


Cómo reducir las rebabas en el fresado de aluminio en centros de mecanizado
¿Qué debo hacer si el centro de mecanizado fresa demasiadas rebabas en aleación de aluminio? Cuando se procesa la aleación de aluminio, las rebabas deberían ser un problema que todos hayan encontrado. No solo reduce la precisión de procesamiento de la pieza de trabajo, aumenta el costo de procesamiento, sino que también afecta el rendimiento de la pieza de trabajo. Por lo general, se requiere desbarbado, lo que no solo es problemático sino que también puede dañar la pieza de trabajo. Entonces, ¿hay alguna forma mejor de reducir o reducir la generación de rebabas durante el procesamiento? Hoy compartiré con ustedes una experiencia en el control de rebabas.
Qué es ¿Rebabas?
Las rebabas son las cerdas que se forman alrededor de las piezas procesadas en la pieza y se caracterizan por superficies de moldeo que sobresalen. Las rebabas se suelen producir en el borde del terminal de corte del material procesado debido a la deformación plástica del material.
Es especialmente común en materiales con buena ductilidad como las aleaciones de aluminio (o materiales con buena tenacidad como el acero inoxidable).
Su forma y tamaño dependen principalmente de múltiples factores, como el material de la pieza de trabajo y su rigidez de soporte final, la geometría de la herramienta, la trayectoria de corte de la herramienta, el desgaste de la herramienta, los parámetros de corte y el uso de refrigerante.
Por qué es necesario desbarbar ?
La presencia de rebabas hará que el procesamiento, la medición o la instalación pierda precisión y afectará la precisión dimensional y la precisión de forma y posición de la pieza de trabajo.
El endurecimiento y el desprendimiento de rebabas son la fuente de grietas y reducirán la vida útil de la pieza de trabajo.
Puede causar lesiones al operador de producción o al usuario de la máquina.
La presencia o desprendimiento de rebabas puede provocar cortocircuitos eléctricos. Si caen en la parte deslizante, acelerarán el desgaste y provocarán accidentes.

Algo de experiencia en el control de rebabas
Elección de Procesamiento S secuencia
Al organizar la secuencia de procesamiento, el proceso que produce rebabas debe organizarse primero y los procesos que no producen rebabas (o menos rebabas y menos en número) deben organizarse más tarde, o el uso racional de algunos procesos posteriores para eliminar el proceso anterior falla. Por ejemplo, al procesar ranuras escalonadas, procesar primero las ranuras profundas y luego procesar las ranuras poco profundas puede eliminar las rebabas en los bordes de las ranuras generadas durante el procesamiento de ranuras profundas y mejorar efectivamente la calidad del procesamiento.
La elección del método de procesamiento
Cuando diseñe el proceso, intente elegir un método de procesamiento que genere menos rebabas o sea propicio para eliminar las rebabas.
Por ejemplo, durante el corte, el borde de corte debe colocarse en una posición donde el ángulo del borde θ (el ángulo de intersección de las dos superficies de procesamiento adyacentes) de la pieza sea mayor, y la rigidez de soporte de su extremo sea mejor, lo que puede efectivamente reducir o incluso eliminar por completo la generación de rebabas.
Déjame darte dos ejemplos más:
En el proceso de fresado, la capa de corte de fresado descendente es gruesa y la capa de corte es delgada, el corte es estable y la rebaba producida es pequeña, y la capa de corte es delgada y la capa de corte es grueso en el fresado de arriba hacia abajo, y la rebaba producida es grande. Para reducir las rebabas de fresado, se debe usar el fresado hacia abajo tanto como sea posible.
Al fresar el plano, si se utiliza la fresa de extremo para mecanizar el plano de la pieza, la fuerza de corte generada por el corte perpendicular al plano de mecanizado es grande, por lo que las rebabas producidas también son más grandes, y el uso de la fresa de cara cilíndrica puede fresar hacia abajo. reducir eficazmente la generación de rebabas.
Además, incluso si la generación de rebabas no se puede suprimir por completo durante el procesamiento, el borde de corte debe colocarse en una posición en la que sea fácil quitar las rebabas, para reducir el costo de la eliminación posterior de las rebabas.
La elección de T ools
El procesamiento de metales se realiza cortando la parte de procesamiento de la pieza de trabajo mediante la herramienta que exprime la deformación elástica-deformación plástica. El material de aleación de aluminio en sí tiene mejor dureza y extensión, y no es fácil romper las virutas, por lo que el filo de la herramienta debe estar afilado.
Están disponibles cortadores afilados de acero de alta velocidad, cortadores de aleación dura (cortadores de aluminio) y cortadores de PCD. El propósito es acortar la deformación elástica y el tiempo de deformación plástica de la pieza de trabajo en sí, y evitar que las rebabas rasguen las partes de procesamiento de las piezas.
Pero al mismo tiempo, el desgaste de la herramienta tiene una gran influencia en la formación de rebabas. Si se trata de una producción en masa continua, también es necesario considerar la resistencia al desgaste de la herramienta para mantener la herramienta en un estado afilado durante más tiempo. En este momento, se recomienda utilizar una herramienta PCD. También se pueden utilizar herramientas compuestas especiales (fresas compuestas, brocas compuestas, etc.) en el proceso de mecanizado. Las rebabas generadas por la herramienta anterior pueden eliminarse con la siguiente herramienta, que puede controlar la generación de rebabas y mejorar la calidad del procesamiento.
Ajuste los parámetros de corte
Por ejemplo:aumente el ángulo de inclinación de la herramienta, reduzca el grosor de corte, ajuste la velocidad de corte, etc., que se puede ajustar de acuerdo con la situación real.
Optimización de la trayectoria del cuchillo
La salida de la herramienta es el factor principal en la formación de rebabas en la dirección de corte. En circunstancias normales, la rebaba producida por la fresa cuando se desenrosca de la pieza de trabajo es relativamente grande, y la rebaba que se produce cuando se enrosca en la pieza de trabajo es relativamente pequeña. Por lo tanto, la fresa debe evitarse tanto como sea posible durante el proceso de mecanizado.
Otro ejemplo clásico:
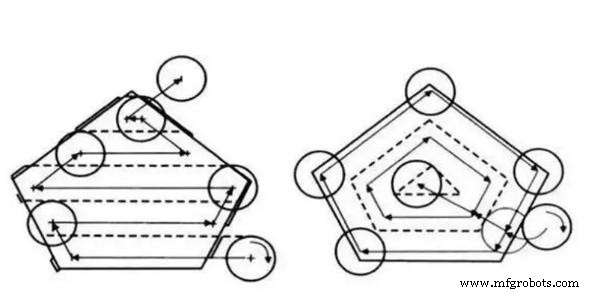
La imagen de la izquierda muestra el tradicional camino en zigzag. La parte sombreada de la imagen indica la parte que puede producir rebabas más grandes en la dirección de corte. La imagen de la derecha utiliza una trayectoria mejorada del cuchillo, que puede evitar la generación de rebabas de corte. Aunque la ruta de la derecha es un poco más larga que la ruta de la izquierda, se necesita un poco más de tiempo para el fresado, pero debido a que no hay un proceso de desbarbado adicional, cuando se combinan, la ruta que se muestra a la derecha es mejor en términos de control de las rebabas. Siga la ruta que se muestra a la izquierda (todos los bordes donde se encuentra la rebaba deben completarse al desbarbar).
Selección de fluido de corte
Utilice un fluido de corte con un buen rendimiento antiadherente para reducir el desgaste de la herramienta, prolongar su vida útil, lubricar el proceso de fresado y reducir el tamaño de las rebabas.
O otros métodos
Superposición de varias partes Mecanizado
De modo que el borde de corte de una parte esté cerca del borde de corte de otra parte. Esto no solo acorta la carrera de corte, mejora la eficiencia de la producción, sino que también mejora la rigidez de las piezas durante el procesamiento, reduce la deformación del corte y puede prevenir y reducir eficazmente la generación de rebabas.
Adjunto Mecanizado
usando varios archivos adjuntos para soporte auxiliar y llenado en el borde del procesamiento de la pieza. Por ejemplo, al procesar orificios pequeños en accesorios de tubería de pared delgada, inserte un mandril en la pieza y sáquelo después de taladrar, lo que puede evitar la deformación de la pieza y reducir la generación de rebabas en el orificio.
Proceso de manufactura
- Cómo reducir costos en proyectos de mecanizado CNC
- Mecanizado de aluminio:cómo mecanizar aleaciones de aluminio de forma eficaz
- Cómo reducir los costos de mecanizado CNC
- ¿Cómo reducir los costos de mecanizado CNC? – Guía para principiantes
- Cómo reducir la vibración en el fresado CNC:consejos para minimizar la vibración del mecanizado | CNCLATHING
- ¿Cómo reducir el costo de la pieza de mecanizado CNC?
- Cómo reducir la vibración y la vibración en el mecanizado CNC
- Mecanizado de alta velocidad para piezas de fresado de aluminio
- Cómo reducir la desviación de la herramienta en el mecanizado CNC
- ¿Qué es la desviación de la herramienta en el mecanizado CNC y cómo reducirla?
- ¿Cómo seleccionar un molino de mecanizado?