


La importancia del espesor de pared uniforme en el moldeo por inyección [Guía]
Si alguna vez ha desarmado una pieza de plástico, notará que estas piezas tienen espesores de pared de tamaño uniforme. Bueno, eso no es coincidencia. El grosor de la pared determina en gran medida el éxito o el fracaso de la pieza. Es una de las reglas más importantes del diseño de moldeo por inyección. Si no se hace correctamente, podría generar una serie de problemas al mecanizar la pieza. En este artículo, revisaremos por qué es importante el espesor uniforme del moldeo por inyección, los defectos que podría causar si no se realiza correctamente y la relación entre la elección de materiales y el mecanizado de las paredes del moldeo por inyección.
Los principios a considerar al diseñar paredes de piezas de inyección
Después de terminar el mecanizado, la pieza tiene que contraerse para poder sacarla fácilmente del molde. La velocidad a la que se encogen las piezas de plástico en un proceso de moldeo por inyección depende de dos factores principales:el grosor de las paredes y el grosor plástico del material utilizado. Todas las piezas de plástico se encogen cuando se enfrían. Por lo tanto, el diseño de estas piezas de plástico se hace de forma que esta contracción sea uniforme. Las diferentes tasas de contracción conducen a diferentes defectos, tanto estéticos como fatales. Durante el diseño de plástico para espesores de pared, aquí hay algunas reglas que los diseñadores toman nota:
Esquinas afiladas
Las esquinas de una pieza son muy importantes para determinar si la pieza fallará o no. Esto se debe a que las piezas con esquinas afiladas tendrán un alto nivel de concentración de tensión. Esto podría impedir el flujo de plástico y causar defectos en la pieza. Para evitar esto, la mayoría de los diseñadores hacen que el radio interior de una esquina sea 0,5 veces el grosor del plástico, mientras que el radio exterior sea 1,5 veces el grosor del plástico.
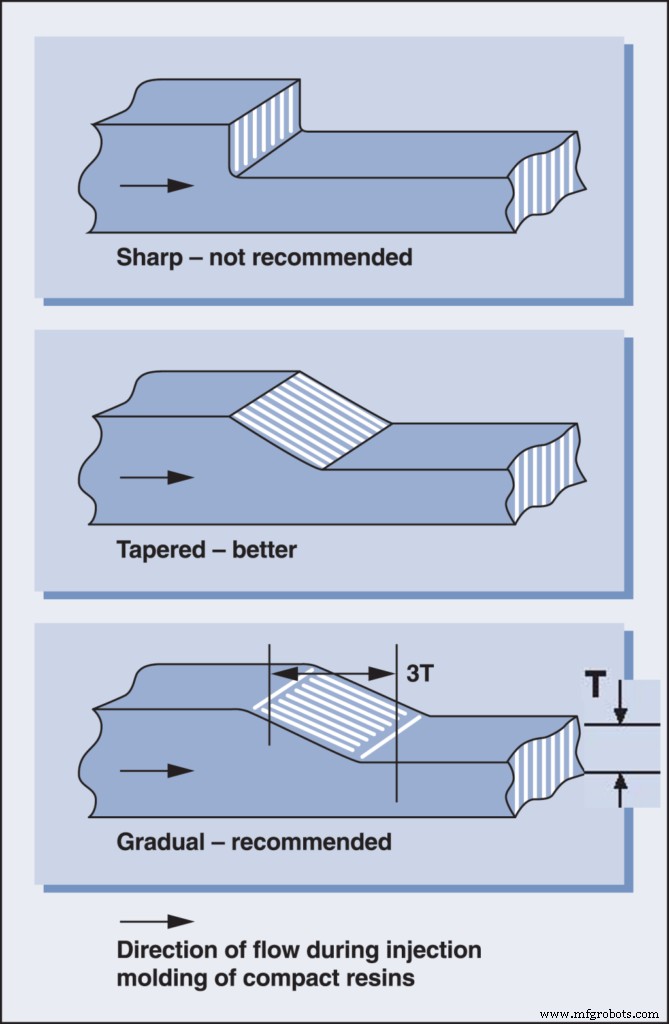
Espesor de pared adyacente
Para paredes adyacentes, el espesor de una pared no debe ser menor del 40 al 60 por ciento de la otra. Además, ambos espesores de pared deben estar dentro del umbral para el material en particular.
Ángulos de inclinación
Los borradores ayudan a facilitar la extracción fácil de las piezas del molde. En general, debe permitir tanto tiro como lo permita el grosor del plástico. En la mayoría de los casos, es suficiente uno o dos grados de inclinación junto con 1,5 grados adicionales por cada 0,25 mm de espesor del plástico. Esto puede variar según el diseño de la moldura, el grosor de la pared y el grosor de la pieza.
Jefes
Las pautas para el diseño de molduras sobre el espesor de la pared se deben aplicar a las protuberancias (la estructura cilíndrica que rodea la abertura destinada a un tornillo). Deben tener un grosor del 40 al 60 por ciento del área circundante.
Llantas y curvas
El grosor de las llantas y las curvas también debe ser lo más uniforme posible. Una forma de garantizar esto es agregar radios adecuados a las curvas. Esto ayuda a garantizar que el material plástico fluya sin problemas a través de la cavidad del molde.
Costillas
Las costillas se pueden implementar en piezas que requieren resistencia. La ventaja de usar nervaduras en lugar de engrosar la pieza es que reducen el riesgo de deformación. Las costillas también son más rentables ya que se enfrían más rápido y requieren menos material para producirlas.
¿Por qué es importante mantener un espesor de pared uniforme?
Apariencia
El grosor desigual de la pared afecta la estética de una pieza moldeada por inyección. Pueden surgir defectos como deformaciones y marcas de hundimiento debido al grosor desigual de las paredes. También se pueden notar problemas superficiales como líneas de flujo.
Desafíos de puertas
La compuerta se realiza desde secciones gruesas a secciones más delgadas. El grosor desigual de la pared puede provocar el flujo de plástico fundido de secciones delgadas a secciones más gruesas. Esto da como resultado problemas ya que el material plástico puede comenzar a enfriarse en la sección delgada, bloqueando efectivamente el flujo hacia la sección más gruesa. Como resultado de esto, surgen defectos como el hundimiento y la deformación.
Esfuerzo cortante
El esfuerzo cortante del plástico en flujo puede verse influenciado por la variación del espesor de la pared. El esfuerzo cortante del plástico que fluye moviéndose a una velocidad constante de llenado aumenta a medida que se reduce el espesor de la pared. Por lo tanto, el grosor desigual de la pared da como resultado diferentes grados de esfuerzo cortante. Este es uno de los principales contribuyentes a la deformación de los plásticos.
Velocidad de enfriamiento
Las secciones más gruesas tardan más en enfriarse. Una pieza con un grosor de pared irregular deberá permanecer en el molde hasta que se enfríe toda la pieza. Esto conduce a un aumento en el tiempo de ciclo y el proceso de fabricación en general.
Coste
Las paredes más gruesas requieren más materiales plásticos para rellenar. También requieren más tiempo para enfriarse. Más materiales y más tiempo en la máquina de moldeo por inyección solo aumentarán el costo de producción.
Defectos causados por espesores de pared irregulares
Si bien el moldeo por inyección proporciona uno de los mejores métodos para la fabricación de piezas, aún existen factores que pueden provocar defectos en su producto final. Pueden surgir varios defectos como resultado del proceso de moldeo, así como del espesor plástico de los materiales utilizados. A continuación se destacan algunos de los defectos influenciados por el espesor de la pared.
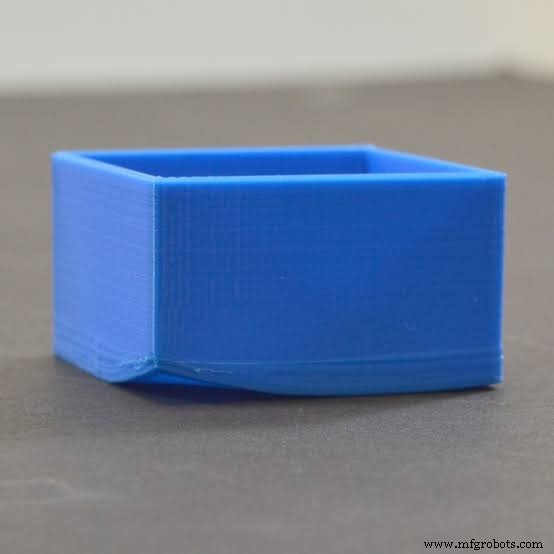
Alabeo
La deformación surge como resultado de la contracción desigual de las diferentes partes de un producto. Esto provoca torceduras y dobleces en la forma del producto al finalizar. Como se ha destacado, el grosor desigual de la pared hace que las partes de un producto se enfríen a diferentes velocidades, lo que lleva a la deformación.
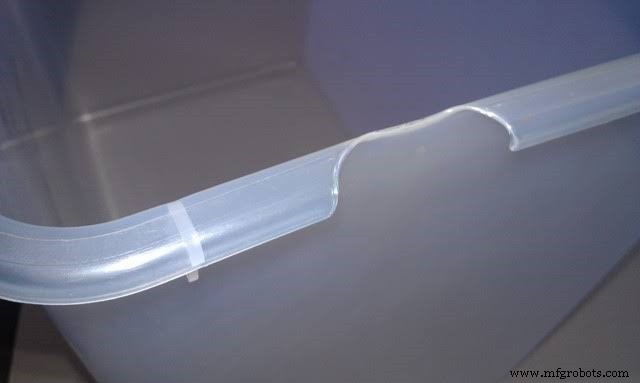
Líneas de flujo
Las líneas de flujo son defectos estéticos que se producen en los productos de plástico. Aparecen como ondas o líneas, generalmente de un tono de color diferente al del área circundante. Ocurren como resultado de diferentes velocidades de flujo de plástico fundido en la cavidad del molde.
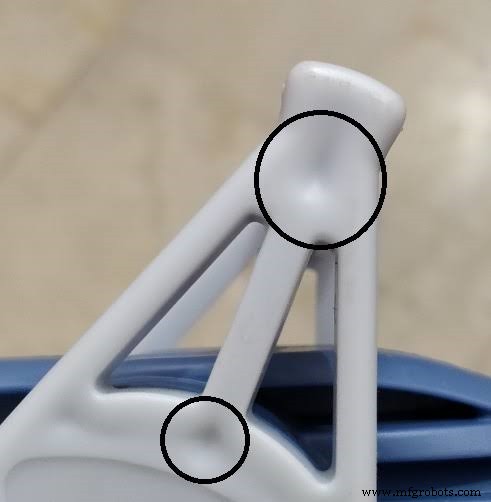
Puntos de hundimiento
Las marcas de hundimiento son como pequeños cráteres formados en un producto moldeado por inyección. Estos cráteres se forman cuando el material plástico no se puede enfriar por completo mientras está en el molde. Las marcas de contracción se forman con mayor frecuencia en las partes más gruesas del producto, ya que requieren más tiempo para enfriarse.
Tomas cortas
Un tiro corto ocurre cuando falta una parte de un producto. Esto sucede porque el plástico fundido no llega a todas las secciones del molde. El grosor desigual de la pared puede provocar este defecto. Cuando el espesor de la pared es desigual, el plástico que fluye de una sección delgada a una más grande puede enfriarse prematuramente. Esto evita que el plástico fundido llegue a la sección más gruesa.
Elección de un material para el moldeo por inyección de plástico
Uno de los factores más importantes para determinar el espesor de la pared será el material utilizado. Esto se debe a que el material será un factor limitante en cuanto a qué tan delgado puede ser el diseño de plástico para el grosor de la pared. Varios materiales permitirán diferentes espesores de pared. Es importante pasar por una etapa de prueba en la que pueda probar diferentes materiales y diseños de plástico para configuraciones de espesor de pared antes del inicio de una producción importante.
Su elección de materiales también determina el espesor del plástico. Hay varios materiales disponibles para elegir. Algunos materiales te permiten diseñar paredes muy delgadas por lo que otros requieren paredes más gruesas. Debe intentar lograr un equilibrio entre la funcionalidad, el rendimiento y el costo al elegir los materiales.
En RapidDirect, ofrecemos varios materiales que permiten una variedad de espesores de pared para sus piezas. Puede encontrar más información sobre los materiales en nuestra sección de materiales. También puede encontrar los grosores de pared recomendados para varias piezas de plástico a continuación.
Directrices generales sobre el grosor del material.
| Material | Grosor de pared recomendado |
| ABS | 0,045 – 0,140 |
| Acetal | 0,030 – 0,120 |
| Acrílico | 0,025 – 0,500 |
| Polímero de cristal líquido | 0,030 – 0,120 |
| Plástico reforzado con fibra larga | 0,075 – 1,000 |
| Nailon | 0,030 – 0,115 |
| Policarbonato | 0,040 – 0,150 |
| Poliéster | 0,025 – 0,125 |
| Polietileno | 0,030 – 0,200 |
| Sulfuro de polifenileno | 0,020 – 0,180 |
| Polipropileno | 0,025 – 0,150 |
| Poliestireno | 0,035 – 0,150 |
| Poliuretano | 0,080 – 0,750 |
| PVC Rígido | 0,090 – 0,250 |
| PVC blando | 0,025 – 0,150 |
Las paredes más gruesas crean partes más fuertes. También aumentan el riesgo de deformación, agregan peso adicional al producto, tiempo adicional al producto y también requieren más materiales. Las paredes delgadas, por otro lado, aunque más baratas pueden provocar grietas y roturas del producto. Es importante encontrar el equilibrio adecuado entre el grosor de la pared y el rendimiento.
Diseño para la fabricación
Incluso después de corregir el diseño plástico en el grosor de la pared de sus piezas, es recomendable ver cómo funcionarán las piezas con las nuevas correcciones. Aquí es donde entra en juego el proceso de diseño para la fabricación. Con DfM, puede identificar fácilmente nuevos defectos o cualquier otra modificación de diseño para ayudar a reducir el grosor de la pared.
Debido a la importancia de esta etapa, también es fundamental que la entregues a expertos que son expertos en este campo y te darán los mejores resultados. Alternativamente, podrías hacerlo tú mismo. Sin embargo, esto solo aumentará el tiempo de entrega del producto. Por lo tanto, ¿por qué no externalizarlo a los expertos en esto?
Con los servicios de moldeo por inyección de RapidDirect, tiene acceso a un equipo de expertos analistas de DfM que trabajan para garantizar que el diseño de su producto sea el mejor. Nuestros diseñadores también trabajarán con los analistas de DfM para garantizar que el diseño de plástico para el grosor de la pared de su pieza esté en su forma óptima.
Conclusión
Mantener uniforme el grosor de la pared en un proceso de moldeo por inyección de plástico es excelente para la estética y la integridad estructural de su producto. Esto puede ser bastante desafiante ya que hay muchas consideraciones que debe hacer. Para simplificar este proceso, debe trabajar con una empresa de moldeo por inyección con la experiencia y las habilidades necesarias para hacer realidad su proyecto sin complicaciones. RapidDirect es la opción perfecta para asegurarse de que sus trabajos de moldeo por inyección no tengan fallas en el grosor de la pared.
Servicios de moldeo por inyección de plástico RapidDirect
En RapidDirect, hay una amplia gama de materiales para elegir. Esto le permite elegir el material con la mejor funcionalidad, rendimiento y precio para sus proyectos. De esta manera, también está a su disposición una variedad de espesores de plástico. También ofrecemos una amplia gama de procesos de moldeo por inyección para satisfacer sus diversas necesidades.
Nuestras instalaciones de avanzada capacidad nos permiten atenderle con rapidez. Proporcionamos cotizaciones dentro de un día hábil. También tendrá acceso a nuestros comentarios gratuitos de DFM, que lo ayudarán a resolver cualquier problema de diseño antes de que comience la producción.
Visite nuestro sitio web hoy para comenzar.
Material compuesto
- Cómo se realiza el moldeo por inyección
- Moldeo por compresión vs moldeo por inyección:¿Cuál es la diferencia?
- El moldeo por inyección de plástico puede ayudar a su empresa
- Moldeo por inyección de plástico en la industria automotriz
- Los mejores materiales de moldeo por inyección de plástico
- La importancia de la técnica de moldeo por inyección
- Los materiales de moldeo por inyección de plástico más populares
- El rendimiento efectivo del moldeo por inyección rápida
- Recorra los detalles del proceso de moldeo por inyección de plástico en China
- Materiales comunes de moldeo por inyección de plástico
- Las limitaciones del moldeo por inyección de bajo volumen