


Configuración óptima de compatibilidad con PrusaSlicer para impresiones 3D confiables
En PrusaSlicer, la configuración de soporte correcta es esencial para impresiones exitosas, especialmente cuando un modelo contiene voladizos o estructuras en el aire. Los soportes configurados correctamente mantienen la pieza estable durante la impresión, reducen el desperdicio de filamento y hacen que el posprocesamiento sea sencillo.
Por el contrario, los soportes mal generados pueden resultar difíciles de retirar, dejando abolladuras o incluso fracturas en modelos delicados.
A continuación se muestra una guía detallada que se basa en la experiencia del mundo real y las mejores prácticas de expertos para ayudarle a configurar PrusaSlicer para una generación de soporte óptima.
Debido a que la configuración ideal depende de su impresora, material y geometría del modelo, las recomendaciones siguientes sirven como punto de partida que es posible que deba modificar para su configuración específica.
Estas son las opciones principales de soporte de PrusaSlicer que querrás revisar:
- Generar material de apoyo
- Umbral de saliente
- Estilo
- Capas de balsa
- Distancia Z de contacto de la balsa
- Distancia Z de contacto superior e inferior
- Patrón
- Espaciado de patrón
- Capas de interfaz
- Patrón de interfaz
- Espaciado del patrón de interfaz
- Separación XY entre un objeto y un soporte
- Ángulo máximo de rama
- Diámetro de la rama
- Distancia de sucursal
Generar material de apoyo
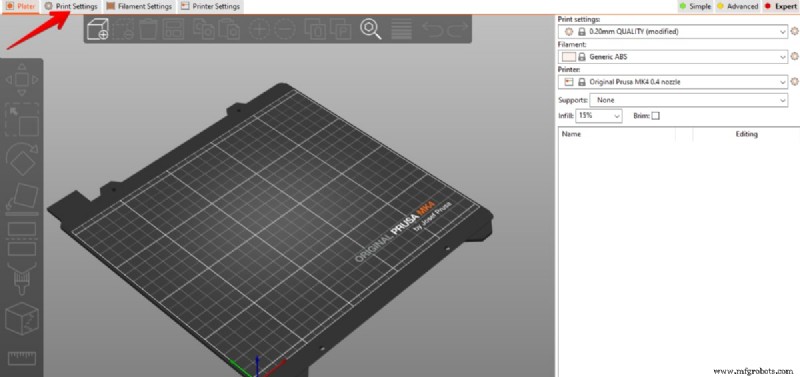
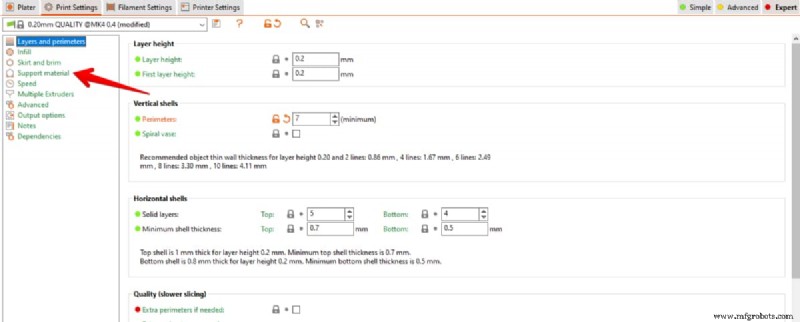
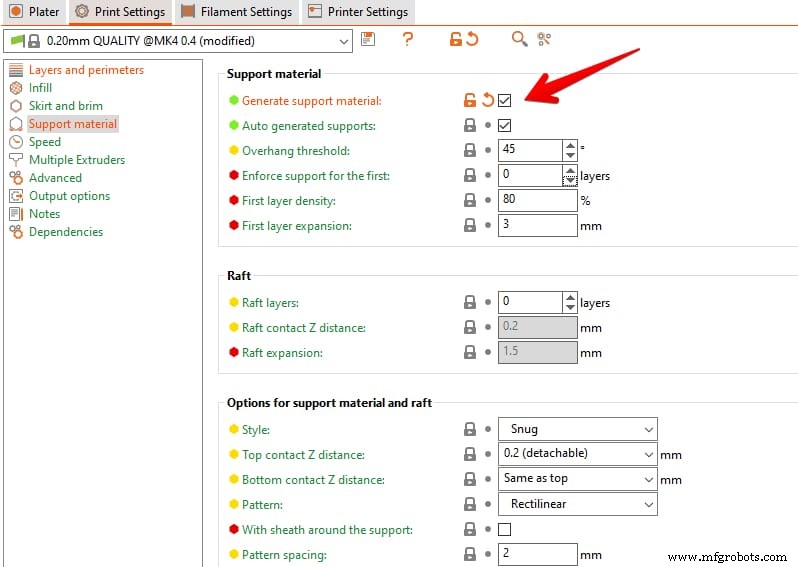
Para habilitar los soportes, abra la Configuración de impresión panel en el menú superior y navegue hasta Material de soporte sección. El Generar material de apoyo la casilla de verificación está deshabilitada de forma predeterminada; márquelo si su modelo contiene voladizos que de otro modo colapsarían.
Una vez habilitado, puede ajustar los parámetros de soporte restantes. Recuerda que cada soporte consume filamento y suma al tiempo total de impresión.
Es posible reducir la cantidad de soporte reorientando o dividiendo el modelo para minimizar los voladizos antes de cortar.
Puede optar por la generación de soporte totalmente automatizada o aplicar soportes manualmente, según su flujo de trabajo.
Soportes generados automáticamente
Cuando Soportes generados automáticamente está marcada, PrusaSlicer coloca automáticamente soportes dondequiera que se exceda el umbral de voladizo. El umbral predeterminado es 45°, pero puedes ajustarlo para controlar la densidad de los soportes.

Los soportes automáticos son ideales para principiantes o cuando no estás seguro de cuál es la ubicación óptima. Se pueden configurar para generar soportes En todas partes (desde la placa de construcción y cualquier sección sobresaliente) o Solo en la placa de construcción (lo que puede reducir el contacto con elementos delicados pero puede dejar salientes sin soporte).
Soportes manuales
Los soportes manuales le brindan control total sobre dónde aparece el material de soporte. Esto puede ahorrar filamento y tiempo de impresión si confías en colocarlos estratégicamente.
PrusaSlicer ofrece dos modos manuales:
- Pintura sobre Soportes – Resalte las áreas que necesitan apoyo.
- Apoyo a ejecutores y bloqueadores – Agregue o elimine puntos de soporte según el modelo.
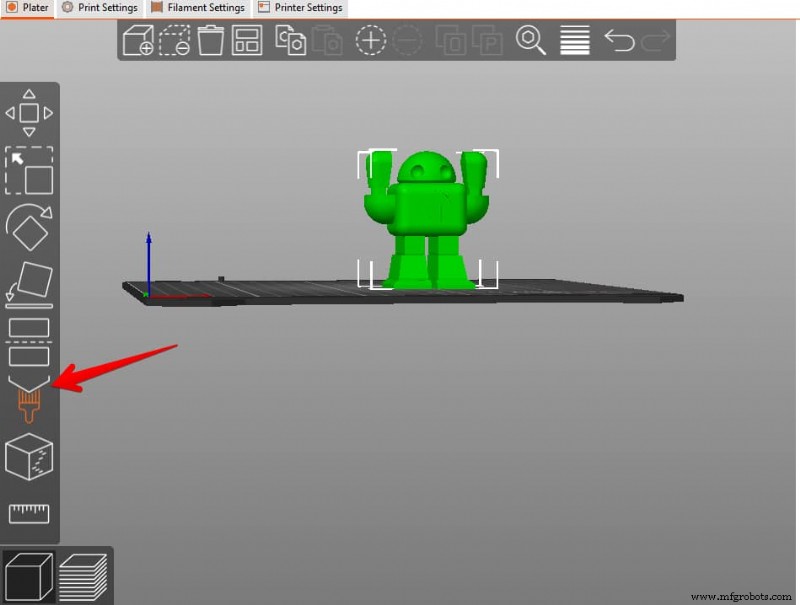
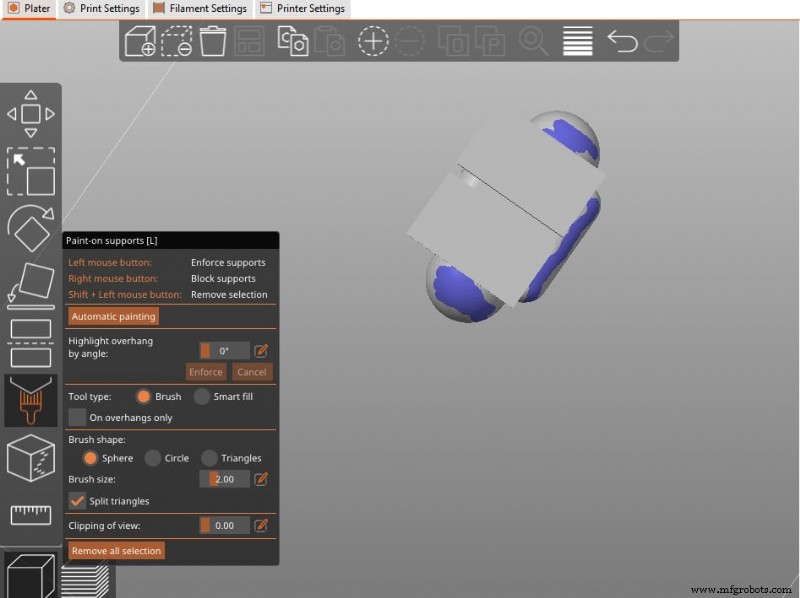
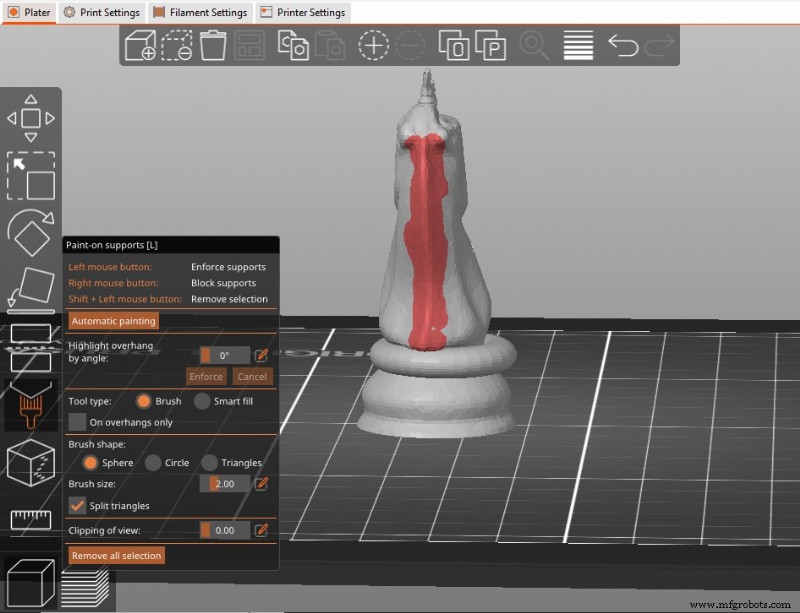
Pintura sobre Soportes
Con el icono del pincel en el panel izquierdo, pinte las regiones deseadas. Después de pintar, cambie el modo de soporte a Solo para agentes de soporte y corte para ver los resultados.
Mira este vídeo de ModBot para un recorrido visual.
Apoyar a los ejecutores y bloqueadores
Haga clic derecho en la superficie del modelo para colocar bloqueadores (para evitar soportes donde el detalle es crítico) o refuerzos (para forzar el soporte en un punto específico).
Después de agregar un bloqueador, se vuelve rojo. Vuelva a cortar para confirmar el diseño de soporte actualizado.
Los encargados de hacer cumplir el apoyo son útiles cuando sólo se necesitan unos pocos apoyos aislados. También pueden dividir puentes largos en segmentos más cortos y confiables.
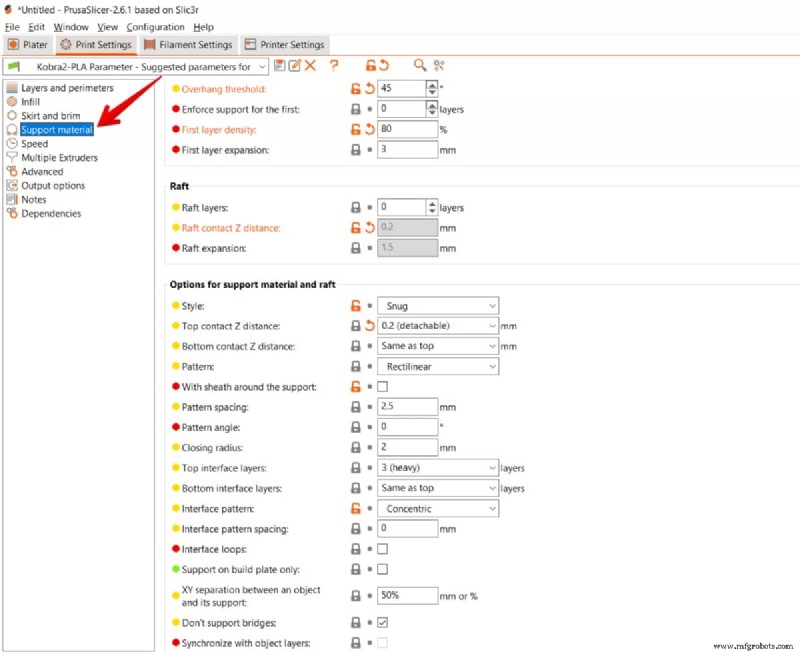
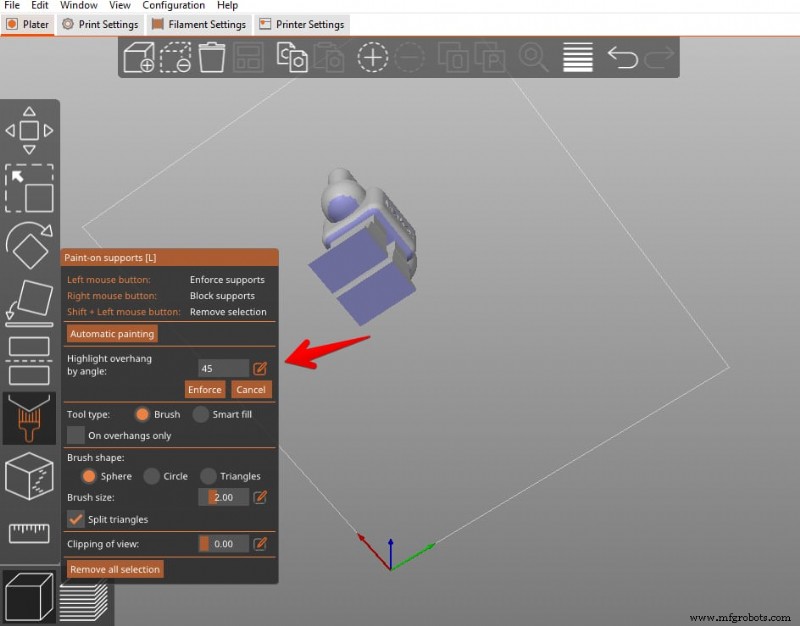
Umbral de saliente
El umbral de voladizo define el ángulo mínimo (desde el plano horizontal) en el que el rebanador decidirá que una característica requiere soporte. El valor predeterminado de PrusaSlicer es 45°, ajustable entre 0° y 90°.

Reducir el umbral reduce el número de soporte, pero puede correr el riesgo de fallar; elevarlo aumenta la densidad del soporte y el uso del filamento.
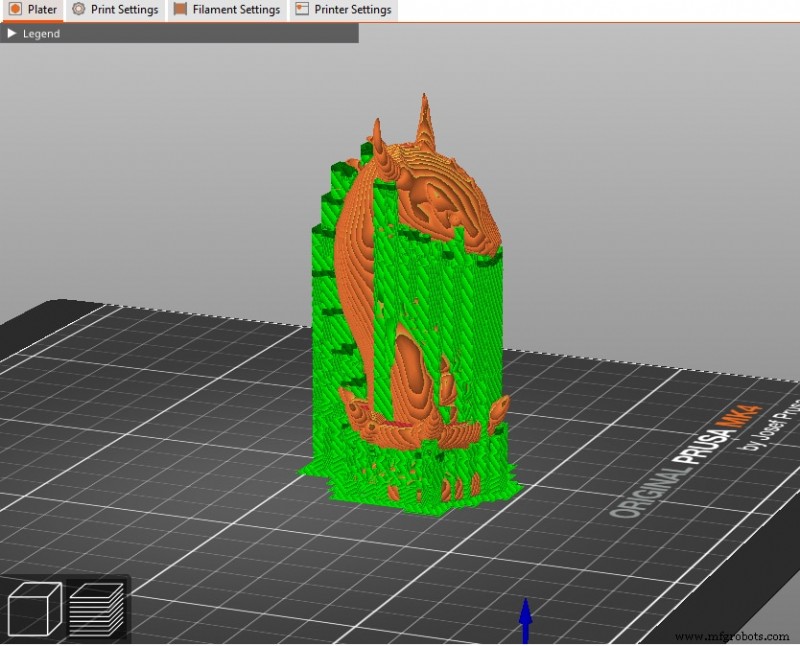
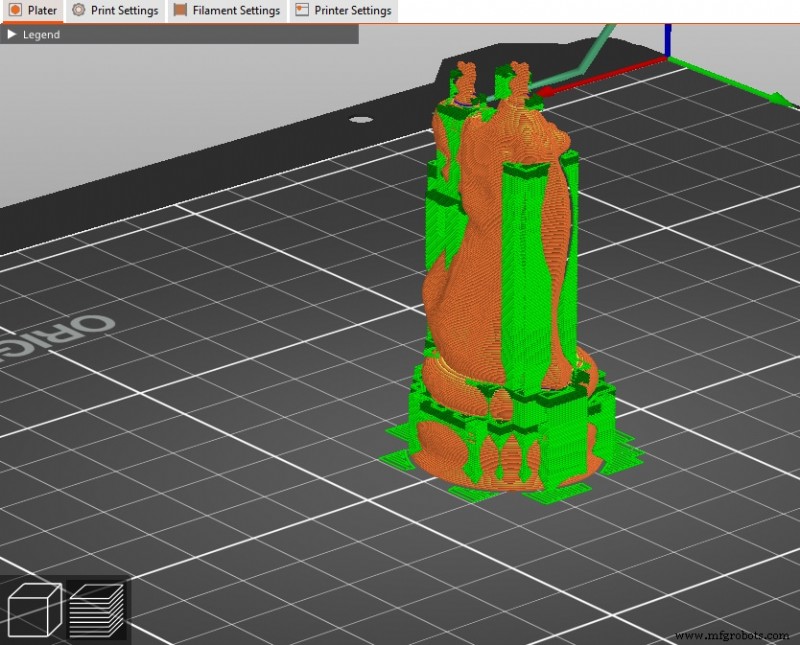
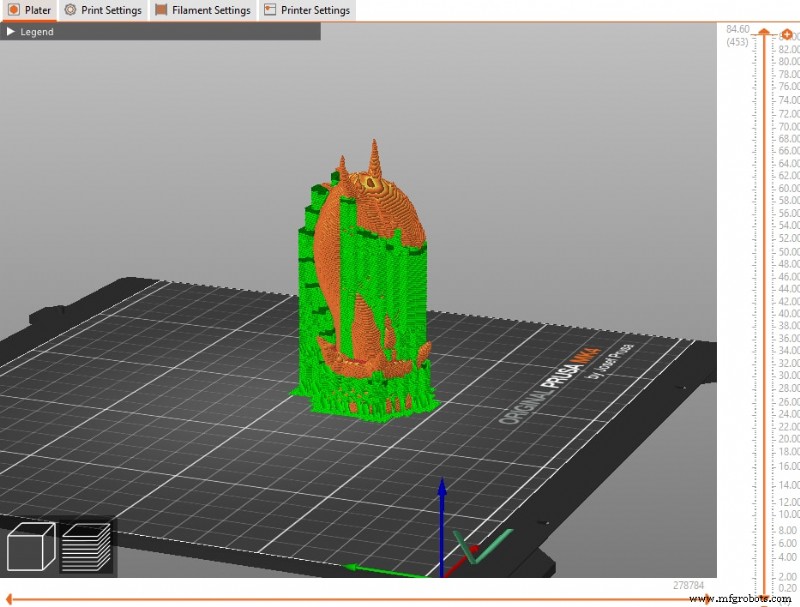
El sombreado azul codificado por colores en la vista previa indica las áreas programadas para recibir soporte.
Estilo
PrusaSlicer ofrece tres estilos de soporte, cada uno de los cuales equilibra la velocidad de impresión, el uso del filamento y la facilidad de posprocesamiento.
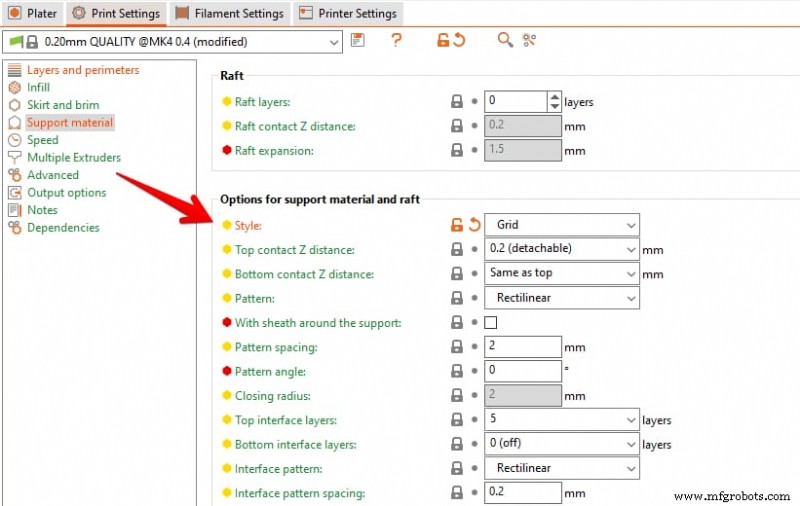
- Cuadrícula – El valor predeterminado. Robusto, fácil de quitar, pero puede extenderse más allá del perímetro del modelo.
- Cómodo – Minimiza el contacto con el modelo, ahorrando filamento, pero puede rayar la superficie y es más difícil de quitar.
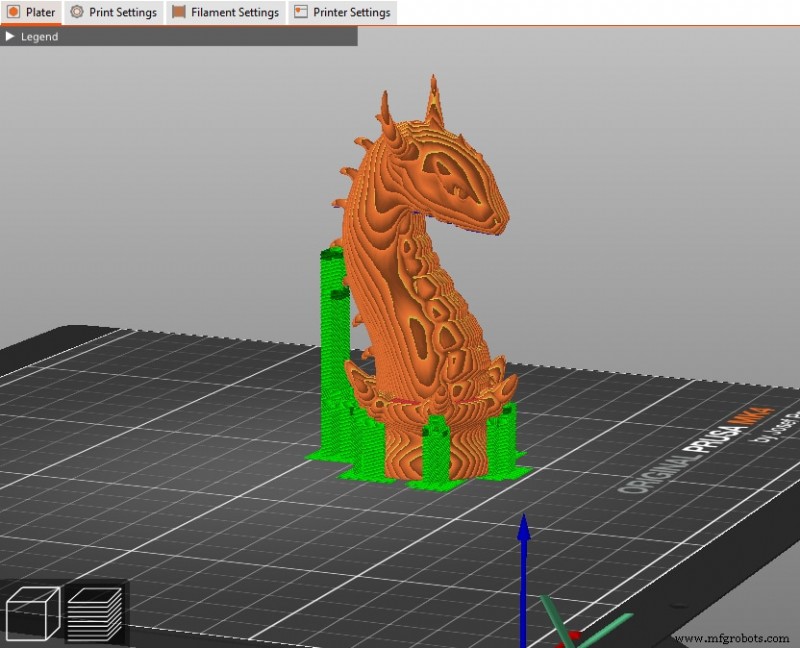
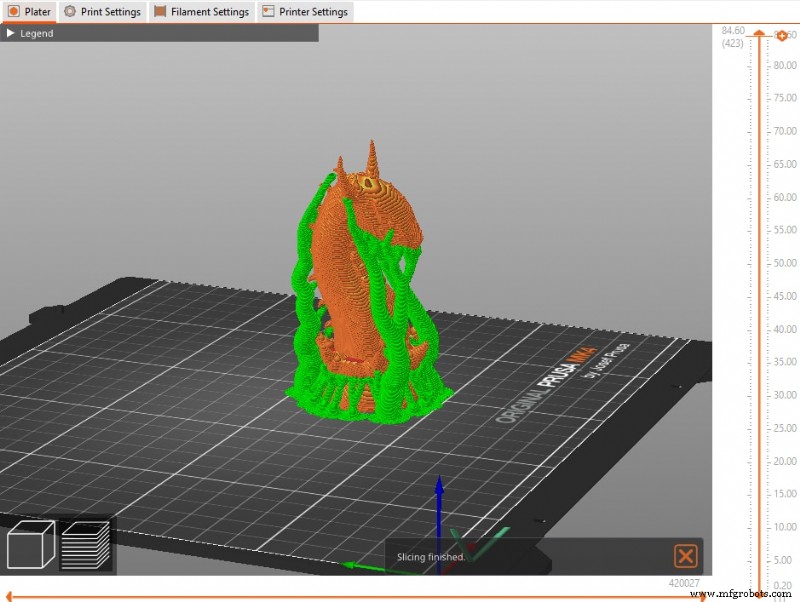
- Orgánico – El estilo más nuevo. Las ramas crecen solo donde se necesitan, lo que da como resultado soportes livianos y fácilmente extraíbles que rara vez tocan superficies no críticas.
Para geometrías complejas o delicadas, Organic suele ser la mejor opción. Si experimenta problemas de adhesión, aumente la Expansión de la primera capa valor para ampliar el área de contacto base.
Capas de balsa
Agregar capas de balsa puede mejorar la adherencia del lecho y la calidad de la superficie para modelos con mala adherencia o bases delgadas. Normalmente son suficientes de 1 a 3 capas; el valor predeterminado es cero.

Distancia Z de contacto de la balsa
Este espacio vertical entre la balsa y el modelo suele ser mínimo. Un espacio de 1 mm funciona bien para la mayoría de las interfaces solubles, equilibrando la facilidad de separación y adhesión.

Distancia Z de contacto superior e inferior
La distancia de contacto entre la interfaz de soporte y las superficies superior/inferior del modelo determina la seguridad con la que se sujeta el soporte y al mismo tiempo permite una fácil extracción.

Prusa recomienda establecerlo entre el 50% y el 75% de la altura de la capa. Los usuarios suelen duplicar la altura de la capa para obtener una interfaz limpia y desmontable.
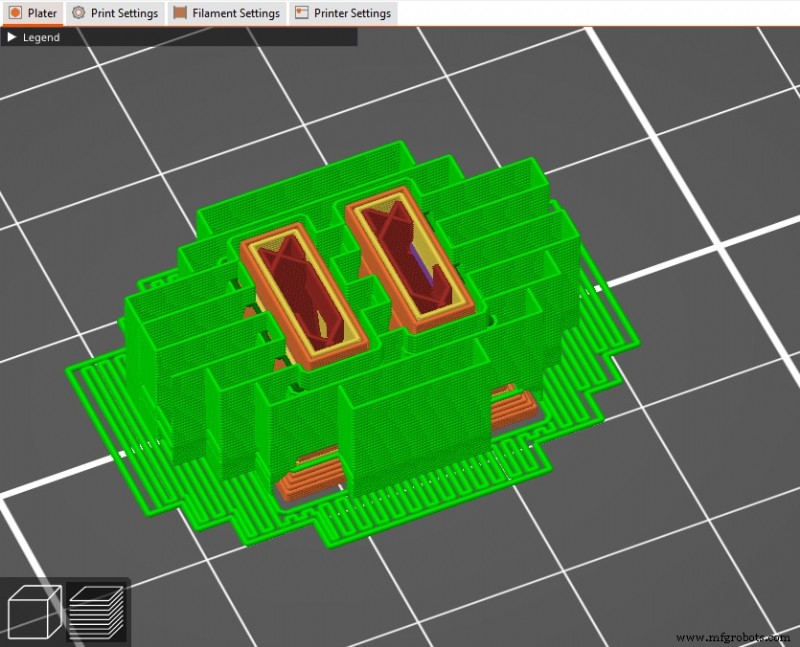
Patrón
Los patrones de relleno de soporte influyen tanto en la resistencia como en la facilidad de eliminación. PrusaSlicer ofrece:
- Rectilíneo – Líneas rectas; más ligero y más fácil de quitar.
- Cuadrícula rectilínea – Agrega líneas entrelazadas para mayor resistencia; más difícil de eliminar.
- Panal – Células hexagonales; Máxima rigidez pero también más difícil de quitar y más filamentoso.
Espaciado de patrón
El espaciado controla la densidad con la que se empaquetan las líneas de soporte. El valor predeterminado de 2 mm funciona en la mayoría de los casos, pero el de 3 a 6 mm puede ahorrar material y reducir el tiempo de impresión a costa de un soporte más débil.

Capas de interfaz
Las capas de interfaz forman el contacto directo con el modelo y son más densas que el resto del soporte. Menos capas (1 a 4) proporcionan una conexión fuerte sin dejar de ser removibles.

Patrón de interfaz
Elige entre Rectilíneo (para soportes no solubles) y Concéntrico (para soportes solubles) para que coincida con su material.

Espaciado del patrón de interfaz
El espaciado típico es de 0,2 mm. Ajústelo solo si nota dificultades para quitar los soportes.

Separación XY entre un objeto y un soporte
El ancho del espacio entre el modelo y el soporte influye en el área de contacto y la facilidad de extracción. Expresado en mm o como porcentaje del ancho del perímetro exterior.

Ángulo máximo de rama
Para soportes orgánicos, esto define qué tan pronunciadas crecen las ramas en relación con el modelo. Los ángulos más bajos producen ramas verticales y estables; Los ángulos más altos permiten que las ramas abarquen espacios más grandes pero reducen la estabilidad.

Diámetro de rama
Las ramas más delgadas son livianas pero menos resistentes; un diámetro de 2 mm es un buen compromiso para la mayoría de las impresiones. Aumente el diámetro para modelos pesados o de gran escala.

Distancia de sucursal
Define el espacio entre ramas cuando entran en contacto con el modelo. Las distancias más pequeñas mejoran el soporte pero dificultan la extracción. Según la experiencia del usuario, una distancia Z de 0,25 mm y una distancia XY del 75 % funcionaron bien para PLA con boquillas de 0,25 mm y 0,4 mm.

Un miembro de la comunidad recomienda:
- Distancia de contacto Z:0,2 mm
- Patrón rectilíneo
- Funda alrededor del soporte:desactivada
- Espaciado entre patrones:3 mm
- Ángulo del patrón:0
- Capas de interfaz:4
- Espaciado entre patrones de interfaz:0,24 mm
- Bucles de interfaz:deshabilitados
- Soporte solo en placa de construcción:habilitado
- Separación XY:75%
- No admite puentes:habilitado
Estas configuraciones a menudo producen soportes limpios y removibles mientras mantienen bajo el uso de filamento.

—Michael Dwamena
Michael Dwamena es el fundador de 3D Printerly, una plataforma dedicada a simplificar la impresión 3D tanto para aficionados como para profesionales. Con más de 20 impresoras de filamentos y resina, ha acumulado una amplia experiencia en el mundo real y es autor de más de 900 artículos que guían a millones de personas a través de las complejidades de la impresión 3D.
Impresión 3d
- Dunlop para imprimir en 3D todas las herramientas con la impresora Markforged
- Respuesta de Markforged a COVID-19
- Entrevista con el experto:Chris Prucha, director ejecutivo de Origin, sobre por qué la industria de AM necesita un ecosistema de materiales abiertos
- ¿Qué aporta la impresión 3D a la industria aeroespacial?
- Entrevista con el experto:Scott DeFelice de Oxford Performance Materials sobre la evolución de los polímeros de alto rendimiento para la impresión 3D
- Posprocesamiento para impresión industrial 3D:el camino hacia la automatización
- ¿Cuál es la diferencia entre Kevlar® y fibra de carbono?
- Filamentos solubles para soporte
- Cómo hacer una litofana impresa en 3D
- Gemelos unidos y modelos quirúrgicos impresos en 3D
- OEM extranjeros de bajo costo:la creciente amenaza a la seguridad de la fabricación digital