


Estilos de sujeción y consideraciones
Los maquinistas deben tener en cuenta una serie de variables al configurar dispositivos para una operación de mecanizado. Cuando se trata de sujeción de piezas CNC, existen algunas diferencias importantes entre sujetar una pieza duplicada con poca tolerancia con un tiempo de ciclo de 10 minutos y sujetar una pieza especializada con tolerancia estricta con un tiempo de ciclo de 10 horas. Determinar qué método funciona mejor para su trabajo de mecanizado es esencial para mantener una operación eficiente.
Dispositivos de sujeción CNC
Los dispositivos de sujeción ideales tienen configuraciones fácilmente repetibles. Por esta razón, algunas máquinas tienen dispositivos de sujeción estándar. Las prensas generalmente se usan con fresadoras, mientras que los mandriles o las pinzas se usan cuando se ejecuta una máquina de torno. A veces, una pieza puede necesitar una configuración de sujeción de trabajo cnc personalizada para asegurar la pieza correctamente durante el mecanizado. Los accesorios y las plantillas son ejemplos de dispositivos personalizados.
Accesorios y Plantillas
Una plantilla es un dispositivo de sujeción de piezas que sostiene, apoya y ubica una pieza de trabajo y guía la herramienta de corte hacia una operación específica (generalmente mediante el uso de uno o más bujes). Un accesorio es esencialmente el mismo tipo de dispositivo, pero la principal diferencia es que no guía la herramienta de corte hacia una operación específica. Los accesorios se usan típicamente en operaciones de fresado, mientras que las plantillas se usan generalmente en taladrado, escariado, roscado y mandrinado. Las plantillas y los accesorios son más precisos en relación con los dispositivos de sujeción de piezas CNC estándar, lo que conduce a tolerancias más estrictas. También pueden ser indexables, lo que les permite controlar el movimiento de la herramienta de corte y el movimiento de la pieza de trabajo. Tanto las plantillas como los accesorios se componen de los mismos componentes básicos:cuerpos de accesorios, localizadores, soportes y abrazaderas.
Los 4 cuerpos de luminaria
Hay 4 tipos básicos de cuerpos de luminarias:placas frontales, placas base, placas angulares y tombstones.
Carátulas: Normalmente se usa en operaciones de torno, donde los componentes se aseguran a la placa frontal y luego se montan en el husillo.
Placas base: Comunes en operaciones de fresado y taladrado y se montan en la mesa de trabajo.
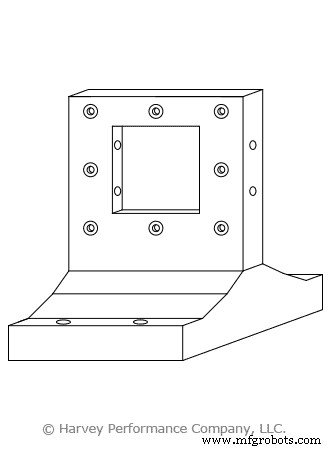
Placas angulares: Dos placas perpendiculares entre sí, pero algunas son ajustables o personalizadas para cambiar el ángulo de la pieza de trabajo.
Lápidas :Grandes accesorios rectangulares orientados verticalmente que orientan una pieza de trabajo perpendicular a la mesa de trabajo. Las lápidas también tienen dos lados para acomodar varias partes.
Localizadores
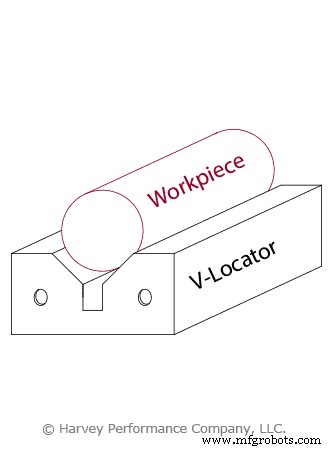
Los localizadores se caracterizan por cuatro criterios:ensamblados, integrales, fijos y ajustables. Los localizadores ensamblados se pueden conectar y quitar del accesorio, lo que es contrario a los localizadores integrales que están integrados en el accesorio. Los localizadores fijos no permiten componentes móviles, mientras que los localizadores ajustables permiten el movimiento mediante el uso de hilos y/o resortes, y pueden ajustarse al tamaño de una pieza de trabajo. Éstos se pueden combinar para proporcionar la relación apropiada de rigidez-conveniencia de montaje. Por ejemplo, un accesorio localizador en V es la combinación de localizadores ensamblados y fijos. Se puede asegurar a un accesorio pero no tiene componentes móviles.
Apoyos
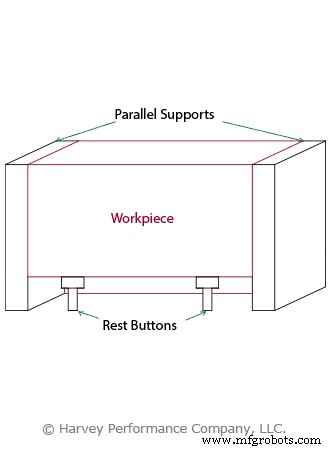
Los soportes hacen exactamente lo que sugiere su nombre, sostienen la pieza de trabajo durante el proceso de mecanizado para evitar la deformación de la pieza de trabajo. Estos componentes pueden funcionar como localizadores y también vienen fijos, ajustables e integrales o ensamblados. Generalmente, los soportes se colocan debajo de la pieza de trabajo durante la fabricación, pero esto también depende de la geometría de la pieza de trabajo, la máquina que se está operando y dónde hará contacto la herramienta de corte. Los soportes pueden venir en diferentes formas y tamaños. Por ejemplo, los botones de apoyo son componentes de soporte más pequeños que se utilizan en serie desde debajo de la pieza de trabajo o desde los lados. Al mismo tiempo, se colocan soportes paralelos a cada lado de la pieza para brindar soporte general.
Abrazaderas
Las abrazaderas son dispositivos que se utilizan para fortalecer o mantener unidas las cosas y vienen en diferentes formas, tamaños y resistencias. Las prensas y los mandriles tienen mordazas móviles y se consideran abrazaderas estándar. Un ejemplo atípico es la abrazadera de palanca, que tiene un pasador de pivote que actúa como punto de apoyo para un sistema de palanca. Uno de los tipos más convenientes es un sistema de sujeción de energía. Hay dos tipos de métodos de sujeción de potencia:hidráulica y neumática.
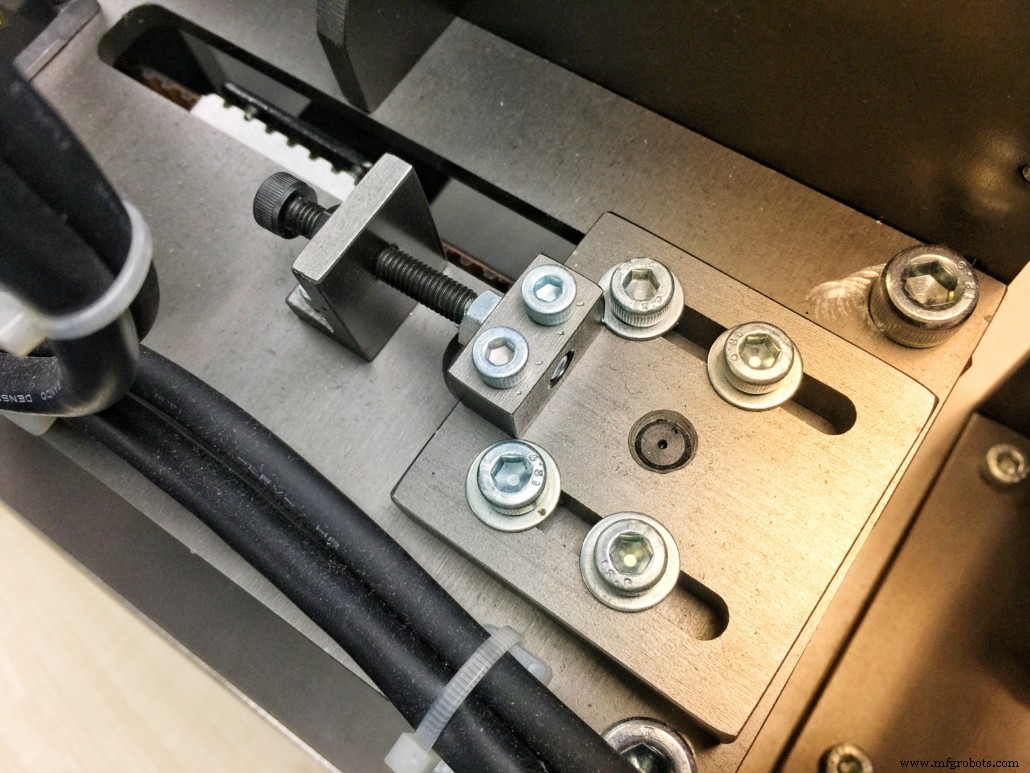
Ejemplo de una configuración de dispositivo estándar.
Sistemas de sujeción hidráulica
Los sistemas hidráulicos crean una fuerza de agarre al obtener poder al comprimir un líquido. Este tipo de abrazadera eléctrica generalmente se usa con piezas de trabajo más grandes, ya que generalmente ocupa menos espacio en comparación con las abrazaderas neumáticas.
Pinzas neumáticas
Las abrazaderas neumáticas obtienen su fuerza de agarre a partir de la potencia creada por un gas comprimido (generalmente aire). Estos sistemas son generalmente más voluminosos y se utilizan para piezas de trabajo más pequeñas que requieren menos espacio en la mesa de trabajo. La sujeción eléctrica ofrece algunas ventajas sobre la sujeción convencional. En primer lugar, estos sistemas se pueden activar y desactivar rápidamente para ahorrar tiempo de cambio. En segundo lugar, ejercen una presión uniforme sobre la pieza, lo que ayuda a evitar errores y deformaciones. Una desventaja significativa que presentan es el costo de un sistema, pero esto puede compensarse rápidamente con el ahorro de tiempo de producción.
Directrices clave a seguir
Por último, hay algunas pautas a seguir al elegir el dispositivo de sujeción CNC o la configuración de la plantilla apropiados.
Garantizar la tolerancia adecuada
Las tolerancias del dispositivo de sujeción que se utilice deben ser entre un 20 % y un 50 % más estrictas que las de la pieza de trabajo.
Utilice piezas de soporte y ubicación aceptables
Las piezas de posicionamiento y soporte deben estar hechas de un material endurecido para evitar el desgaste y permitir varios usos sin que las piezas de trabajo que soportan se salgan de la tolerancia. Los soportes y los localizadores también deben estandarizarse para que puedan reemplazarse fácilmente.
Coloque las abrazaderas de sujeción de piezas en las ubicaciones correctas
Las abrazaderas deben colocarse sobre las ubicaciones de los soportes para permitir que la fuerza de la abrazadera pase al soporte sin deformar la pieza de trabajo. También se deben colocar abrazaderas, localizadores y soportes para distribuir las fuerzas de corte de la manera más uniforme posible en toda la pieza. La configuración debe permitir una sujeción fácil y no requerir muchos cambios con el tiempo
Maximice la flexibilidad de mecanizado
El diseño del accesorio o las plantillas debe maximizar la cantidad de operaciones que se pueden realizar en una orientación. Durante la operación de mecanizado, la configuración debe ser rígida y estable.
Conclusión
La sujeción de piezas se puede lograr de varias maneras diferentes y lograr la misma tarea de sujetar con éxito una pieza durante una operación de mecanizado con el resultado final dentro de la tolerancia. La calidad de esta sujeción puede diferir mucho ya que algunas configuraciones serán más eficientes que otras. Por ejemplo, no hay razón para crear una plantilla elaborada para crear una pequeña ranura en el centro de un ladrillo rectangular de aluminio; un tornillo de banco funcionaría bien. Maximizar la eficiencia y la eficacia de la configuración de sujeción de trabajos CNC de un operador aumentará la productividad al ahorrar en cambios, tiempo y costos de piezas desechadas y fuera de tolerancia.
máquina CNC
- ¿Qué es el superacabado en el trabajo de metales?
- Consideraciones prácticas - Baterías
- Consideraciones prácticas - Inductores
- Cómo establecer el punto cero del enrutador Cnc en la pieza de trabajo
- Las 6 consideraciones más importantes antes de contratar un taller mecánico
- Consideraciones de diseño de PCB
- Métodos de sujeción de piezas CNC:encuentre la mejor manera de cargar su pieza de trabajo para el mecanizado CNC
- Consideraciones de diseño de antenas en el diseño de IoT
- Consideraciones de diseño térmico de PCB
- Tipos de rectificadoras
- Comprender el proceso de torneado en el mecanizado CNC