


Consejos para la impresión 3D:después de la impresión
Para finalizar la serie "Consejos para la impresión 3D", el siguiente artículo se centra en consejos después de la impresión 3D, incluyendo cómo separar la pieza de la base y limpiar el extrusor después de utilizar materiales que contienen fibras, que son propensos a generar atascos, como el PLA-Fibra de Carbono.
1. Separar la pieza de la base
Cuando finaliza una impresión 3D, un período de tiempo (5-10 minutos) debe permitirse antes de separar la pieza de la base y manipularla para que se enfríe lo suficiente y esté por debajo de la temperatura de reblandecimiento. Si esto no se cumple, la pieza de trabajo se deformará y perderá algo de calidad de acabado. Pasado el tiempo indicado anteriormente, la pieza se puede separar, ayudando, si es posible, con una espátula. Si no dispone de una espátula, espere hasta que la base esté a temperatura ambiente o utilice una técnica rudimentaria de enfriamiento rápido, como introducir la base en un frigorífico o congelador o verter la base por el lado opuesto a la pieza con agua fría hasta se escucha un crujido, indicando que la pieza ya se ha desprendido parcialmente de la base y ya se puede separar a mano.
Cuando los materiales son sensibles a los cambios bruscos de temperatura (ABS o Nylons), se debe realizar una disminución gradual de la temperatura de la base después de terminar la impresión 3D para evitar deformaciones en la pieza. Este proceso se puede realizar con programas como el Simplify3D, programando la temperatura base descenso en intervalos de 5 ºC hasta alcanzar la temperatura ambiente.
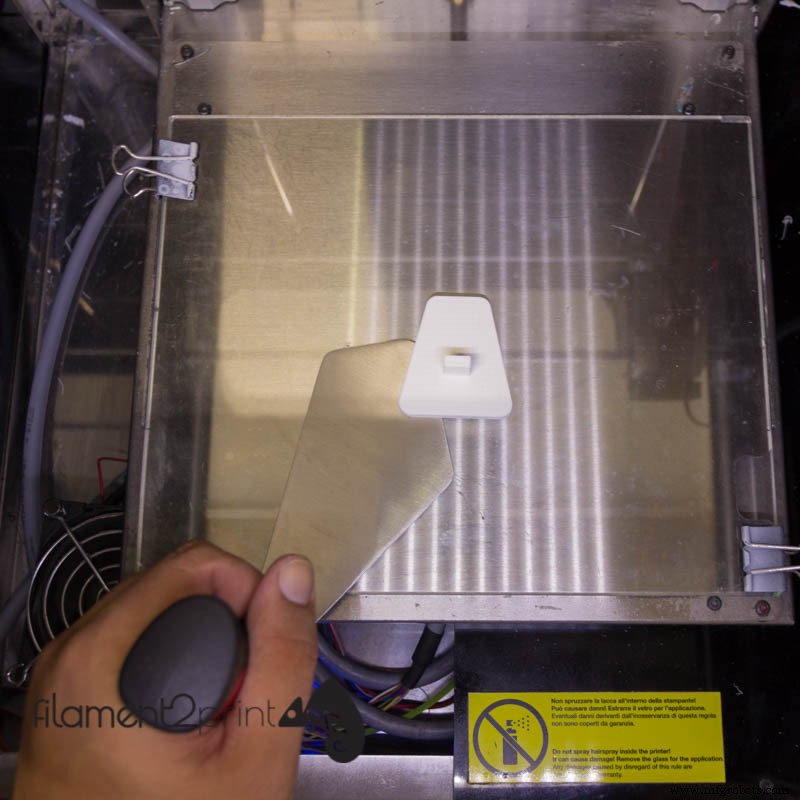
Imagen 1:BuildTak de espátula

Imagen 2: Filamento de limpieza Smart Clean
2. Limpieza del extrusor
Después de usar materiales abrasivos que contienen fibras y son propensos a atascarse , como PLA-Fibra de carbono o Nylon-Fibra de carbono CF15, el usuario debe limpiar el interior de la extrusora para que no solidifiquen los escombros estos filamentos y no futuros atascos. Para ello el filamento limpiador Smart Clean se puede utilizar, un material que se utiliza a 10 °C más que la temperatura del filamento de la última impresión 3D, durante un poco más de 1 metro o hasta que el filamento salga de la boquilla libre de restos del material de la 3D anterior impresión. Esta operación evita que se produzcan atascos y aumenta la vida útil del extrusor.
3. Limpieza de la base
Muchas impresoras 3D tienen una base de vidrio u otro tipo de base donde se rocía spray (3DLac o DimaFix) que ayuda a la adherencia de la pieza durante varias impresiones. Después de varios usos, el spray debe rociarse de nuevo , pero no antes de lavar la base con agua (mejor fría) y con jabón. Basta con aplicar un poco de jabón sobre la base, un poco de agua y frotar con la mano, es más que suficiente para limpiar la base. Por último, sécalo con papel y comprueba que no quedan restos de spray en la base.
4. Consulta las dimensiones y acabado de la pieza
Después de retirar la pieza de la base de la impresora, se debe realizar una revisión general de las dimensiones y el acabado para garantizar que la impresora 3D funciona correctamente. Con un calibrador se deben medir las dimensiones externas de la pieza y los huecos internos si los hubiere, si estos no son correctos se debe revisar la calibración de la impresora 3D, principalmente la base y los pasos de los motores. Si el acabado de la superficie no es bueno, probablemente sea culpa de que la temperatura de impresión que se está utilizando no sea la correcta o que el extrusor (o la boquilla) esté sucio o en mal estado.
Imagen 3: Medida de diámetro teórico

Imagen 4: Medida del diámetro real
5. Acabado de superficies
Al fabricar piezas que necesitan un excelente acabado superficial, algunas de las técnicas de acabado como aplicar acetona o vapor de acetona (válido solo para piezas fabricadas en ABS) o aplicar algún producto de acabado como revestimiento de resina epoxi (XTC) que, además, permiten lijar o pintar a posteriori y así obtener un acabado prácticamente liso para que no se aprecien las capas en la pieza.
Vídeo 1:Acabado de superficies con XTC
Este artículo concluye la serie de "Consejos para la impresión 3D", en la que se han expuesto los problemas más comunes antes, durante y después de la impresión 3D FDM/FFF y se han explicado las principales soluciones para evitarlos o solucionarlos.
Impresión 3d
- ¿Materiales de impresión 3D para viajes espaciales?
- Introducción a la impresión 3D para moldeado en arena
- 4 consideraciones de diseño importantes para la impresión 3D
- Aplicación destacada:Impresión 3D para rodamientos
- Aplicación destacada:Impresión 3D para calzado
- Introducción a la impresión 3D para la educación
- Consejos de diseño para la impresión 3D de estereolitografía
- Consejos para moldes de impresión 3D
- 10 materiales más fuertes para impresión 3D
- Consejos de diseño para la impresión 3D Carbon DLS™
- Consejos de diseño de impresión 3D de Polyjet