


Consejos para enhebrar y agregar inserciones en la impresión 3D
Hay una cosa fundamental que debe saber sobre el roscado y el montaje de insertos en piezas impresas en 3D:lo que puede y no puede fabricar depende de las propiedades del material tanto de la pieza como del inserto. Una segunda cosa a tener en cuenta:vale la pena diseñar para grifos e insertos estándar siempre que sea posible.
 Los insertos termofijados de latón son posibles para componentes fabricados con SLS y MJF.
Los insertos termofijados de latón son posibles para componentes fabricados con SLS y MJF. Piezas SLS y MJF con insertos termoestables
Las piezas de nailon que se imprimen con los procesos de sinterización selectiva por láser (SLS) o Multi Jet Fusion (MJF) pueden aprovechar los tamaños estándar de los insertos de latón termofijados. ¿Por qué latón? El latón es un metal blando con bajas temperaturas de recocido. Antes de que los insertos de latón se asienten en los agujeros, se calientan rápidamente con un soldador. Esto deforma el nailon, lo que le permite fluir y llenar los vacíos alrededor del inserto, proporcionando un agarre sólido alrededor del inserto después del enfriamiento. El uso de un inserto termofijado de latón en su diseño también puede ayudar a garantizar la durabilidad. Si necesita un inserto termofijado que sea diferente al latón, los insertos de aluminio o acero inoxidable también son una opción.
Resistencia del inserto termofijado en piezas SLS y MJF
Hemos realizado algunas pruebas internas de resistencia a la tracción en insertos termofijados instalados en nailon, y esto es lo que puede esperar. Si bien entran en juego muchas variables, las plaquitas más grandes y más largas que tienen una mayor área de superficie son más fuertes que las más pequeñas. Nuestras pruebas sugieren cargas máximas que van desde aproximadamente 100 libras para insertos muy pequeños hasta, en algunos casos, más de 700 libras para nuestros insertos más grandes. Eso le da cierta sensación de limitaciones, pero le recomendamos que pruebe la funcionalidad para su aplicación específica, especialmente si su pieza experimentará cargas repentinas, repetidas y/o no uniformes. También es importante saber que las plaquitas más largas/más altas con un tamaño de rosca equivalente son más resistentes que las plaquitas más cortas. La cantidad de resistencia añadida varía según el tamaño de la plaquita, pero nuestras pruebas indican que las plaquitas altas añaden aproximadamente un 30 % de resistencia a la tracción en comparación con las plaquitas más cortas.
Piezas SLA con insertos de ajuste a presión
El estilo del inserto difiere para las piezas que se imprimen mediante el proceso de estereolitografía (SLA). En este caso, se utilizan insertos de ajuste a presión estándar. No requieren calefacción para fraguar. En cambio, estos insertos de ajuste a presión están reforzados con epoxi para mayor resistencia y seguridad.
Tocando piezas SLA, SLS, MJF
Hacer agujeros en plásticos impresos en 3D es menos común que ensamblar insertos. Sin embargo, en su caso, es posible que se prefiera el roscado a las inserciones si mantener una estética uniforme es fundamental o si no se desean propiedades metálicas. Disponemos de tamaños de grifo estándar, pero si hay algo que necesita, solo pregunte. Aquí hay una lista de nuestros insertos termofijados, insertos de ajuste a presión y machos de roscar comúnmente almacenados. Podemos trabajar con usted para garantizar que se elija la profundidad adecuada.
Inserciones y tamaños de machos en inventario
| Inserciones de termofijado en stock para piezas de nailon | Inserciones de ajuste a presión en stock para piezas SLA | Tamaños de machos disponibles para piezas SLA | Tamaños de machos disponibles para piezas de plástico | ||
| ESTÁNDAR | MÉTRICO | TNP | |||
| 0-80 | 0 - 80 | 0 - 80 | M1,2 x 0,25 | 1/16 - 27 | 2-56 |
| 2-56 | 2 - 56 | 1 - 64 | M1,4 x 0,25 | 1/8 - 27 | 4-40 |
| 4-40 | 4 - 40 | 1 - 72 | M1,6 x 0,35 | 1/4 - 18 | 6-32 |
| 6-32 | 6 - 32 | 2 - 56 | M2x0,4 | 1/2 | 8-32 |
| 8-32 | 8 - 32 | 3 - 48 | M3x0,5 | 3/8 - 18 | 10-24 |
| 10-24 | 10 - 24 | 3 - 56 | M4x0,7 |
| 10-32 |
| 10-32 | 10 - 32 | 4 - 40 | M5x0,8 |
| 1/4"-20 |
| 1/4"-20 | 3/8 - 16 | 4 - 48 | M6x1,0 |
| 1/4"-28 |
| M1,6x0,35 | 1/4 - 20 | 5 - 40 | M8x1,0 |
| 5/16"-18 |
| M2x0,4 | 5/16 - 18 | 6 - 32 | M8x1,25 |
| 3/8"-16 |
| M2,5x0,45 | M1.6 - .35 | 6 - 40 | M12x1,75 |
| 1/8"-27 |
| M3x0,5 | M2 - 0,4 | 8 - 32 | M14x1,0 |
| 1/2"-13 |
| M4x0,7 | M2,5 - 0,45 | 8 - 36 | M18x1,0 |
| M2 x 0,40 |
| M5x0,8 | M3 - 0,5 | 10 - 24 | M20x1,5 |
| M2,5 x 0,45 |
| M6x1 | M3,5 - 0,6 | 10 - 28 |
|
| M3x0,50 |
| M8x1,25 | M4 - 0,7 | 10 - 32 |
|
| M3,5 x 0,60 |
| M5 - 0,8 | 12 - 24 |
|
| M4x0,70 | |
| M6-1,0 | 1/4 - 20 |
|
| M5x0,80 | |
| M8-1,25 | 1/4 - 28 |
|
| M6x1,00 | |
| 3/8 - 16 |
|
| M8 x 1,00 | ||
|
|
| 3/8 - 18 |
|
| M8 x 1,25 |
|
|
| 3/8 - 24 |
|
| M10x1,00 |
|
|
| 5/16 - 18 |
|
|
|
|
|
| 5/16 - 24 |
|
|
|
|
|
| 7/16 - 20 |
|
|
|
|
|
| 7/16 - 14 |
|
|
|
|
|
| 1/2 - 12 |
|
|
|
|
|
| 1/2 - 20 |
|
|
|
|
|
| 3/4 - 16 |
|
|
|
|
|
| 5/8 - 18 |
|
|
|
|
|
| 9/16 - 18 |
|
|
|
|
|
| 15/16 - 16 |
|
|
|
Diseño para roscado e inserciones en piezas de plástico impresas en 3D
Al determinar el tipo y el tamaño del macho de roscar o los insertos que necesitará, asegúrese de proporcionarnos dibujos técnicos que indiquen claramente el tamaño de la rosca, el paso y los requisitos de profundidad. Cuando diseñe insertos termofijados, asegúrese de seguir las pautas de la siguiente tabla para un mejor ajuste. Si bien no podemos garantizar el tamaño de ajuste o la profundidad de los insertos, nos aseguramos de que estén al ras con la superficie de la pieza. En algunos casos, hemos construido plantillas personalizadas para ciertos requisitos del cliente.
Requisitos de diseño para insertos de termofijado y ajuste a presión:
- Grosor de pared mínimo :0,030 pulg. (0,762 mm)
- Distancia mínima a elementos adyacentes :0,250 pulgadas (6,35 mm)
- Altura máxima de entidades adyacentes : 4,0 pulg. (101,6 mm)
Persiguiendo frente a roscando hilos en piezas metálicas impresas en 3D
Si busca hilos funcionales para un prototipo de metal, debe modelar e imprimir la estructura de los hilos. Después de la construcción, esa estructura helicoidal se puede perseguir con un toque manual para garantizar la funcionalidad. Esto es lo suficientemente funcional para muchas aplicaciones que no son de precisión, y es mucho más económico y rápido porque elimina la necesidad de una configuración de mecanizado completa. Algunos clientes optan por seguir los hilos ellos mismos, pero podemos hacerlo por un costo relativamente bajo. La desventaja de los hilos que se persiguen a sí mismos es que la alineación y la calidad de los hilos no serán tan precisas. Si tiene una orientación extraña en sus hilos impresos, eso podría conducir a una pérdida muy pequeña de precisión o alineación posicional final. Por este motivo, si su pieza tiene un requisito de diseño de producción, se recomienda que las roscas finales se mecanicen después de la construcción para garantizar la precisión. Los hilos mecanizados pueden tener tolerancias mucho más estrictas. Cabe señalar que, al seleccionar materiales, es difícil seguir los hilos en Inconel 718 y el cromo cobalto, ya que estos metales son más duros que el propio grifo. Esto hace que los hilos pequeños sean especialmente difíciles en estos dos materiales.
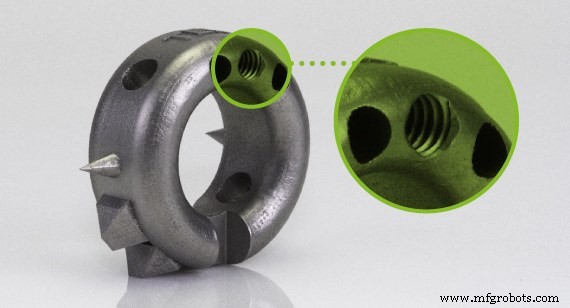
 Aquí hay una parte real que destaca las diferencias en la precisión que puede esperar con un hilo impreso, perseguido y golpeado.
Aquí hay una parte real que destaca las diferencias en la precisión que puede esperar con un hilo impreso, perseguido y golpeado. Ventajas de perseguir o golpear piezas metálicas
| Persiguiendo hilos | Tocando hilos |
| Tiempo de entrega más rápido | ✔ |
|
| Precios económicos | ✔ |
|
| Prototipo funcional | ✔ |
|
| Pieza de precisión |
| ✔ |
 El roscado es posible en piezas metálicas impresas en 3D, pero puede ser un desafío perseguir hilos en piezas construidas en Inconel y materiales de cromo cobalto.
El roscado es posible en piezas metálicas impresas en 3D, pero puede ser un desafío perseguir hilos en piezas construidas en Inconel y materiales de cromo cobalto. Diseño para roscado e inserciones en piezas metálicas impresas en 3D
Cuando obtiene una cotización de sus piezas, es importante proporcionar toda la información necesaria sobre los hilos en los dibujos técnicos. Podemos revisar cualquier dibujo técnico para obtener una cotización que indique claramente el tamaño de la rosca, el paso, la clase de ajuste y los requisitos de posición.
Inserciones de solicitudes especiales y más
Entonces, esa es una descripción general de cómo generalmente acomodamos a los clientes de impresión 3D. Dicho esto, si tiene una solicitud de diseño lista para usar, no dude en preguntarnos. Siempre puede enviarnos los insertos que le gustaría que usemos, o podemos encargarlos por usted. Incluso podemos obtener insertos más grandes para piezas más grandes. ¿Necesita pasadores ensamblados? Te tenemos cubierto. Solo pregunta. Siempre revisamos su pieza teniendo en cuenta sus requisitos de diseño. Y no olvide que nuestros ingenieros de aplicaciones están aquí para ayudarlo a guiarlo a través del tiempo de entrega, el análisis de costos y los objetivos de diseño cuando se trata de roscado e insertos en piezas impresas en 3D.
Rachel Hunt es la directora de línea de servicios de impresión 3D en Protolabs .
Tecnología Industrial
- Aplicación destacada:Impresión 3D para piezas de turbinas
- Consejos y trucos para soldar Inconel
- Cuatro consejos para agregar servicios LTL a su corretaje
- Victrex y Bond se asocian para la impresión 3D de piezas PAEK
- Prácticas de diseño para ahorrar costos y consejos para gabinetes y piezas de chapa personalizadas
- Consejos para moldes de impresión 3D
- Consejos para el mecanizado CNC de titanio:aeroespacial y más
- Consejos de colaboración en la nube para maquinistas e ingenieros remotos
- La asombrosa evolución de la impresión 3D en la industria aeroespacial y de defensa
- 4 consejos y desafíos para una mejor gestión de activos de IIoT
- Consejos de diseño para la impresión 3D de sinterización directa de metal por láser