


La mecánica secreta de las fresas de extremo de alto avance
Una fresa de extremo de alto avance es un tipo de herramienta de fresado de alta eficiencia (HEM) con un perfil de extremo especializado que permite que la herramienta utilice el adelgazamiento de la viruta para aumentar drásticamente las tasas de avance. Estas herramientas están diseñadas para operar con una profundidad axial extremadamente baja para que la acción de corte se realice a lo largo del borde curvo del perfil inferior. Esto permite que ocurran algunos fenómenos diferentes:
- El ángulo de avance bajo hace que la mayor parte de la fuerza de corte se transfiera axialmente al husillo. Esto equivale a menos deflexión, ya que hay mucha menos fuerza radial empujando el cortador fuera de su eje central.
- El perfil curvo extendido del borde inferior provoca un efecto de adelgazamiento de la viruta que permite velocidades de avance agresivas.
El bajo ángulo de avance de una fresa de alto avance
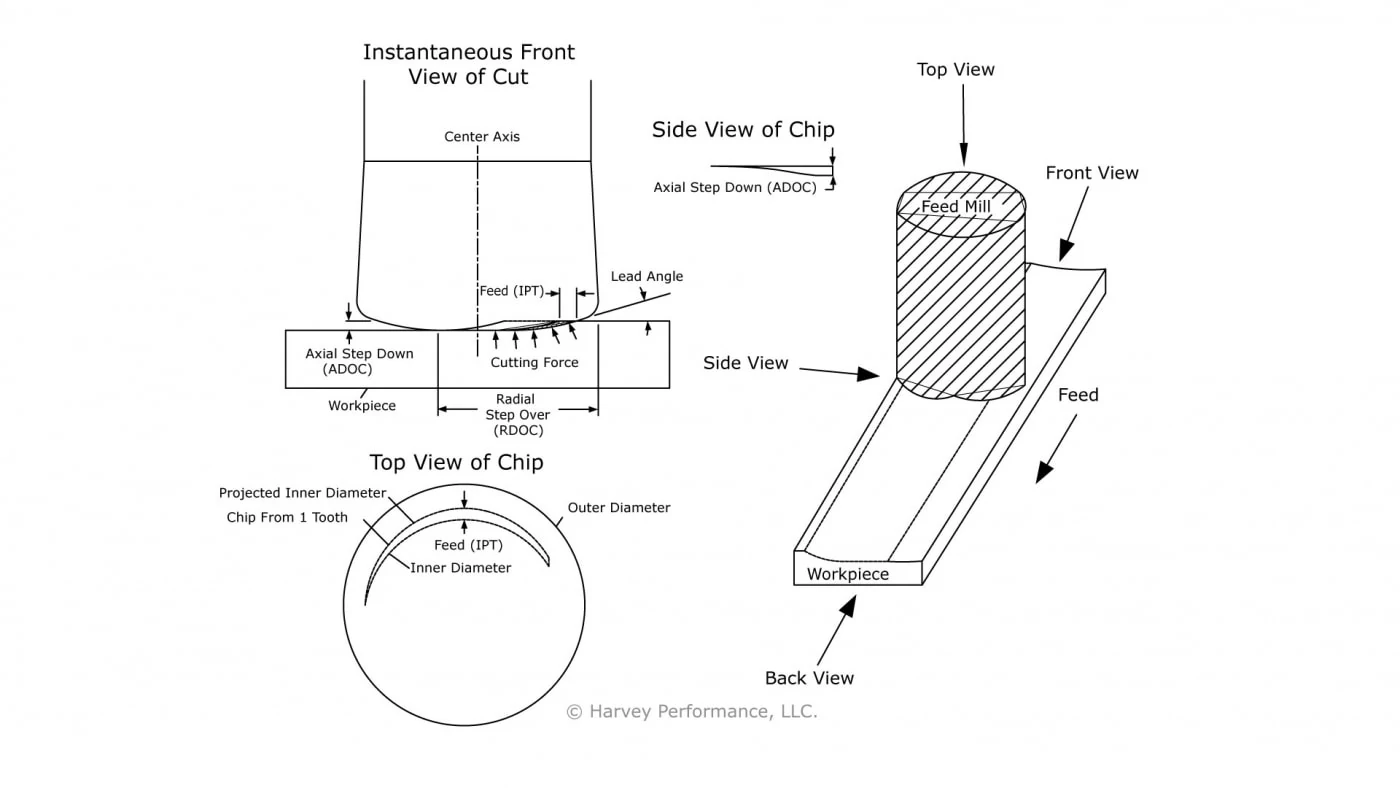
Como se ve en la Figura 1 a continuación, cuando una fresa de extremo de alto avance se engancha correctamente en una pieza de trabajo, el ángulo de ataque bajo, combinado con una profundidad de corte axial baja, transfiere la mayor parte de la fuerza de corte hacia arriba a lo largo del eje central de la herramienta. Una cantidad baja de fuerza radial permite emplear alcances más largos sin los efectos adversos de la vibración, que conducirá a la falla de la herramienta. Esto es beneficioso para aplicaciones que requieren poca fuerza radial, como el mecanizado de paredes delgadas o el contorneado de cavidades profundas.
Las fábricas de pienso tienen tasas de alimentación agresivas
La figura 1 también muestra una imagen instantánea de la viruta que se forma cuando se acopla en una trayectoria de herramienta de desbaste adecuada. Observe cómo la viruta (marcada por líneas diagonales) se adelgaza a medida que se acerca al eje central de la herramienta. Esto se debe a la geometría curva del borde inferior. Debido a este fenómeno de adelgazamiento de la viruta, se debe aumentar el avance de la herramienta para que la herramienta participe activamente en el corte y no roce contra la pieza de trabajo. El frotamiento aumentará la fricción, lo que a su vez eleva el nivel de calor alrededor de la zona de corte y provoca un desgaste prematuro de la herramienta. Debido a que esta herramienta requiere una mayor carga de virutas para mantener un filo de corte viable, se le ha dado el nombre de "Fresa de alto avance".

Otros fenómenos debidos a la geometría curva del borde inferior
La geometría curva del borde inferior también sanciona que se produzcan las siguientes acciones:
- Se agrega un radio programable a una trayectoria de herramienta CAM
- Vieiras que se forman durante las operaciones de revestimiento
- Diferentes formas de virutas creadas durante las aplicaciones de ranurado, en comparación con el desbaste HEM
Radio Programable
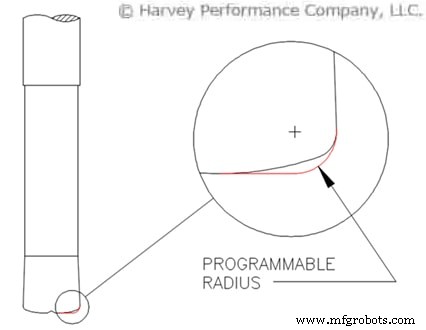
Las fresas de extremo de alto avance de Helical Solutions tienen un diseño de borde inferior de doble radio. Debido a esto, algún software CAM no puede programar fácilmente el perfil exacto. Por lo tanto, se utiliza un radio teórico para permitir una fácil integración. Simplemente programe una ruta de herramienta de punta redondeada y use el radio teórico (que se ve a continuación en la Figura 2) de la tabla de dimensiones como el radio de la esquina.
Gestión de vieiras
Una vieira es una cúspide de material que dejan las herramientas de corte con perfiles curvos. Los tres factores principales que determinan la altura y el ancho de las vieiras son:
- Profundidad de corte axial
- Profundidad de corte radial
- Curvatura del borde inferior o ángulo de avance
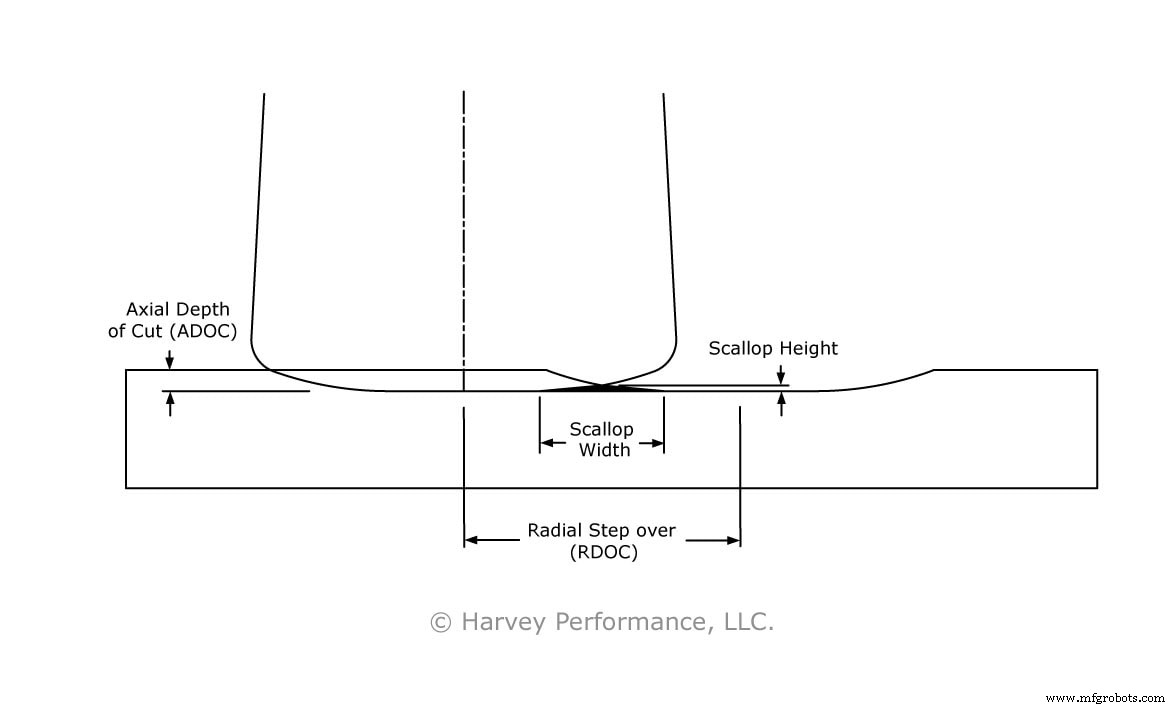
La figura 3 a continuación es una representación del perfil festoneado de un corte de desbaste típico con un paso radial del 65 % y una profundidad de corte axial del 4 %. La región sombreada representa la vieira que queda después de 2 pasadas de desbaste y corre paralela a la trayectoria de la herramienta.
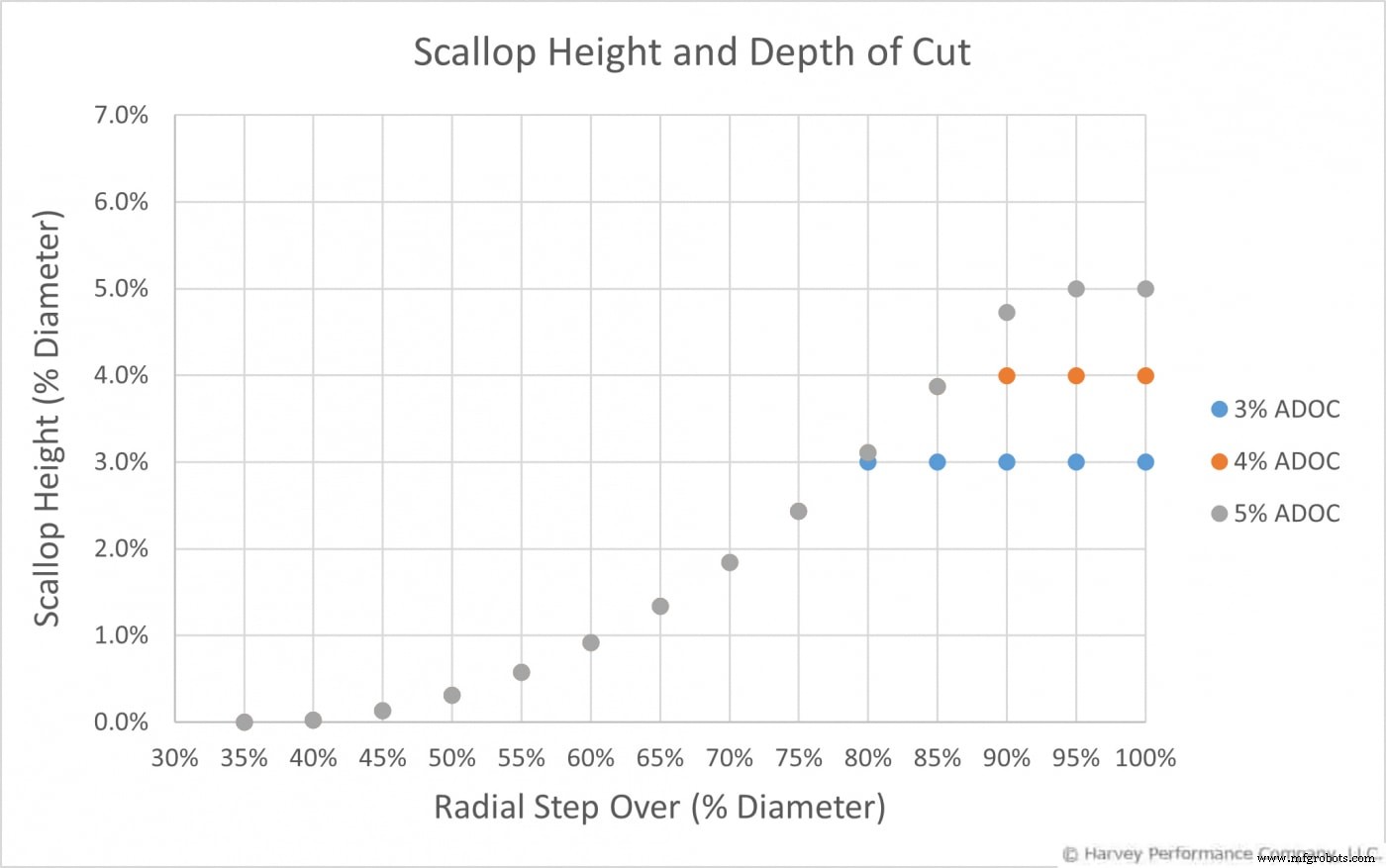
Las Figuras 4 y 5 muestran los efectos de la profundidad radial y axial de los cortes en la altura y el ancho de las vieiras. Estas cifras deben verse en el contexto de la Figura 3. Se utiliza el porcentaje por diámetro en lugar de las unidades de medida estándar para mostrar que este efecto se puede predecir en cualquier tamaño de herramienta. La Figura 4 muestra que se comienza a formar una vieira cuando la herramienta está programada para tener un paso radial entre 35% y 40%. La altura aumenta exponencialmente hasta que se maximiza en la profundidad de corte axial. La figura 5 muestra que existe una relación lineal entre el paso radial y el ancho del festoneado. No se observa relación entre el ancho festoneado y la profundidad de corte axial siempre que ADOC y el radio de curvatura del borde de corte inferior permanezcan constantes.
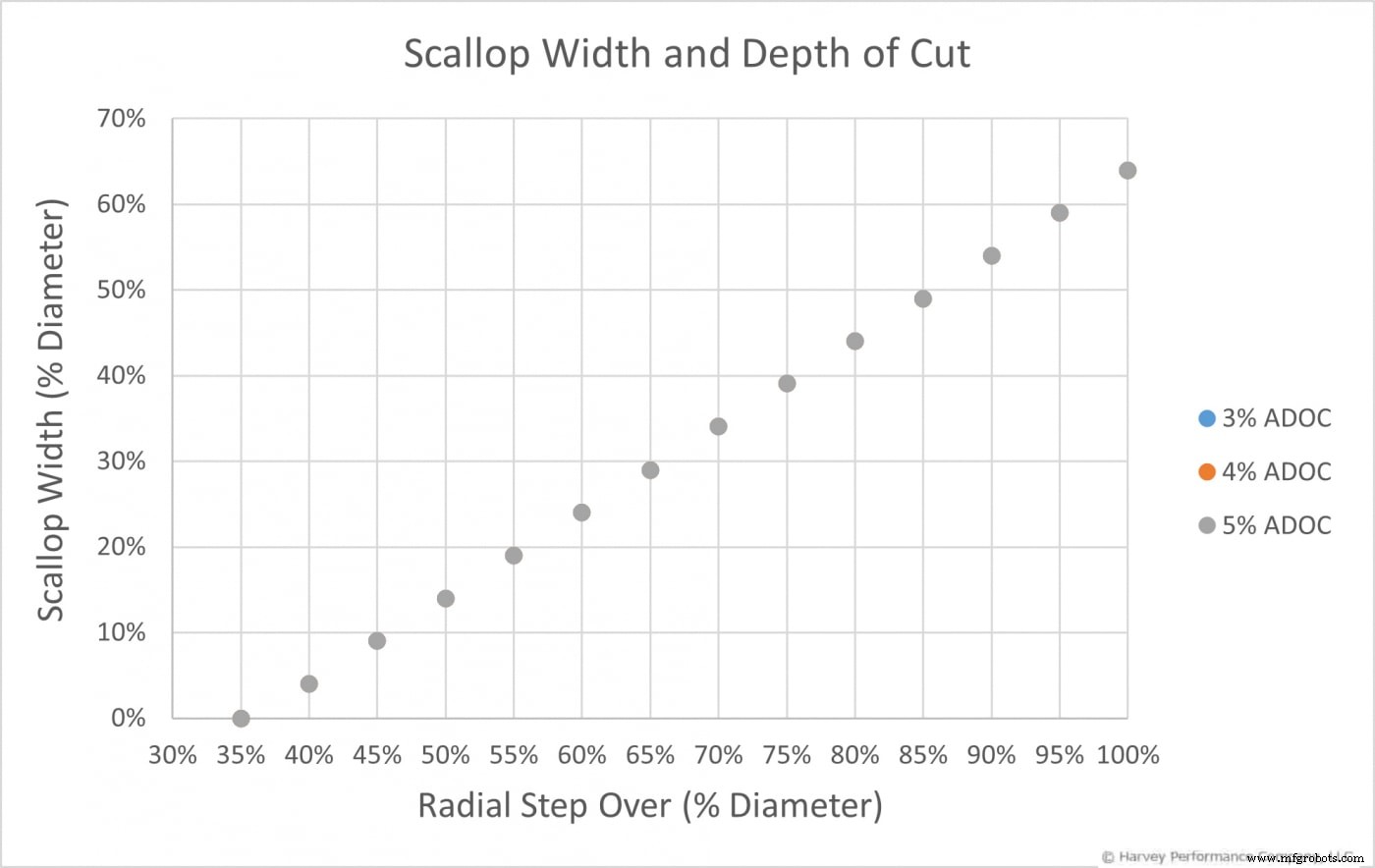
De los gráficos de las Figuras 4 y 5 obtenemos las siguientes ecuaciones para las dimensiones de la vieira.
Notas sobre estas ecuaciones:
- Estas ecuaciones solo se aplican a las fresas de extremo de avance alto de soluciones helicoidales
- Estas ecuaciones son aproximaciones
- La ecuación de altura festoneada es imprecisa después de alcanzar la profundidad de corte axial
- RDOC es en términos de porcentaje de diámetro (0,55 x diámetro, 0,65 x diámetro, etc...)
Curvatura del borde inferior de fresas de extremo de alto avance
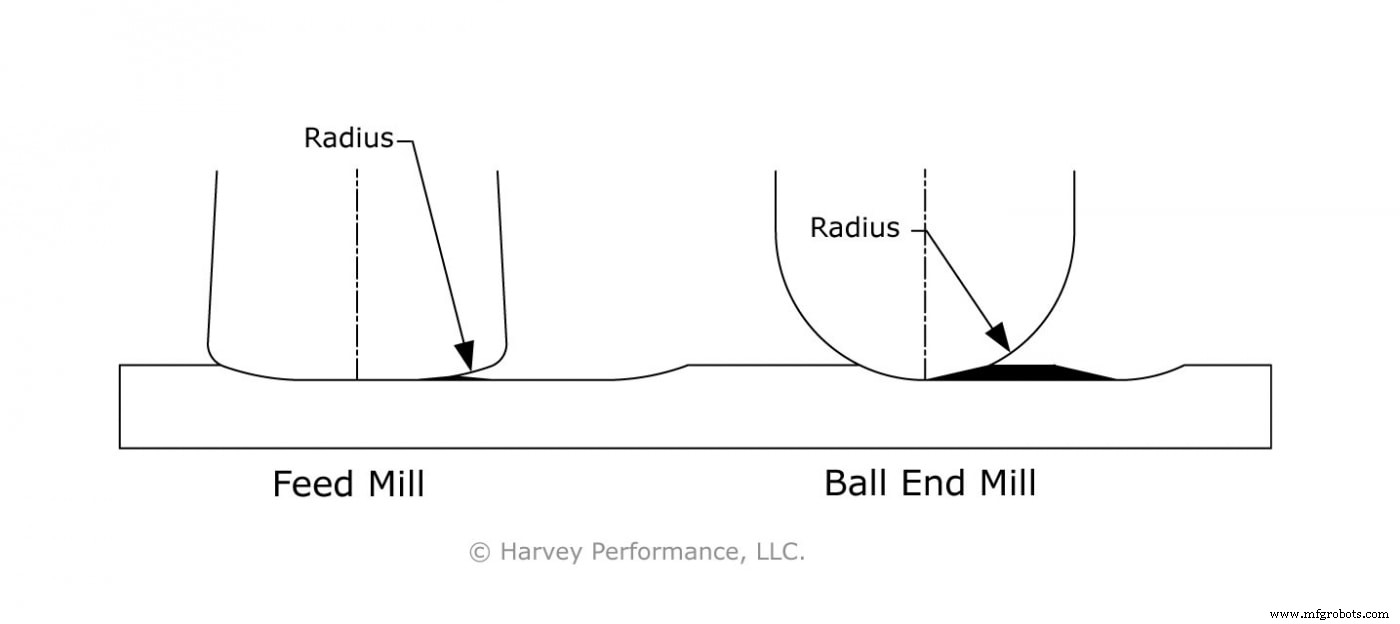
Cuanto menor sea el radio de curvatura, mayor será la altura de la vieira. Por ejemplo, el gran radio parcial del borde de corte inferior de la fresa de extremo de alto avance de Helical Solutions dejará un festoneado más pequeño en comparación con una fresa de extremo de bola programada con la misma trayectoria de herramienta. La Figura 6 muestra una comparación lado a lado de una fresa de extremo de bola y una fresa de alto avance con la misma profundidad de corte radial y axial. El ancho y la altura del festoneado son notablemente mayores para la fresa de extremo esférico porque tiene un radio de curvatura más pequeño.
Slotting completo
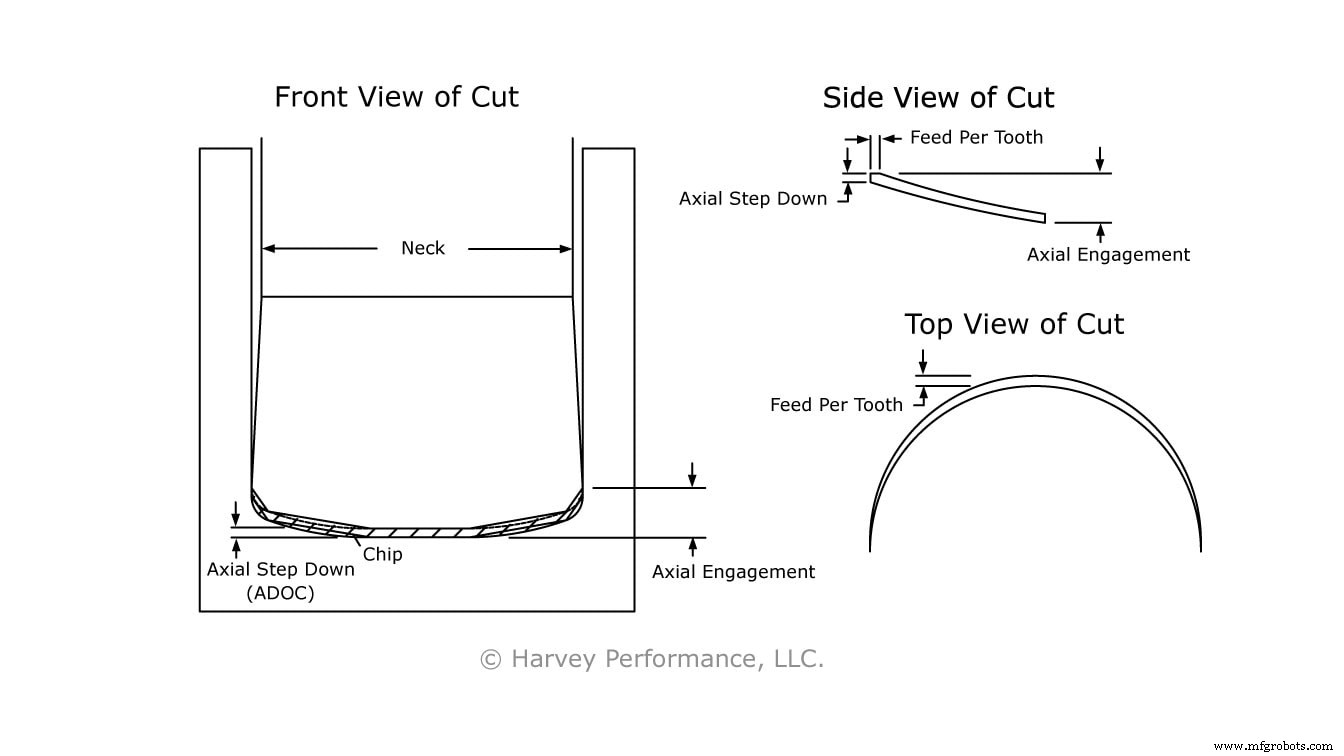
Al ranurar, la velocidad de avance debe reducirse considerablemente en relación con el desbaste, ya que se acopla una mayor parte del filo de corte inferior. Como se muestra en la Figura 7, el paso axial hacia abajo no equivale al acoplamiento axial. Una vez encajado en una ranura completa, el chip adquiere una forma compleja. Al ver la viruta desde un lado, puede ver que la herramienta no está cortando la totalidad del enganche axial en un momento determinado. La viruta sigue el contorno del corte de la ranura en forma del borde inferior de la herramienta. Debido a este fenómeno, el chip desciende hasta el punto más bajo de la ranura y luego vuelve a subir hasta el punto más alto de enganche axial a lo largo del costado. Esto crea una viruta larga y delgada que puede obstruir los pequeños valles de la herramienta, lo que provoca una falla prematura de la herramienta. Esto se puede solucionar disminuyendo la velocidad de alimentación y aumentando la cantidad de refrigerante utilizado en la operación.
En resumen, el perfil curvo del borde inferior de la herramienta permite velocidades de avance más altas cuando se fresa con un avance alto, debido al efecto de adelgazamiento de astillado que crea con su ángulo de avance bajo. Este ángulo de avance bajo también distribuye las fuerzas de corte axialmente en lugar de radialmente, lo que reduce la cantidad de vibración que podría experimentar una fresa de mango normal en las mismas condiciones. Sin embargo, los maquinistas deben tener cuidado ya que el borde inferior curvo también permite la formación de festones, requiere un radio programable cuando se usan algunos paquetes CAM y hace que el ranurado no sea tan productivo como las operaciones de desbaste.
máquina CNC
- para detener la rotura de las fresas de extremo
- ¿Cuál es la mejor herramienta para cortar chapa metálica?
- La historia de las mandrinadoras
- Vespel®:el material aeroespacial
- Guía de solución de problemas de fresado y fresado final
- Introducción al fresado de alta eficiencia
- Cómo optimizar los resultados durante el mecanizado con fresas de extremo en miniatura
- Cómo prolongar la vida útil de su fresa de extremo
- Cómo maximizar las fresas de extremo de balance alto
- Longitud absoluta de la herramienta:el estándar de la industria
- Lo que necesita saber sobre la fresa de extremo de inserción