


Ciclo de taladrado profundo de alta velocidad Fanuc G73:ciclo de taladrado con rotura de viruta
Ciclo de taladrado de alta velocidad Fanuc G73
El ciclo de taladrado profundo de alta velocidad Fanuc G73 realiza un taladrado profundo de alta velocidad. Realiza un avance de corte intermitente hasta el fondo de un agujero mientras extrae virutas del agujero. 
El ciclo de taladrado de alta velocidad Fanuc G73 también se denomina ciclo de taladrado con rotura de viruta Fanuc G73. El ciclo de taladrado de alta velocidad Fanuc G73 se utiliza en el control Fanuc con fresadoras CNC.
Programación
G73 X Y Z R Q F K
G73 es un código G modal, por lo que permanecerá vigente hasta que se cancele.
Parámetros
| Parámetro | Descripción |
|---|---|
| XY | Datos de posición del agujero |
| Z | Profundidad Z (avance a profundidad Z a partir del plano R) |
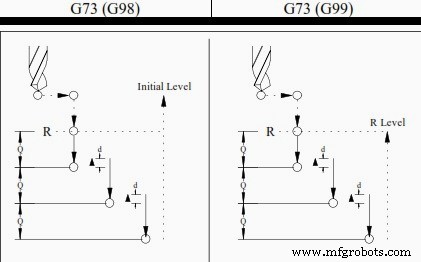
| R | La distancia desde el nivel inicial hasta el nivel del punto R (Posición del plano R) |
| Q | Profundidad de corte para cada avance de corte (profundidad de cada paso) |
| F | Velocidad de avance de corte |
| K | Número de repeticiones (si es necesario) |
Funcionamiento del ciclo
La herramienta se sumerge en la pieza de trabajo para el avance Q, retrocede (retracción) 1 mm para romper las virutas, vuelve a sumergirse hasta alcanzar la profundidad final y luego se retrae con un avance rápido. Retractación La cantidad de retracción se puede establecer en el parámetro 5114
G98 G99
Cuando G98 está activo, el eje Z volverá a la posición de inicio (plano inicial) cuando complete una sola operación. Cuando G99 está activo, el eje Z volverá al punto R (plano) cuando el ciclo fijo complete un solo orificio. Entonces la máquina irá al siguiente hoyo. Generalmente, G99 se usa para la primera operación de perforación y G98 se usa para la última operación de perforación
Cancelar G73
Para cancelar el ciclo fijo Fanuc G73, use G80 o un código G del grupo 01. Grupo 01 Códigos G G00 :Posicionamiento (recorrido rápido) G01 :Interpolación lineal G02 :Interpolación circular o interpolación helicoidal (CW) G03 :Interpolación circular o interpolación helicoidal (CCW)
Programa de ejemplo
El siguiente código de ejemplo del ciclo de taladrado con rotura de viruta Fanuc G73 muestra cómo usar el ciclo de taladrado G73 y cómo usar el código G G98 y G99 con el ciclo G73.
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
máquina CNC
- Robot de recolección Fanuc de alta velocidad
- CNC Fanuc G73 Ciclo de repetición de patrón Ejemplo de programa CNC
- Taladrado de torno CNC simple con ciclo de taladrado Peck Fanuc G74
- Ciclo de repetición de patrón CNC Fanuc G73
- Tutorial de programación CNC de ranurado frontal con ciclo de taladrado profundo G74
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- Ciclo de roscado y picoteo rígido Fanuc G84
- G83 Ejemplo de ciclo de taladrado profundo
- Ciclo de taladrado profundo G83 (agujero profundo) para Haas CNC
- G83 Ciclo de taladrado profundo (agujero profundo) para Fanuc
- Código de ejemplo de programa CNC de ciclo de repetición de patrón Fanuc G73