


El proceso de fabricación de fundición a presión en detalle
La fundición a presión es un proceso de fundición de metales caracterizado por el uso de una cavidad de molde para aplicar alta presión al metal fundido. Los moldes generalmente se mecanizan a partir de aleaciones de alta resistencia, algunas de las cuales son similares al moldeo por inyección.
La mayoría de las piezas fundidas a presión están hechas de metales no ferrosos, como zinc, cobre, aluminio, magnesio, plomo, estaño y aleaciones de plomo-estaño, así como sus aleaciones. Dependiendo del tipo de fundición a presión, se requiere una máquina de fundición a presión de cámara fría o una máquina de fundición a presión de cámara caliente.
En esta publicación, el tema principal es el proceso de fabricación de fundición a presión. Con el fin de brindarle una comprensión integral del proceso de fundición a presión, le presentaremos los elementos básicos 2 tipos de máquinas de fundición a presión y los procedimientos de fabricación detallados . Después de leer la publicación, optimizará en gran medida el proceso de producción.
1. Dos tipos de máquinas de fundición a presión
Las máquinas de fundición a presión se pueden dividir en dos tipos, máquinas de fundición a presión de cámara caliente y máquinas de fundición a presión de cámara fría . La diferencia radica en la cantidad de fuerza que pueden soportar. La presión típica oscila entre 400 y 4000 toneladas.
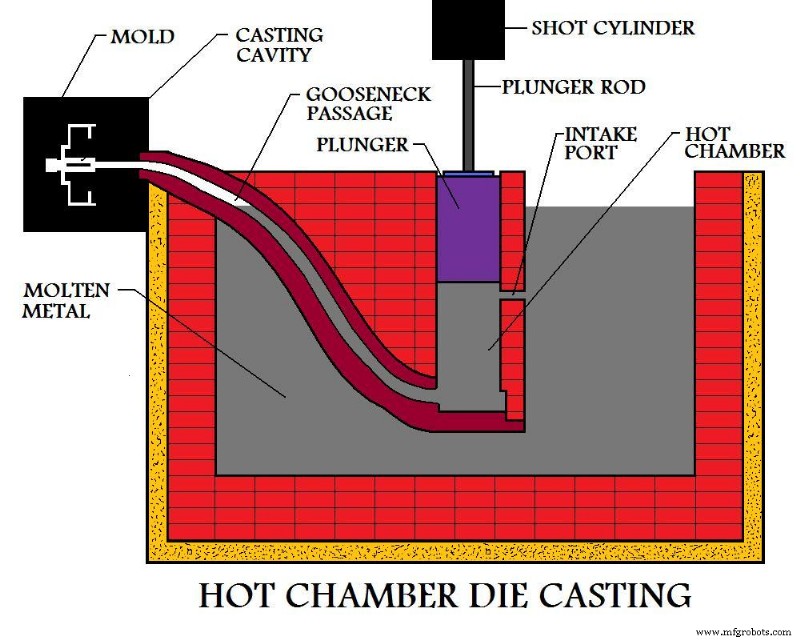
1.1 Máquinas de fundición a presión de cámara caliente
Fundición a presión en cámara caliente, a veces denominada fundición a presión de cuello de cisne , se basa en un charco de metal fundido para llenar el dado bajo presión. Al comienzo del ciclo, el pistón de la máquina está en un estado retraído, momento en el cual el metal fundido puede llenar el “cuello de cisne”.
El pistón neumático o hidráulico aprieta el metal y lo llena en el molde. Las ventajas de este sistema incluyen un tiempo de ciclo rápido (aproximadamente 15 ciclos por minuto), fácil automatización y la capacidad de fundir metal .
Sin embargo, las desventajas incluyen la incapacidad de moldear a presión un metal con un alto punto de fusión , así como la fundición a presión de aluminio , ya que el aluminio sacará al hierro del baño de fusión.
Por lo tanto, las máquinas de fundición a presión de cámara caliente se utilizan comúnmente para aleaciones de zinc, estaño y plomo. Además, la fundición a presión en cámara caliente se aplica más a la fundición a presión de piezas pequeñas que a piezas grandes.
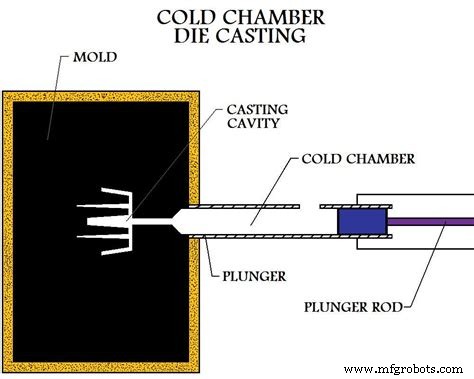
1.2 Máquinas de fundición a presión de cámara fría
La fundición a presión en frío se puede utilizar para la fundición a presión de metales que no se pueden utilizar en los procesos de fundición a presión en cámara caliente, incluidos el aluminio, el magnesio, el cobre y las aleaciones de zinc con un mayor contenido de aluminio.
En este proceso, el metal debe fundirse primero en un crisol separado. . Luego, una cierta cantidad de metal fundido se transfiere a una cámara o boquilla de inyección sin calentar. Estos metales se inyectan en el molde mediante presión hidráulica o mecánica.
Debido a la necesidad de transferir el metal fundido a la cámara de frío, la mayor desventaja de este proceso es el largo ciclo de tiempo. .
Las máquinas de fundición a presión de cámara fría también están disponibles en tipos verticales y horizontales. Las máquinas de fundición a presión verticales suelen ser máquinas pequeñas, mientras que las máquinas de fundición a presión horizontales están disponibles en varios modelos.
2. Pasos de fabricación detallados en fundición a presión
El proceso de fundición a presión a alta presión consta de cuatro pasos, que incluyen la preparación del molde, el llenado, la inyección y el desmoldado, que también son la base para varios procesos mejorados de fundición a presión.
2.1 Preparación
En el proceso de preparación es necesario rociar un lubricante en la cavidad. Además de ayudar a controlar la temperatura del molde, el lubricante también puede ayudar a retirar la fundición y luego se puede cerrar el molde.
2.2 Llenado
El metal fundido se llena en el molde con una alta presión , que está en el rango de alrededor de 10 a 175 MPa. Cuando se llena el metal fundido, la presión se mantiene hasta que la fundición se solidifica.
2.3 Inyección
A continuación, se abren los dados y el disparo (los disparos son diferentes de las piezas fundidas porque puede haber múltiples cavidades en un dado, lo que produce múltiples piezas fundidas por disparo) es expulsado por los pasadores eyectores.
La inyección a alta presión da como resultado un llenado muy rápido del molde para que el metal fundido pueda llenar todo el molde antes de que se solidifique cualquier parte. De esta forma, se pueden evitar las discontinuidades superficiales incluso en secciones de paredes delgadas que son difíciles de rellenar.
La mayoría de las piezas fundidas a presión se pueden utilizar para realizar estructuras que no se pueden completar mediante fundición, como la perforación y el pulido.
2.4 Sacudir
El proceso de desmoldeo requiere la separación de la chatarra, incluidas las compuertas, canales, ramales y rebabas. Este proceso generalmente se realiza mediante la extrusión de la pieza fundida a través de una matriz especial para preparación. Otros métodos de caída de arena incluyen el aserrado y el esmerilado.
2.5 Inspección de defectos
Los defectos se pueden verificar después de que se completa el proceso de desmoldeo. Los defectos más comunes incluyen estancamiento y rumbo frío.
Eso es todo lo que necesita saber cuando necesita fabricar productos de calidad a través de la tecnología de fundición a presión. Deje un comentario a continuación si tiene alguna pregunta.
Proceso de manufactura
- Comprensión del proceso de fabricación del eje
- Los pros y los contras de la fundición a presión
- Una descripción general rápida del proceso de casting
- ¿Qué es el proceso de forjado de bridas
- Pasos involucrados en el proceso de conversión:4 pasos principales | Ciencias de la fabricación
- ¿Qué hay en el proceso de fabricación?
- ¿Cuál es el proceso de fabricación del jabón?
- ¿Cuáles son los 4 tipos de procesos de fabricación?
- Beneficios de los proveedores de fundición de hierro como proceso de fabricación
- La simplicidad de la fundición por gravedad
- Comprender la fundición a presión