


4 Decisiones Esenciales de Fresas de Escariado para Redondeo de Esquinas
Una fresa de extremo de redondeo de esquinas se usa normalmente para agregar un radio específico a una pieza de trabajo, o en una operación de acabado para eliminar un borde afilado o una rebaba. Antes de seleccionar su herramienta, reflexione sobre las siguientes consideraciones. Elegir la herramienta correcta dará como resultado una herramienta fuerte con una larga vida útil y las cualidades dimensionales deseadas de su parte. Elegir mal podría resultar en inexactitudes parciales y una experiencia deficiente.
Selección del diámetro piloto adecuado para su fresa de extremo redondeado de esquinas

El diámetro piloto (D1 en la imagen de arriba) determina las limitaciones de la herramienta. Cuando los diámetros piloto son más grandes, la herramienta puede funcionar a velocidades más bajas. Pero con diámetros piloto más pequeños, la herramienta puede funcionar más rápido debido a su radio de corte efectivo más grande. El diámetro efectivo del cortador está determinado por las siguientes ecuaciones dependiendo de la relación entre el radio y el piloto:
Para una relación radio/piloto <2,5, diámetro efectivo del cortador =diámetro piloto + radio
Para una relación radio/piloto ≥ 2,5, diámetro efectivo del cortador =diámetro piloto + 0,7x radio
Los diámetros piloto más grandes también tienen más resistencia que los diámetros piloto más pequeños debido al material agregado detrás del radio. Puede ser necesario un piloto más pequeño para dejar espacio cuando se trabaja en ranuras u orificios angostos. Los pilotos más pequeños también permiten giros más cerrados al mecanizar una esquina interior.
Redondeador de esquina acampanado o sin acampanar
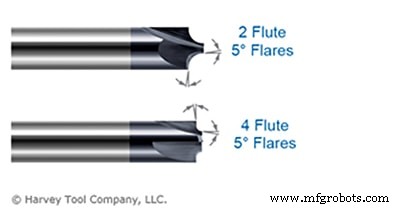
Poner un radio completo en una pieza tiene el potencial de dejar un paso o un sobrecorte en una pieza de trabajo. Esto puede suceder si la herramienta no está completamente marcada o si hay un pequeño descentramiento o vibración. Un ligero ensanchamiento de 5° en el piloto y el hombro combina el radio suavemente con la pieza de trabajo y evita dejar un sobrecorte.
Una fresa de extremo redondeado de esquina acampanada deja un radio incompleto pero permite una mayor tolerancia. Además, esta herramienta deja un acabado superficial limpio y no requiere una segunda operación de acabado para limpiar las marcas sobrantes. Un radio de esquina sin ensanchamiento deja un radio completo en la pieza de trabajo, pero requiere más tiempo de configuración para asegurarse de que no haya ningún escalón.
Frontal o Posterior
La elección entre una fresa de extremo de redondeo de esquina y una herramienta de esquina posterior se reduce a la ubicación de la pieza que está mecanizando. Se debe utilizar una fresa de extremo redondeado de esquina posterior para poner un radio en un área de la pieza que mira en la dirección opuesta al husillo. Si bien el material se puede rotar y se puede usar una fresa de extremo de redondeo de esquina frontal, esto aumenta el tiempo innecesario y aumenta los tiempos de ciclo. Cuando utilice una fresa de extremo redondeado de esquina trasera, asegúrese de tener el espacio adecuado para el diámetro de la cabeza y de que se utilice la longitud de alcance correcta. Si no hay suficiente espacio libre, será necesario ajustar la pieza de trabajo.

Cuenta de flauta
Estas herramientas a menudo se ofrecen en estilos de 2, 3 y 4 flautas. Los estilos de 2 flautas se usan normalmente para aluminio y materiales no ferrosos, aunque 3 flautas se está convirtiendo rápidamente en una opción más popular para estos materiales, ya que son más suaves que los aceros, por lo que se puede tomar una viruta más grande sin afectar la vida útil de la herramienta. Se deben elegir 4 flautas al mecanizar aceros para prolongar la vida útil de la herramienta al distribuir el desgaste entre varios dientes. Las versiones de 4 flautas también se pueden ejecutar con avances más altos en comparación con las herramientas de 2 o 3 flautas.
Resumen de selección de fresas de extremo para redondeo de esquinas
La mejor fresa de extremo para redondear esquinas varía de un trabajo a otro. En términos generales, optar por una herramienta con el diámetro piloto más grande posible es su mejor opción, ya que tiene la mayor fuerza y requiere menos potencia debido a su mayor diámetro de corte efectivo. Se prefiere una redondeadora de esquinas ensanchada para fines de mezcla si se permite que la pieza de trabajo tenga un radio incompleto, ya que esto permite una mayor tolerancia y puede ahorrar tiempo de preparación. Sin embargo, si no es así, se debe utilizar una redondeadora de esquinas sin ensanchar. Como suele ser el caso, la elección entre el número de flautas se reduce en gran medida a la preferencia del usuario. Los materiales más blandos normalmente requieren menos flautas. A medida que el material se vuelve más duro, la cantidad de flautas en su herramienta debería aumentar.
máquina CNC
- VMC de estructura en C frente a Bridge Mill
- Guía de solución de problemas de fresado y fresado final
- 8 maneras en que está matando su fresa de extremo
- Cómo prolongar la vida útil de su fresa de extremo
- ¿Taladro vs fresa final? – Algunas pautas básicas
- Velocidades de avance lentas a rápidas para fresas de extremo de un solo canal
- Estrategia de mecanizado para fresas de extremo de un solo canal
- Cómo afecta el radio de esquina al mecanizado CNC
- Selección de la fresa de extremo de corte de plástico adecuada
- Lo que necesita saber sobre la fresa de extremo de inserción
- Códigos M de Haas Mill