


Fabricación de alto rendimiento de nanofibras de calidad utilizando un electrohilado de superficie libre modificado
Resumen
Basado en el electrohilado de burbujas (BE), se presentó un electrohilado de superficie libre modificado (MFSE) que utiliza una boquilla de aire en forma de cono combinada con un depósito de solución hecho de tubos de cobre para aumentar la producción de nanofibras de calidad. En el proceso MFSE, se agregaron dodecilbencenosulfonatos de sodio (SDBS) en la solución electrohilada para generar burbujas en una superficie líquida. Los efectos del voltaje aplicado y las burbujas generadas sobre la morfología y la producción de nanofibras se investigaron experimental y teóricamente. Los resultados del análisis teórico del campo eléctrico coincidieron con los datos experimentales y mostraron que la calidad y producción de nanofibras mejoraron con el aumento del voltaje aplicado, y las burbujas generadas disminuirían la calidad y producción de nanofibras.
Antecedentes
El electrohilado ha sido reconocido como una técnica simple y eficaz para la producción de nanofibras poliméricas. Debido a la alta área de superficie, alta energía de superficie y alta actividad de superficie, et al., Las nanofibras electrohiladas se pueden usar en una amplia variedad de aplicaciones, como telas no tejidas [1], fibras reforzadas [2], sistemas de administración de fármacos [3] , ingeniería de tejidos [4], pilas de combustible [5], compuestos [6], filtración [7], fotónica [8], sensorica [9], supercondensadores [10], apósitos para heridas [11], etc. [12, 13, 14, 15].
El electrohilado convencional con una sola aguja inhibe la aplicación de nanofibras en aplicaciones comerciales debido a su baja producción, normalmente a un nivel de 0,01-0,1 g / h [16]. Es deseable obtener una producción masiva de nanofibras de calidad para ampliar las aplicaciones de las nanofibras. Muchos esfuerzos se han concentrado en mejorar la producción de la técnica de electrohilado. Ding y col. [17] hilaron fibras con éxito mediante el uso de un sistema de electrohilado de varias agujas. Dosunmu y col. [18] desarrolló una técnica de electrohilado equipada con un tubo poroso. Yarin y col. [19] presentó un electrohilado de superficie libre (FSE) para la producción en masa de nanofibras basado en la combinación de campos eléctricos y magnéticos normales que actúan sobre un sistema de dos capas. Jirsak y col. [20] patentó un FSE utilizando un rodillo horizontal giratorio como generador de nanofibras. Wang y col. [21] demostró un nuevo electrohilado sin aguja utilizando una bobina cónica de alambre metálico como hilera. Lu y col. [22] informó sobre una nueva técnica de electrohilado de alto rendimiento con un gran cono giratorio de metal como hilera. Qin y col. [23] presentó una configuración FSE utilizando una hilera de cobre en forma de pirámide de un paso para formar múltiples chorros. Chen y col. [24] empleó una bomba de gas para generar burbujas en una superficie líquida para producir múltiples chorros. Liu y col. [25] propuso una técnica de electrohilado que utiliza un disco de aguja como hilera para mejorar el rendimiento de las nanofibras. Además, se presentaron simulaciones numéricas de nanofluidos [26] para investigar la dinámica de los chorros cargados. Y los efectos de varios parámetros, como el campo eléctrico [27] y el campo magnético [28], sobre el comportamiento de los nanofluidos, se llevaron a cabo de forma sistemática.
En este artículo, se presentó un electrohilado de superficie libre modificado (MFSE) utilizando una boquilla de aire en forma de cono combinada con un depósito de solución hecho de tubos de cobre para obtener una fabricación de alto rendimiento de nanofibras de calidad basadas en electrohilado de burbujas (BE) [24]. La boquilla combinada con el depósito de solución hecho de tubos de cobre se utilizó para producir múltiples chorros para iniciar el proceso de electrohilado. La eficacia del MFSE se estudió experimentalmente midiendo la distribución del diámetro y el rendimiento de las nanofibras. Los resultados mostraron que la calidad y producción de nanofibras mejoraron con el aumento del voltaje aplicado. Comparado con el BE, el MFSE podría producir nanofibras bajo un voltaje aplicado mucho más alto que daría como resultado la disminución del diámetro de las nanofibras, mejorando la distribución del diámetro y mejorando el rendimiento de las nanofibras.
Los agentes tensioactivos se utilizan generalmente para disminuir las tensiones superficiales de las soluciones poliméricas, que afectan significativamente la generación de burbujas. Como resultado, la formación y estabilización de burbujas dependen en gran medida de la composición y las propiedades fisicoquímicas de los agentes tensioactivos utilizados [29]. Anteriormente, descubrimos que incluso un poco de dodecil benceno sulfonato de sodio (SDBS), un agente tensioactivo, podría reducir significativamente la tensión superficial, facilitar el proceso de hilado y mejorar las propiedades mecánicas de las nanofibras de alcohol polivinílico electrohilado (PVA) [30 ]. Por lo tanto, se agregó SDBS en la solución electrohilada para generar burbujas en una superficie líquida en este estudio. El efecto de las burbujas sobre la morfología y la producción de nanofibras se investigó experimental y teóricamente. Los resultados del análisis teórico del campo eléctrico estaban de acuerdo con los datos experimentales y mostraron que las burbujas disminuirían la calidad y producción de nanofibras.
Métodos
Materiales
Se adquirieron PVA con 1750 ± 50 ° de polimerización y SDBS de Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China). Se prepararon soluciones acuosas de PVA con una concentración del 7% en peso disolviendo polvo de PVA en agua desionizada. Y se disolvió SDBS al 0,3% en peso en las soluciones de PVA. Luego, las soluciones se agitaron a 90 ° C durante 2 h hasta que se volvieron homogéneas. Todos los productos químicos eran de calidad analítica y se utilizaron sin purificación adicional.
Aparato MFSE
El esquema del aparato MFSE se representó en la Fig. 1. El aparato consistía en un generador de energía de alto voltaje variable (0-150 kV, TRC2020, Dalian Teslaman Technology Co., LTD), una bomba de gas (TEION4500co, Eiko, Japón ), una boquilla de aire circular recta en forma de cono con un tubo de gas, un depósito de solución vertical hecho de tubos de cobre con un diámetro interior de 40 mm y una altura de 30 mm, y un colector conectado a tierra sobre el depósito. La altura de la boquilla de aire en forma de cono era de 20 mm; el diámetro interior de su base era de 40 mm y el de su tapa era de 1,5 mm. La boquilla estaba hecha de polietileno (PE) y su parte superior debe estar al ras con la parte superior del depósito de la solución de cobre. El terminal positivo del generador de energía se conectó directamente al depósito de solución. El voltaje suministrado por el generador de energía se designó como voltaje de giro.
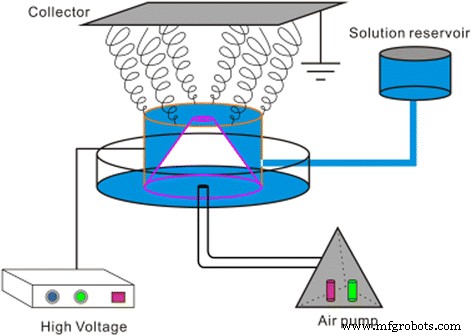
Esquema del aparato MFSE
Sin embargo, el depósito de solución del aparato BE estaba hecho de tubos de polímero. Y se fijó un tubo de polímero delgado como boquilla en el centro del fondo del depósito. Una delgada aguja de metal, como electrodo positivo, atravesó la boquilla. La boquilla y la aguja se insertaron a través del fondo del depósito y se conectaron con la bomba de gas y el generador, respectivamente. El electrodo de metal conduciría a un voltaje aplicado más bajo. En comparación con el BE, el MFSE podría producir nanofibras bajo un voltaje aplicado mucho más alto que daría como resultado una mejora del rendimiento de las nanofibras.
Proceso MFSE
Según Ref. [23, 29] y nuestro trabajo anterior [30], los parámetros de electrohilado se establecieron de la siguiente manera:concentración de PVA 7% en peso, concentración de SDBS 0,3% en peso, el voltaje aplicado varió de 30 a 70 kv y la distancia de trabajo desde la boquilla al colector conectado a tierra era de 13 cm. Los experimentos de MFSE se llevaron a cabo a temperatura ambiente (20 ° C) y una humedad relativa del 60%.
La solución de PVA se vertió en el depósito y la superficie del líquido estaba más alta que la boquilla. Al abrir lentamente la válvula de gas, la superficie del líquido forma un arco alrededor de la boquilla debido a la alta tensión superficial de la solución. Después de que se aplicó un campo electrónico y la tensión superó el umbral de tensión, se iniciaron varios chorros en la superficie convexa del líquido, ver Fig. 2.
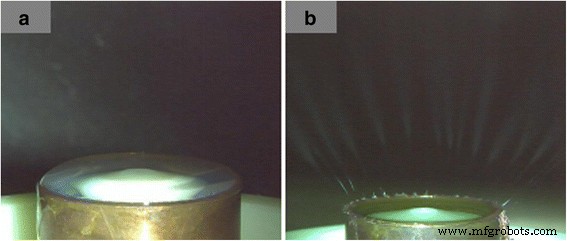
Fotografía del MFSE sin SDBS. un Fotografía de la superficie líquida y b fotografía del proceso de hilatura
Se generaron varias burbujas, cuyos diámetros variaron de 10 a 30 mm, en la superficie libre de la solución de polímero con la adición de SDBS. Estas burbujas se romperían en pequeñas en su superficie. Cuando la tensión superficial de las pequeñas burbujas se redujo al valor crítico que podría ser superado por el campo eléctrico aplicado, se expulsaron múltiples chorros de las burbujas al colector, ver Fig. 3.
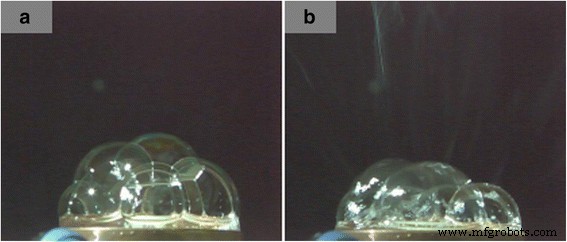
Fotografía del MFSE con la adición de SDBS. un Fotografía de la superficie líquida y b fotografía del proceso de hilatura
Mediciones y caracterizaciones
El movimiento de los chorros fue observado por una cámara de alta definición a una velocidad de fotogramas de 25.000 fotogramas / s (KEYENCE, VW-9000, Japón). El diámetro y la disposición de las nanofibras de PVA electrohiladas se caracterizaron mediante microscopía electrónica de barrido (SEM; Hitachi S-4800, Japón). Todas las muestras se secaron a temperatura ambiente y luego se recubrieron con oro mediante un IB-3 (Eiko, Japón) durante 10 min. La morfología de la matriz y la caracterización del diámetro fibroso se llevaron a cabo utilizando el software Image J (Instituto Nacional de Salud Mental, EE. UU.). Las distribuciones del campo eléctrico fueron calculadas por Maxwell 2D (ANSOFT Corporation, EE. UU.).
Resultados y discusión
Efecto del voltaje aplicado en las nanofibras de PVA
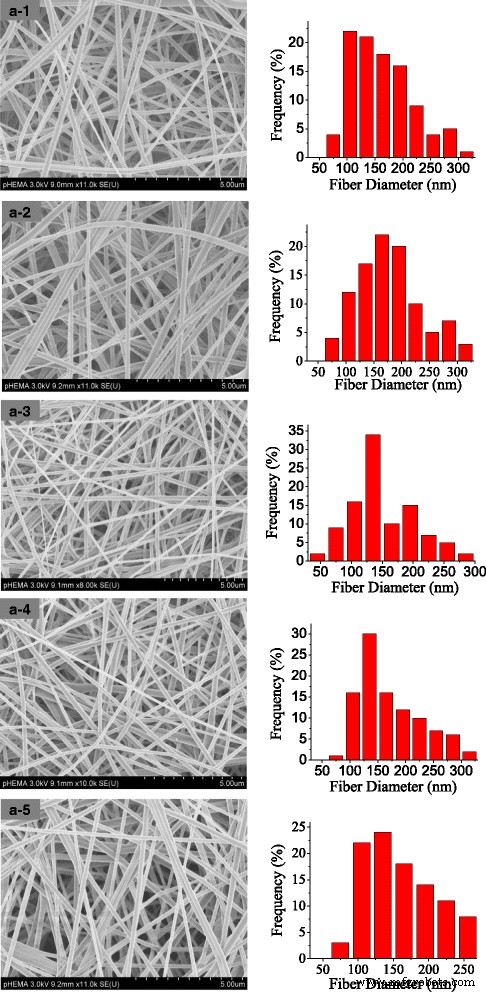
Las morfologías de las nanofibras de PVA obtenidas mediante MFSE y BE se llevaron a cabo respectivamente mediante SEM. Las imágenes SEM y la distribución de diámetro correspondiente de nanofibras con diferentes voltajes aplicados en el proceso MFSE se muestran en la Fig. 4a, y las de BE se indican en la Fig. 4b. Cuando el voltaje aplicado fue de 30 kV, el diámetro medio de las nanofibras obtenidas por MFSE fue de 148 ± 8,53 nm y el de BE fue de 190 ± 8,26 nm. Se pudo observar que las nanofibras de PVA producidas por MFSE eran más finas y homogéneas que las de BE. Y la distribución del diámetro fue más homogénea con el aumento del voltaje aplicado en el proceso MFSE.
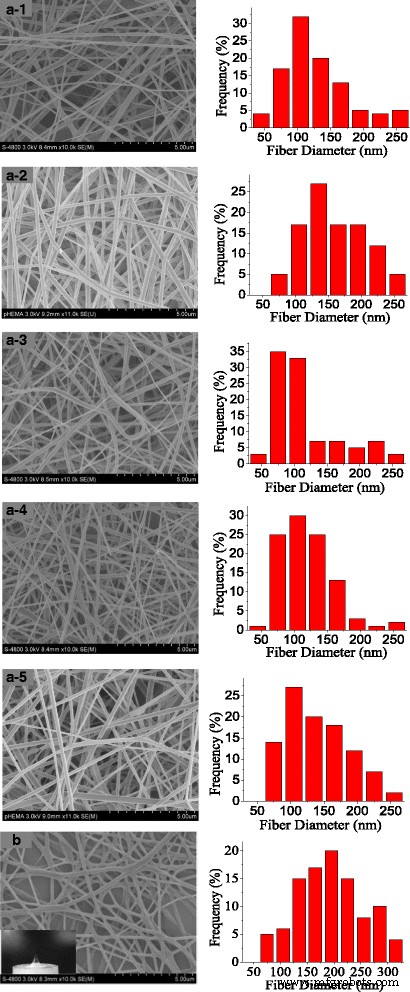
Imágenes SEM de nanofibras de PVA. un MFSE con diferente voltaje aplicado, ( a-1 30 kV, a-2 40 kV, a-3 50 kV, a-4 60 kV, a-5 70 kV);. b BE (30 kV). Recuadro :una fotografía del proceso BE. Las cifras de la derecha fueron la distribución de diámetro correspondiente
Las Figuras 5 y 6 muestran el efecto del voltaje aplicado sobre el diámetro promedio y la producción de las nanofibras de PVA preparadas por MFSE. Era evidente que cuando el voltaje aplicado era inferior a 30 kV, se generaban muy pocos chorros ya que la fuerza eléctrica no era suficiente para superar la tensión superficial. Sin embargo, cuando el voltaje aplicado era de 70 kV, la fuerza eléctrica producida aceleraba rápidamente el movimiento ascendente de los chorros. Y el movimiento ascendente altamente acelerado no estiraría más el chorro en fibras más pequeñas. Por lo tanto, con el aumento del voltaje aplicado en el proceso MFSE, el diámetro promedio disminuyó primero y luego aumentó, y la producción aumentó. Era obvio que el voltaje aplicado jugó un papel crucial en el proceso MFSE, que afectó directamente a la producción de nanofibras.
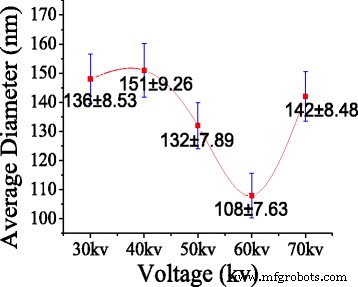
El efecto del voltaje aplicado en el diámetro promedio
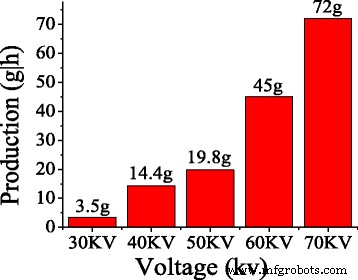
La producción con los diferentes voltajes aplicados usando MFSE
Sin embargo, el depósito de solución en el que se fijó un electrodo metálico estaba hecho de tubos de polímero en la configuración BE. El terminal positivo del generador de energía se conectó al electrodo de metal, lo que condujo a un voltaje aplicado más bajo. Por tanto, la producción de nanofibras preparadas por BE fue de solo 3 g / h [24].
Efecto de SDBS en las nanofibras de PVA
En el proceso MFSE, la adición de SDBS a la solución de PVA podría disminuir efectivamente la tensión superficial de la solución y generar burbujas en una superficie líquida. La Tabla 1 mostró el aumento de la conductividad eléctrica y la disminución de la tensión superficial de las soluciones de PVA con la adición de SDBS. Las Figuras 7 y 8 ilustraron imágenes SEM y la distribución de diámetro correspondiente de las nanofibras obtenidas a partir de una solución de PVA con SDBS al 0,3% en peso a un voltaje aplicado de 60 kV con tiempo de giro. Se pudo ver que el diámetro de ventaja de las nanofibras producidas a partir de la solución de PVA con SDBS al 0,3% en peso era mayor que el de las nanofibras producidas a partir de la solución de PVA puro. Y con el aumento del tiempo de hilado, el MFSE hizo que la distribución del diámetro de las nanofibras de PVA tuviera pocos cambios, y la producción de las nanofibras de PVA fue de 12,5 g / h. Los resultados mostraron que las burbujas generadas aumentarían el diámetro de las nanofibras y disminuirían la producción de nanofibras. Probablemente se debió a la formación de burbujas, la deformación y la energía desperdiciada por la rotura que podría usarse para estirar aún más el chorro en fibras más pequeñas. Además, la pérdida de energía podría hacer que los chorros cargados se muevan más lentamente durante el proceso MFSE y que la producción de nanofibras disminuya.
Imágenes SEM de nanofibras de PVA preparadas por MFSE en los diferentes tiempos de hilado ( a-1 5 min, a-2 10 min, a-3 15 min, a-4 20 min, a-5 :25 min). Las cifras de la derecha fueron la distribución de diámetro correspondiente
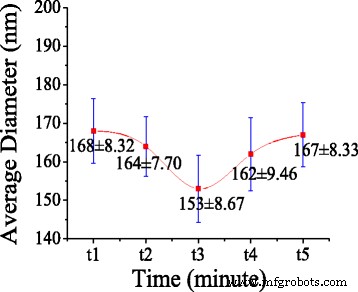
El efecto del tiempo de hilado sobre el diámetro medio de las nanofibras de PVA preparadas por MFSE
Las propiedades mecánicas, como la resistencia a la tracción y el alargamiento a la rotura, de las membranas de nanofibras de PVA sin y con SDBS se muestran en la Tabla 2. Se observó que tanto la resistencia a la tracción como el alargamiento a la rotura de las membranas de nanofibras aumentaron con la adición de SDBS. Eso significaba que la adición de SDBS podría mejorar las propiedades mecánicas de las membranas de nanofibras de PVA.
Análisis teórico
Dado que el campo eléctrico es la principal fuerza impulsora para generar chorros [23], la iniciación del chorro está determinada por la intensidad del campo eléctrico y las áreas con mayor intensidad de campo eléctrico generan chorros con mayor facilidad [25]. Para revelar el fenómeno experimental, las distribuciones del campo eléctrico alrededor de la superficie libre y las burbujas fueron calculadas respectivamente por el Maxwell 2D.
La Figura 9 muestra los resultados de la simulación de distribuciones de campo eléctrico alrededor de la superficie libre y las burbujas con una distancia de trabajo de 13 cm y una tensión aplicada de 60 kV. Para el proceso MFSE investigado, las simulaciones 2D que se muestran se realizaron para los siguientes parámetros del proceso:el depósito de cobre como polo positivo era un rectángulo con un ancho de 40 mm y una altura de 30 mm, la conductividad eléctrica del cobre era de 5,8 × 10 11 us / cm, la distancia de trabajo fue de 130 mm, el voltaje aplicado fue de 60 kV y los diámetros de las burbujas fueron de 20 y 25 mm, las tensiones superficiales de las soluciones de PVA al 7% en peso sin y con SDBS fueron de 45 y 33 mN / m, y la conductividad eléctrica de estas soluciones fue de 8.8 y 43 us / cm respectivamente.
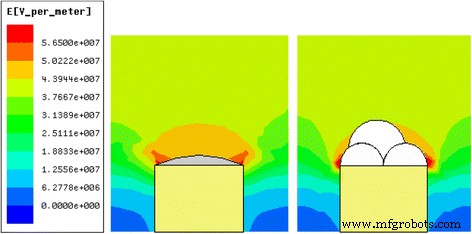
Simulación de distribuciones de campo eléctrico a 60 kV (distancia de trabajo 13 cm). un alrededor de la superficie libre. b alrededor de las burbujas
La Figura 9a explora que el campo eléctrico en la parte curva de la superficie libre era muy heterogéneo y alto, lo que sugiere que esos sitios deberían ser más eficientes para autogenerar chorros. Y el borde del depósito de solución tenía una intensidad de campo eléctrico mucho mayor que la superficie libre debido a los materiales metálicos del depósito. Como se muestra en la Fig. 2, varios chorros se iniciaron alrededor de la parte curva de la superficie libre. Y la mayor intensidad del campo eléctrico alrededor del borde en lugar de la superficie podría ser la razón principal por la que los chorros se generaron en primer lugar desde el borde del depósito de solución. Sin embargo, se generaron múltiples chorros a partir de las burbujas, como se muestra en la Fig. 3. La Fig. 9b revela que las burbujas tenían una intensidad de campo eléctrico menor que la parte curva de la superficie libre. Dado que la fuerza electrostática era la principal fuerza impulsora para acelerar el movimiento de los chorros, los chorros viajarían más rápido bajo un campo eléctrico más alto. Por lo tanto, el campo eléctrico más alto en la parte curva de la superficie libre que las burbujas podría ser la razón principal por la que las burbujas generadas aumentarían el diámetro de las nanofibras y disminuirían la producción de nanofibras. Los resultados del análisis teórico coincidieron con los resultados experimentales.
Conclusiones
En este artículo, se desarrolló con éxito un electrohilado de superficie libre de alto efecto utilizando una boquilla de aire en forma de cono combinada con un depósito de solución hecho de tubos de cobre para obtener una fabricación de alto rendimiento de nanofibras de calidad durante un largo tiempo de hilado. Se investigaron sistemáticamente los efectos del voltaje aplicado sobre la calidad y producción de nanofibras, y los resultados mostraron que la calidad y producción de nanofibras mejoraron con el aumento del voltaje aplicado. Comparado con el BE, el MFSE podría producir nanofibras bajo un voltaje aplicado mucho más alto que daría como resultado la disminución del diámetro de las nanofibras, mejorando la distribución del diámetro y mejorando el rendimiento de las nanofibras.
Además, se añadió un agente tensioactivo, SDBS, en la solución electrohilada para generar burbujas en la superficie libre de la solución en el proceso MFSE. Se investigó experimentalmente el efecto de las burbujas sobre la morfología y la producción de nanofibras. Los resultados mostraron que con el aumento del tiempo de hilado, el MFSE hizo que la distribución del diámetro de las nanofibras de PVA tuviera pocos cambios, y las burbujas generadas disminuirían la calidad y producción de nanofibras. Finalmente, las distribuciones del campo eléctrico alrededor de la superficie libre y las burbujas fueron calculadas respectivamente por el Maxwell 2D, y los resultados de la simulación coincidieron con los resultados experimentales.
Abreviaturas
- BE:
-
Electrohilado de burbujas
- Co., Ltd .:
-
Sociedad limitada
- FSE:
-
Electrohilado de superficie libre
- MFSE:
-
Electrohilado de superficie libre modificado
- PE:
-
Polietileno
- PVA:
-
Alcohol polivinílico
- SDBS:
-
Dodecil benceno sulfonato de sodio
- SEM:
-
Microscopía electrónica de barrido
- wt%:
-
Fracción de peso
Nanomateriales
- Fabricación de estructuras periódicas 3D basadas en nanocapas mediante el proceso de creación de plantillas utilizando ZnO derivado de la solución
- Fabricación de nanopatrón ordenado utilizando copolímero ABC Triblock con sal en tolueno
- Electrohilado sobre sustratos aislantes controlando la mojabilidad y la humedad de la superficie
- Fabricación de nanofibras helicoidales CA / TPU y análisis de su mecanismo
- 9 beneficios de usar recubrimiento en polvo en la fabricación de metales
- Beneficios de usar la automatización de movimiento para la fabricación de piedra
- Uso de pulseras de silicona para medir la calidad del aire
- Uso de una impresora 3D para mejorar su proceso de fabricación - Video
- Rectificadora de superficies rotatorias y calidad de procesamiento
- La limpieza marca la calidad de la fabricación del equipo de recolección de polvo
- 7 beneficios del uso de recubrimientos en polvo en la fabricación