


Apriete de juntas con herramientas dinamométricas
Las siguientes pautas están destinadas a ayudarlo a identificar los problemas relacionados con el apriete de las uniones atornilladas.
Utilice la herramienta adecuada: Asegúrese de que se utilice una herramienta de torsión calibrada y de que se especifique un valor de torsión en la especificación de apriete. Tenga en cuenta que determinadas herramientas de apriete automático, como las llaves de impacto, pueden provocar variaciones significativas en el valor de torsión y la precarga de los pernos. Por lo tanto, utilice una herramienta de torsión calibrada para la operación o inspección de apriete final.
Especifique el par de apriete correcto: Siempre que sea posible, especifique el par de apriete en función de los resultados reales de la prueba en lugar de un valor teórico. Establezca la determinación experimental del par de apriete midiendo la extensión del perno y las galgas extensométricas o usando una celda de carga incrustada en la junta.

Figura 1. Secuencia de apriete entrecruzado.
Especifique una secuencia de apriete: La mayoría de las uniones constan de más de un perno y unen superficies que no son completamente planas. La secuencia de apriete de los pernos puede tener una gran influencia en las precargas resultantes. Con tales uniones, especifique la secuencia de apriete de los pernos. Debido a que las superficies de la junta se comprimen, apretar un perno cerca de otro afectará la precarga generada por el primer perno apretado.
Una buena secuencia de apriete asegura que se logre una distribución uniforme de la precarga en la junta (Figura 1). Dado que las juntas que contienen juntas convencionales tienen una rigidez a la compresión comparativamente baja, las precargas de los pernos en dichas juntas son particularmente sensibles a la secuencia de apriete. Según la experiencia, si los pernos tienen un patrón circular, normalmente se especifica una secuencia entrecruzada. Para patrones de pernos no circulares, se especifica una secuencia en espiral que comienza en el medio (Figura 2).
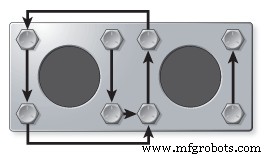
Figura 2. Secuencia de apriete en espiral.
En uniones críticas, puede especificar un patrón que apriete los pernos más de una vez para garantizar una distribución uniforme de la precarga.
Precaución con las arandelas lisas: El espacio libre entre el vástago del perno y el orificio de la arandela puede provocar un movimiento lateral relativo. Puede cambiar la superficie de fricción de tuerca y arandela a arandela y superficie de unión durante el apriete. Esto afecta la relación par-tensión y conduce a grandes variaciones en la precarga. En algunas situaciones, como para cubrir ranuras o para reducir la presión de la superficie debajo de la cabeza del perno, se especifican arandelas planas. En tales circunstancias, asegúrese de que tengan el grosor y la dureza suficientes y que se ajusten bien al vástago del perno.
Pernos con cabeza de brida: En materiales relativamente blandos o cuando se usan pernos de alta resistencia, considere usar pernos y tuercas con cabeza de brida. Dichos sujetadores reducen la presión superficial debajo de la superficie de la tuerca, reduciendo la cantidad de precarga perdida al empotrar. Debido a las caras de los cojinetes de mayor diámetro, se requiere un par de apriete más alto porque la fricción disipa más par.
Juntas: Las juntas convencionales no son elásticas; esto da como resultado una reducción de la precarga del perno con el tiempo. Esta condición generalmente ocurre poco después de la instalación y provoca la relajación del perno. Para reducir el efecto de tales problemas, vuelva a apretar los pernos después de dejar que transcurra un tiempo después del ajuste inicial.
Inserción: Esta deformación plástica ocurre en las roscas del sujetador y en la junta. Es causado por las altas tensiones generadas por el proceso de apriete. Esto da como resultado una pérdida de extensión del perno y, por lo tanto, la precarga. Normalmente, la pérdida de precarga debida a la incrustación es de alrededor del 10 por ciento. Aumenta con el número de superficies de juntas que se sujetan y con la rugosidad de esas superficies. Las altas presiones superficiales debajo de la cabeza del perno también pueden ser una causa de un empotramiento excesivo. Esto puede deberse al uso de sujetadores de alta resistencia en materiales relativamente blandos. Las arandelas endurecidas o el uso de sujetadores con bridas pueden reducir estos efectos.
Tenga cuidado al utilizar pernos cortos para sujetar varias interfaces. En tales uniones, la pequeña extensión del perno puede reducirse en gran medida por la gran cantidad de incrustaciones que se pueden anticipar.
Este artículo fue proporcionado por Mountz Inc., un fabricante de herramientas de torsión. Para obtener más información, visite www.etorque.com .
Mantenimiento y reparación de equipos
- Consejos para comprar taladro / destornillador
- Las herramientas de fresado en armonía con las máquinas CNC aumentan la fiabilidad
- El endurecimiento de los estándares de torque le ahorra mucho dinero a Boeing
- Liderando con persistencia y perseverancia
- Selección de herramientas para mejorar la confiabilidad
- Cómo iniciar un programa de confiabilidad
- Reduzca los cuellos de botella con 5 herramientas sencillas
- ATI se asocia con 3M para presentar un seminario web sobre herramientas de eliminación de material
- Universal Robots se asocia con Phillips Machine Tools India
- Torneado automático con tiempos de trabajo cortos
- 3 ventajas que ofrece un limitador de par de alta calidad