamente. Esto debería resolver el problema en la mayoría de las situaciones.
Sin embargo, aquí hay una lista con todas las soluciones posibles para lidiar con la separación de capas y mejorar la adherencia de las capas.
Usar un recinto

Lo que hará una carcasa es ayudar a estabilizar la temperatura dentro de la impresora 3D, y esto evitará que las piezas se enfríen demasiado rápido, lo que a su vez reducirá la posibilidad de que se deformen y las capas se separen.
No todas las impresoras vienen con gabinetes, pero no necesariamente tiene que comprar una impresora que venga con uno o incluso comprar un gabinete, ya que puede hacer uno usted mismo. Solo asegúrese de que los materiales utilizados para el recinto no sean inflamables. ¡También puede seguir adelante y comprar una carcasa con dimensiones estándar para la mayoría de las impresoras!
Si desea construir un recinto usted mismo, siga esta guía que es extremadamente detallada.
Nota :La mayoría de los recintos no se calientan de forma activa, sino que mantienen el calor producido por la cama y la boquilla en su interior y, por lo general, esto es suficiente para resolver cualquier problema relacionado con la cama caliente.
Escribí un artículo completo sobre por qué podría querer considerar imprimir con un gabinete, que puede encontrar aquí.
Reducir la altura de la capa
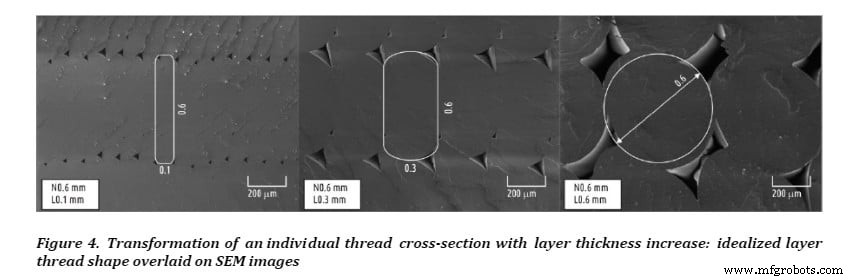
Al imprimir con una altura de capa más baja, hay un área de superficie de contacto más amplia, lo que significa que la unión entre cada capa será mucho más fuerte que si imprimiera a una altura mayor. Si las capas de la impresión no se adhieren bien, reducir la altura de la capa fortalecerá esa unión.
Como puede ver en la imagen que vinculé arriba, disminuir el grosor de la capa mejora drásticamente el área de la superficie de contacto entre cada capa, y esto se traduce directamente en una mejor resistencia para sus impresiones.
Alturas de capa más fuertes :0,1 mm hasta 0,15 mm.
Escribí un artículo completo que profundiza en cuál es la mejor altura de capa para la impresión 3D, tanto en términos de fuerza como de detalle, así que asegúrese de revisarlo.
Aumentar la temperatura de impresión
El plástico se adhiere mucho mejor cuanto más caliente se pone y si las capas de su impresión no se unen correctamente y se separan, entonces aumente la temperatura de impresión. Por ejemplo; ABS generalmente imprime a alrededor de 220-235C, lo que creará una buena unión entre las capas, imprimir por debajo de esto, digamos 200C, probablemente producirá impresiones débiles.
Siempre verifique las instrucciones en el filamento que compró para asegurarse de a qué temperatura debe imprimirse para obtener los mejores resultados, pero si cree que la adhesión de la capa podría ser mejor, intente aumentarla gradualmente en 5 ° C y haga un par de impresiones de prueba para ver el resultados.
Aquí hay una tabla con las temperaturas de impresión ideales para la mayoría de los filamentos, así como la temperatura de la cama calentada, la temperatura de transición vítrea y más.
| Filamento | Temperatura de la boquilla | Tg de temperatura de transición vítrea (C) | Temperatura de fusión Tm (C) | Cama caliente Temporal | Riesgo de deformación | Facilidad de uso |
| PLA | 180 °C – 230 °C | 60-65 °C | 155 °C | 60°C pero no requerido) | Bajo | Fácil |
| ABS | 230 °C – 250 °C | 105 °C | Aprox. 100°C | Moderado | Intermedio | |
| PETG | 230 °C – 250 °C | 80-82 °C | 200°C | Aprox. 100°C | Bajo | Fácil |
| Nailon | 230 °C – 260 °C | 70-80 °C | 217 °C | 80 °C – 100 °C | Moderado | Intermedio |
| ASA | 220 °C – 250 °C | 100 °C | 250-260 °C | Aprox. 100°C | Bajo | Intermedio |
| Policarbonato | 270 °C – 310 °C | 147 °C | 260 °C | 90 °C – 110 °C | Alto | Difícil |
| CADERAS | 230 °C – 250 °C | 88-92 °C | 180 – 270 °C | Aprox. 100°C | Bajo | Intermedio |
| EPT | 210 °C – 230 °C | 60-130 °C | 150–210 °C | No requerido | Bajo | Fácil |
Ajuste el ventilador de refrigeración
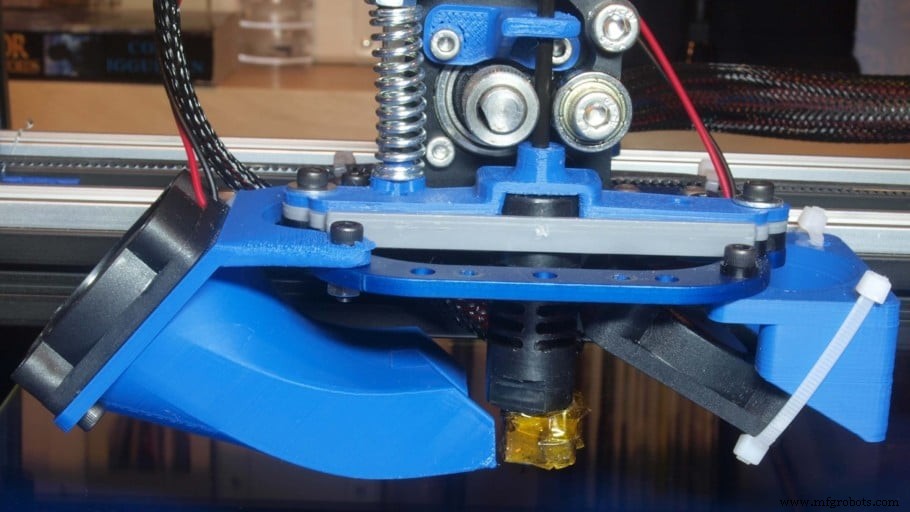
El ventilador de una impresora 3D enfría la capa de plástico que se acaba de colocar; sin embargo, si se enfría demasiado rápido, el plástico recién agregado no podrá adherirse a la capa anterior con tanta fuerza, por lo que se reduce la velocidad del ventilador. podría aumentar potencialmente la adhesión de la capa y, por lo tanto, la fuerza de la impresión. Si no
Esto sigue el mismo concepto que el punto anterior, ya que aumentar la temperatura de impresión dará como resultado una mejor unión de las capas y enfriarlas demasiado rápido también puede producir el mismo resultado no deseado.
Nota :Realice un par de impresiones de prueba en las que disminuya la velocidad del ventilador en un 10 % cada vez hasta llegar al punto ideal.
Aumentar el caudal (multiplicador de extrusión)
Incluso si su impresora no sufre de subextrusión, podría ser útil aumentar ligeramente la tasa de flujo si las capas no se adhieren correctamente, ya que esto extruirá más plástico fundido y cuanto más material haya, mejor será la adhesión.
La extrusión insuficiente se puede observar como espacios entre las capas de plástico, capas pequeñas insuficientes, capas faltantes o incluso pequeños puntos que están presentes en la impresión, y la extrusión insuficiente definitivamente también juega un papel importante en la resistencia de su pieza.
Como todo en la impresión 3D, a la hora de ajustar el caudal (multiplicador de extrusión) no lo hagas de forma drástica sino en pequeños pasos y prueba los resultados.
De forma predeterminada, el índice de flujo es 100 % (o 1,0), pero dado que no todos los filamentos e impresoras son iguales, es posible que deba ajustar este valor hacia abajo o hacia arriba.
Recomendación :Aumente la tasa de flujo en incrementos del 5 % y pruebe los resultados hasta que alcance el punto óptimo.
Reduzca la velocidad de impresión
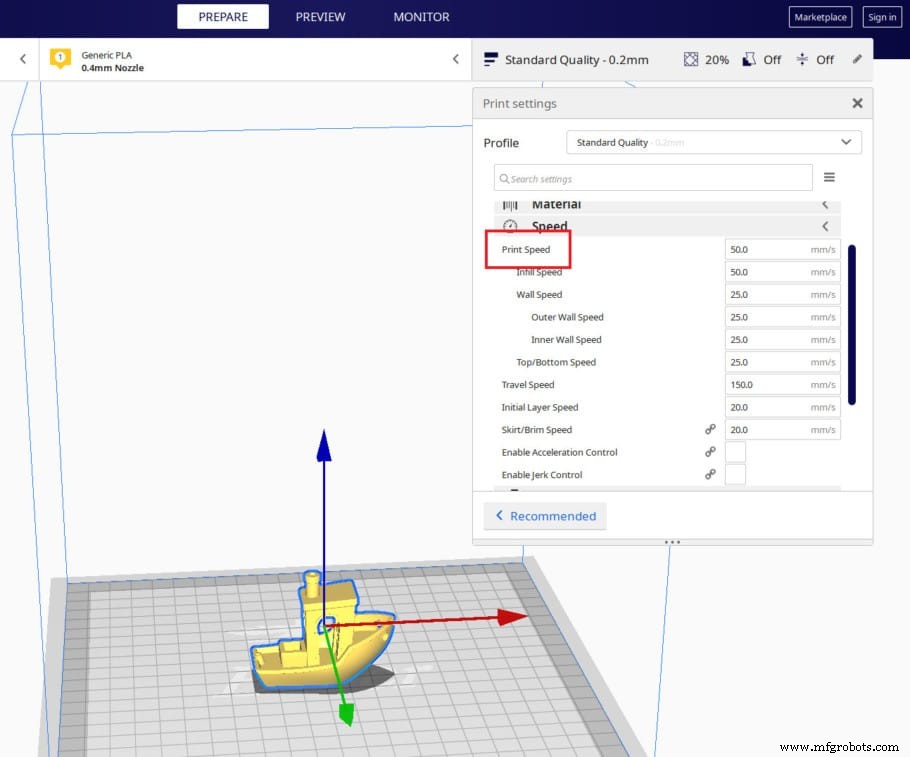
Al igual que aumentar la temperatura de impresión permitirá que el plástico recién extruido se adhiera mejor a la capa anterior, reducir la velocidad de impresión tendrá un efecto similar. Si el cabezal de impresión se mueve demasiado rápido, es posible que el plástico extruido no tenga suficiente tiempo para adherirse correctamente a la capa anterior.
No solo eso, sino que la impresión a una velocidad más alta también puede crear otra gran cantidad de problemas, como la subextrusión (que también debilita la pieza), el anillado, algunos artefactos visibles y, en general, una mala adhesión de la capa.
Recomendación :Reduzca la velocidad de impresión en incrementos de 5 mm/s o 10 mm/s y pruebe los resultados hasta que alcance el punto ideal.
Utilice una boquilla más ancha

El diámetro de la boquilla afecta el ancho del plástico extruido. Esencialmente, el uso de una boquilla de 0,8 mm colocará una tira de plástico dos veces más ancha que una boquilla de 0,4 mm y aumentará el área de la superficie de contacto, lo que hará que la adhesión entre las capas sea mucho más fuerte.
Ya mencioné que el uso de una altura de capa más baja da como resultado una adhesión de capa más fuerte porque aumenta el área de contacto de la superficie. Bueno, si aumenta el tamaño de la boquilla y sigue usando la misma altura de capa baja, todas las capas tendrán mucha más área de superficie de contacto para crear una unión más fuerte.
Sin embargo, vale la pena señalar que aumentar el tamaño de la boquilla producirá impresiones significativamente menos detalladas en el plano horizontal (al mirarlas desde arriba o desde abajo) ya que las capas son mucho más anchas.
Recomendación :Aumente el tamaño de la boquilla en 0,2 mm y mantenga la misma altura de capa que antes y compruebe los resultados. Siempre puedes cambiar a una boquilla más ancha si necesitas que la impresión sea más fuerte. También puedes seguir adelante y comprar esta colección barata de boquillas en todos los tamaños (con algunas herramientas adicionales).
Nota importante :aumentar el tamaño de la boquilla puede requerir que aumente la temperatura de impresión. Ejemplo; Con una boquilla de 1,2 mm, es posible que deba imprimir PLA regular a 240 °C en lugar de a 200-220 °C.
Compruebe si la boquilla está obstruida
La obstrucción de la boquilla significa que el pequeño orificio al final de la misma se bloquea, ya sea por el polvo o cualquier otra acumulación de partículas extrañas, impurezas del filamento, fuga de calor y el uso de filamentos menos comunes, como fibra de carbono. , plásticos con infusión de madera, etc., y esta obstrucción dará como resultado una extrusión insuficiente (menos flujo de plástico fuera de la boquilla), lo que conduce a impresiones más débiles.
La buena noticia es que arreglar una boquilla obstruida es bastante fácil de arreglar y, en la mayoría de los casos, dado que la mayoría de nosotros imprimimos con PLA, PETG o ABS de todos modos, la obstrucción no ocurre con tanta frecuencia.
Pero, si su impresión sufre una mala adherencia de la capa, puede deberse a que la boquilla está obstruida.
Cómo limpiar una boquilla obstruida
Hay varias formas de abordar este problema, pero aquí hay dos bastante simples que no deberían tomar demasiado tiempo y solucionar el problema en la mayoría de los casos:
Calentar la boquilla y luego con una aguja:
Este es bastante simple y debería resolver el problema la mayoría de las veces.
- Calienta el hotend a la temperatura de impresión del filamento.
- Usando una aguja, generalmente incluida con la impresora 3D, empuje el filamento a través del orificio de la boquilla hacia el hotend.
- Empuje manualmente el filamento y vea si sale por la boquilla.
Aquí no está tratando de sacar las partículas que obstruyen la boquilla, sino más bien empujarlas hacia adentro y romperlas.
Otra forma es hacer un "tirón en frío" que es así:
- Paso 1:Caliente la boquilla a 220 °C (si acaba de imprimir con PLA).
- Paso 2:inserte una pieza de ABS blanco o de color claro, nailon o cualquier filamento fuerte con buena resistencia térmica.
- Paso 3:empújelo manualmente lo más fuerte posible.
- Paso 4:Observa si el filamento fluye por la boquilla (si la obstrucción es total, es posible que no salga nada).
- Paso 5:Deje que la impresora se enfríe a unos 90 °C para PLA y 160 °C para ABS. Mantenga la presión durante el enfriamiento.
- Paso 6:cuando la impresora alcance la temperatura más baja mencionada en el paso 5, retire el filamento rápida y con fuerza del hotend e inspeccione la parte semifundida del filamento. Esto debe tener un poco de suciedad (puntos negros). Esos puntos negros estaban causando el bloqueo.
- Paso 7:Corta la parte sucia del filamento y repite desde el paso 2 hasta que el filamento salga limpio.

Conclusión
La delaminación de capas no es un gran problema hoy en día, ya que los fabricantes de impresoras 3D han encontrado formas de solucionarlo con bastante éxito.
Sin embargo, si le sucede a usted (más común con ABS), intente seguir los pasos que expuse en esta guía. La mejor solución sería usar una carcasa o incluso cubrir toda la impresora con una bolsa de basura, pero esto podría ser un verdadero riesgo de incendio.
Si eso no funciona, pruebe todas las diferentes opciones que enumeré una a la vez para que pueda evaluar adecuadamente qué configuración proporciona los mejores resultados.
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y seleccionados cuidadosamente. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- ¿Qué causa el cambio de capa en la impresión 3D?
- Los cuellos de botella más comunes en el flujo de trabajo de impresión 3D y cómo solucionarlos
- Exploración de la impresión 3D Polyjet
- ¿Qué es la bioimpresión?
- 5 problemas habituales relacionados con la impresión 3D en metal y cómo solucionarlos
- ¿Qué es la impresión 4D, de todos modos?
- Impresión 3D desacreditada:3 conceptos erróneos sobre la impresión 3D
- ¿Qué es la impresión 3D FDM (modelado por deposición fundida)? Explicado por Hubs
- ¿Es fácil la impresión 3D?
- ¡La mejor altura de capa para impresión 3D!
- Modelado por deposición fundida (FDM) Consejos de diseño de impresión 3D