


Reducir el desgaste y prolongar la vida útil de los engranajes en una caja de engranajes de un pulverizador de carbón
Una planta de energía a carbón que operaba en el oeste de los EE. UU. Estaba experimentando una vida útil corta de la caja de engranajes en su operación de pulverización de carbón. Después de una inspección anual de la caja de engranajes, los resultados del análisis de aceite indicaron que el aceite para engranajes AGMA 6EP (ISO 320) recomendado por el fabricante del equipo original no proporcionó una lubricación y protección adecuadas según los resultados del análisis de aceite y la inspección de la caja de engranajes después de un año de funcionamiento. Esto fue confirmado por metales de desgaste excesivo y niveles de viscosidad más bajos en los informes de aceite usado. Después de más análisis del aceite de engranajes EP usado, la acumulación excesiva de partículas contaminantes en el lubricante y el agotamiento del paquete de aditivos EP fueron responsables de las cajas de engranajes defectuosas. La contaminación por partículas consistió principalmente en suciedad, polvo de carbón y partículas metálicas generadas por el desgaste de los dientes de los cojinetes y engranajes, lo que resultó en una reacción en cadena de desgaste excesivo.
Descripción de la caja de engranajes del pulverizador y costos operativos
El diseño de la caja de engranajes del pulverizador de la planta se remonta a principios de la década de 1960. El diseño de la caja de engranajes consiste en un engranaje helicoidal de acero impulsado por un gran motor eléctrico de 800 rpm que impulsa un engranaje toro de bronce conectado directamente a una mesa de molienda. El cárter contiene 255 galones de aceite para engranajes, con la temperatura controlada por un intercambiador de calor integral enfriado por agua. Se recomienda el aceite para engranajes ISO 320 EP sin filtrar para proporcionar lubricación a los engranajes y cojinetes de bronce sobre acero.
Aunque este diseño de caja de engranajes es resistente y simple, los costos de mantenimiento se estaban volviendo excesivos y los intervalos de interrupción / revisión de mantenimiento no respaldaban los programas de generación de energía en la planta. De hecho, los costos e intervalos de mantenimiento típicos para cada caja de engranajes del pulverizador fueron los siguientes:
• Se requirieron cambios de aceite cada 12 meses a un costo de $ 5,000 en material y mano de obra y de $ 20,000 a $ 50,000 en producción eléctrica perdida, típico de la mayoría de las unidades de generación de energía a carbón de este período de tiempo.
• Después de 10 años de funcionamiento, se hizo girar el engranaje toro de bronce para dejar al descubierto los dientes del engranaje no gastados. Esto requirió cuatro semanas de tiempo de respuesta e incluyó trabajo de mantenimiento a un costo total de $ 300,000 por unidad.
• Después de 20 años de funcionamiento, se requirió una reconstrucción completa de la caja de cambios. Las piezas y la mano de obra para este esfuerzo excedieron los $ 450,000 por caja de engranajes, y la pérdida de producción costó otros $ 250,000 por pulverizador.
Con 13 pulverizadores de carbón operando en la planta, los costos de mantenimiento y tiempo de inactividad aumentaron rápidamente.
Rompiendo la reacción en cadena del desgaste
Un análisis preliminar cuidadoso de los componentes desgastados indicó que la cara de bronce del engranaje estaba experimentando un importante contacto deslizante y desconchado. A medida que pasaba el tiempo, el desgaste de la cara del engranaje de bronce se hacía cada vez más significativo. El personal de la planta comenzó a buscar un mejor sistema de lubricación para romper la reacción en cadena del desgaste.
El personal de la planta sospechaba que los patrones de desgaste en las caras de bronce del engranaje principal se atribuían a varios factores, incluida la alta carga de partículas de polvo de carbón y suciedad en el aceite del engranaje y las reacciones catalíticas entre los aditivos del aceite del engranaje y algunas de las partículas generadas. Además, el ataque químico del paquete de aditivos EP durante la operación estaba creando altos niveles de cobre en el aceite del engranaje, muy probablemente debido a que el aditivo EP de azufre-fósforo estaba activo en el engranaje principal de bronce, lo que resultaba en altos niveles de cobre en el aceite del engranaje
Rápidamente quedó claro que estos problemas debían abordarse. El personal de la planta buscó métodos para sellar mejor la caja de cambios de la ingestión de partículas, principalmente en forma de polvo de carbón. Además, se tomaron grandes esfuerzos para implementar métodos de filtración y opciones para que el aceite de engranajes capture rápidamente las partículas y las partículas de desgaste generadas, y se aplicó tecnología de lubricantes mejorada (tanto aceite base como paquetes de aditivos) para proporcionar intervalos de mantenimiento extendidos sin penalizaciones por uso de energía.
Resolución de problemas
Después de un período de prueba y error en el que se probó la eficacia de una variedad de soluciones, se logró romper la reacción en cadena del desgaste mediante la entrada de partículas, el método de filtración y los requisitos del cliente.
La entrada de partículas se controló con éxito mediante el uso de filtros desecantes de ventilación en las rejillas de ventilación de la caja de engranajes y prestando mucha atención a los sellos de la mesa de molienda. El código de limpieza ISO inicial de 23/21/18 (según ISO 4406-1999) se logró con una filtración agresiva del respiradero. Antes de la implementación del ingreso de partículas, los empleados no podían establecer el nivel de limpieza ISO objetivo debido a los niveles muy altos de partículas. Históricamente, la capacidad de filtrar aceites de engranajes ISO 320 y 460 en un entorno de pulverización de carbón había resultado muy difícil.
Sin embargo, el personal de la planta determinó que un sistema de filtración de circuito de riñón sería una de las mejores opciones para eliminar las partículas contaminantes de la caja de engranajes del pulverizador y abordar el problema del desgaste de los engranajes. Un sistema de filtración de circuito de riñón eficaz debe tener las siguientes características:
• Gran capacidad de retención de suciedad
• Bajos requisitos de mantenimiento. (Los cambios de filtro no deberían ser necesarios más de una vez al mes en condiciones normales de funcionamiento)
• Mejora evidente del aceite de engranajes en una semana con mantenimiento preformado
• Limpieza continua del aceite de engranajes y mantenimiento efectivo del código de limpieza objetivo 18/15/11 según ISO 4406-1999
• Puntos de muestreo antes y después de la filtración para evaluar la eficacia del filtro
• Instalación de montaje sobre patines
• Ubicaciones de succión y descarga diseñadas para eliminar los peligros de incendio y una rotación de todo el cárter de aceite de la caja de cambios cada 30 minutos
• Tamaño de la plataforma de filtración que no interfiere con las actividades normales de mantenimiento
Avances en la tecnología de filtración
Se determinó que la tecnología de filtración avanzada que cumpliría con los requisitos anteriores para esta aplicación estaba disponible para aceite pesado para engranajes. Se instaló un paquete de filtración de circuito de riñón fuera de línea que utiliza un medio filtrante sintético de alta eficiencia y alta capacidad de retención de suciedad, utilizando dos carcasas de filtro montadas en serie con un elemento de tamaño común en ambas carcasas.
Los elementos filtrantes recomendados inicialmente para la instalación de prueba se clasificaron en Beta 25 =200 en la primera etapa y Beta 10 =200 en la segunda etapa. El flujo de aceite se suministró mediante una bomba de paletas de 10 GPM para un aceite para engranajes de 460 cSt (2500 SUS). Los rangos de temperatura del fluido del sistema variaron desde un mínimo de 65 grados Fahrenheit (18 Celsius) cuando está inactivo hasta 130 F (54 C) durante el funcionamiento normal. El paquete de filtración se instaló con la línea de succión entrando en el banco de filtros directamente desde la parte inferior del depósito y la salida, o la línea de descarga filtrada, se canalizó directamente a la parte superior del depósito.
Actualmente, la condición del elemento de filtro es monitoreada por manómetros de presión diferencial instalados en cada caja de filtro, con un objetivo de 25 a 28 psig como indicador de la carga del elemento; los elementos se cambiaron antes de permitir la válvula de derivación interna. Otras características del paquete de filtración incluyen válvulas de muestreo aguas arriba y aguas abajo que permiten tomar muestras de aceite de engranajes sin tener que apagar el sistema.
Avances en la tecnología de lubricación
Durante la actualización del sistema, se recomendó que se incluyera en el diseño del sistema un aceite para engranajes AGMA 6EP (ISO 320) para la caja de engranajes del pulverizador. La evaluación de los patrones de desgaste en los dientes de los engranajes indicó que el paquete de aditivos EP en este aceite para engranajes estaba demasiado activo en el engranaje principal de bronce y, junto con los contaminantes en la caja de engranajes, estaba causando un desgaste prematuro y no brindaba una protección adecuada para los engranajes. . El análisis de muestras de aceite de engranajes usado confirmó que el paquete de aditivos EP se estaba agotando debido al contacto prolongado entre el acero en la cara del engranaje de bronce y el desgaste por deslizamiento. Las imágenes termográficas de infrarrojos indicaron que este contacto prolongado entre el tiempo resultó en temperaturas más altas en la cara del engranaje. Es más, el Código de Limpieza ISO confirmó una carga muy alta de suciedad y partículas.
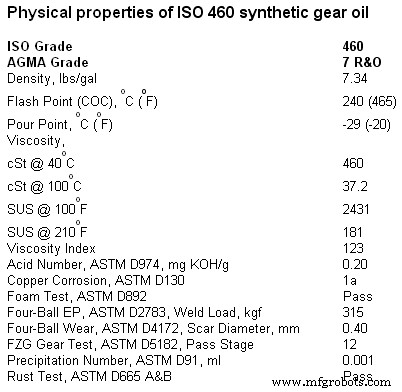
Después de consultar con el proveedor de lubricante, todas las partes determinaron que el aceite sintético para engranajes AGMA 7 R&O (ISO 460) protegería mejor la caja de engranajes en esta aplicación. El grado de viscosidad más alto y la lubricidad mejorada de este aceite sintético para engranajes, junto con la química del aditivo R&O, pudieron proporcionar una película de aceite con una resistencia más alta que la recomendada por el OEM y extenderían la vida útil de la caja de engranajes, teniendo en cuenta los requisitos de temperatura. y longevidad de la caja de cambios. Las propiedades físicas del aceite sintético para engranajes se muestran en la tabla.
En el pasado, el personal de la planta consideró la viabilidad de usar un aceite sintético para engranajes en la caja de engranajes del pulverizador, pero determinó que la alta carga de suciedad en la caja de engranajes los hacía antieconómicos con frecuentes cambios de aceite. Sin embargo, con las recientes mejoras en la filtración que permiten una vida útil del aceite de al menos tres años, la economía de utilizar un aceite sintético para engranajes podría estar justificada. El aceite sintético para engranajes ISO 460 R&O ofrece varios beneficios, que incluyen:
• Capacidad de bombeo mejorada a temperaturas más bajas y con capacidad de filtración mejorada
• Mayor resistencia a la oxidación y estabilidad térmica
• Mayor resistencia de la película a altas y bajas temperaturas
• Mayor vida útil en un entorno limpio y filtrado
Resultados operativos
Al final, se revisó la caja de engranajes del pulverizador y se reemplazaron todos los componentes giratorios principales, excepto los engranajes de acero / tornillo sin fin. La caja de cambios se limpió y se secó con trapos sin pelusa como parte del proceso de revisión. Los engranajes helicoidales de acero y de bronce estaban alineados con precisión y comprobados en azul. El depósito se lavó con un aceite mineral ISO 460 y luego se llenó con el aceite sintético para engranajes ISO 460. Se extrajo una muestra de aceite de engranajes de referencia del depósito y se analizó el recuento de partículas según ISO 4406-1999, y los resultados del Código de limpieza ISO llegaron el 23/21/18. Finalmente se puso en servicio la caja de engranajes del pulverizador junto con el sistema de filtración. Después de tres horas de ejecución, el recuento de partículas se redujo al 19/21/11.
Después de 48 horas de funcionamiento, la planta instaló un conjunto de elementos filtrantes Beta 5 =200 en cada carcasa para reducir aún más la contaminación del sistema y lograr el Código de Limpieza ISO 18/15/11 objetivo más rápidamente. La caja de engranajes del pulverizador y el sistema de filtración continuaron funcionando durante otras dos semanas con el control de la condición del elemento mediante manómetros diferenciales. Como resultado del uso del medio de 5 micrones durante estas dos semanas, se alcanzó el Código de Limpieza ISO 18/15/11 objetivo.
La vida útil del elemento filtrante también se supervisó durante la instalación de prueba; Los resultados mostraron que el medio con alta capacidad de suciedad superó las expectativas dada la limpieza inicial del sistema. Además, la vida útil durante el uso continuo ha superado las expectativas. De hecho, durante la instalación de prueba, se tomaron muestras de aceite y se analizaron para determinar las propiedades físicas y químicas, el recuento de partículas y la ferrografía analítica. Los resultados mostraron que los metales de desgaste se redujeron significativamente y se mantuvo la limpieza del aceite.
Conclusiones
Dado el éxito de esta instalación inicial, la planta de energía continúa obteniendo los siguientes beneficios mediante el uso del aceite sintético para engranajes ISO 460 R&O y un nuevo sistema de filtración:
• Lubricación de cojinetes y engranajes significativamente mejorada
• Metales de desgaste mínimo o inexistente en la caja de cambios según los informes de análisis de aceite
• Sin aumento en el consumo de energía del motor de accionamiento gracias a un aceite sintético para engranajes de mayor viscosidad (algunas mediciones de instrumentación de la planta indicaron una caída del 1 por ciento en el amperaje del motor con motores de 4160 VCA)
• Mantenimiento predictivo / proactivo preciso mediante recuento de partículas y ferrografía analítica
• Mayor vida útil del aceite para engranajes que proporciona los beneficios adicionales de reducir los costos de eliminación y reducir el impacto ambiental / generación de aceite usado
• Vida útil significativamente mayor de la caja de cambios
• Eliminó el tiempo de inactividad relacionado con la contaminación
• Intervalos de mantenimiento extendidos
Desde que se aplicó el paquete de filtrado y actualización de lubricantes y se monitoreó de cerca los resultados, la planta de energía compró e instaló su segunda unidad en el otoño de 2005.
Agradecimientos
• John Kinion y personal de mantenimiento, Pacificorp Naughton Plant, South U.S. Highway 189, Kemmerer, WY 83101
• Chris Tully, ingeniero de proyectos, planta de Pacificorp Naughton, South U.S. Highway 189, Kemmerer, WY 83101
• Ken Knochel, Servicios Técnicos, Schroeder Industries LLC, 580 West Park Road, Leetsdale, PA 15056
Mecanismo para reducir las partículas de desgaste y prolongar la vida útil del engranaje en una caja de engranajes de un pulverizador de carbón Página 6 de 7 Winslow, Naman, Nicholas
Referencias
1. ISO 4406:1999. Potencia de fluido hidráulico. Fluidos. Método para codificar el nivel de contaminación por partículas sólidas
2. ISO 16889:1999 Filtros de potencia de fluido hidráulico. Método de múltiples pasadas para evaluar el rendimiento de filtración de un elemento filtrante
3. Sheffield, Schroeder Industries, "Cambios en la filtración y la contaminación - Cambio de dirección para la industria de la filtración". Revista de lubricación de maquinaria, enero de 2005
Apéndice I
8120-3Feb05.pdf
Mecanismo para reducir las partículas de desgaste y prolongar la vida útil del engranaje en una caja de engranajes de un pulverizador de carbón Página 7 de 7 Winslow, Naman, Nicholas
Acerca de los autores
Ken Nicholas es el director de servicios del mercado de lubricación en Schroeder Industries. Richard Winslow es ingeniero principal senior en la planta de energía de PacifiCorp en Naughton en Kemmerer, Wyoming. Ted Naman es el coordinador técnico de lubricantes y grasas industriales en ConocoPhillips.
Mantenimiento y reparación de equipos
- Desmitificación de lodos y barnices
- Cuidado de la salud humana y mantenimiento del equipo:¿Alguna conexión?
- La caja de engranajes de la planta de alimentos aumenta en un 350% su vida útil con aceite sintético
- Reducir la fricción puede ahorrar energía y miles de millones de dólares
- Aumentar la rentabilidad del parque eólico mediante la reducción de los costes de mantenimiento de la caja de cambios
- Cómo maximizar la vida útil de la máquina y los componentes en la fabricación
- Reducción del desgaste del tren de rodaje
- Video de consejos rápidos:Prolongación de la vida útil del tren de rodaje de su máquina Cat®
- Una guía rápida para la caja de engranajes planetarios
- COMPRENDIENDO Y EXTENDIENDO LA VIDA ÚTIL DE LOS COMPONENTES DEL TRANSPORTADOR
- Errores comunes de operación y mantenimiento hidráulico que se deben evitar