


Cinco métodos para garantizar la precisión de los accesorios
Dudas en el diseño de luminarias
- No sé cómo fabricar el accesorio diseñado.
- La precisión de posición y la precisión dimensional propuestas en el dibujo del dispositivo, lo que significa garantizar la realización.
- El accesorio se fabrica en una sola pieza, y la rutina de diseño de acuerdo con los productos convencionales genera un sinfín de problemas para la precisión del accesorio.
- El método de garantía de precisión es la solución principal al problema del diseño de accesorios.
Particularidad del proceso de fabricación de accesorios
El objetivo principal del uso de accesorios:garantizar la precisión del tamaño (forma) y la precisión de la posición de las piezas mecanizadas.
Factores de precisión de fabricación de la pieza de trabajo:además de los factores de la máquina y la herramienta, los accesorios de la máquina herramienta deben cumplir con los requisitos de precisión del diseño.
Proceso tradicional de fabricación de luminarias:La gran mayoría sigue utilizando el método de ajuste de montaje. Este proceso de fabricación de accesorios es como la fabricación mecánica ordinaria. Todas las piezas se fabrican de acuerdo con el dibujo de la pieza y luego se ensamblan. La precisión de la fijación final depende de intentar ajustar o rectificar la posición de un determinado componente. O tamaño para lograr.
Desventajas de la fabricación tradicional de accesorios:desde la perspectiva de la aplicación práctica, es difícil cumplir con los diversos requisitos de tolerancia de tamaño y forma del dibujo de ensamblaje.
Por lo tanto, para garantizar la precisión de la fabricación de accesorios, se deben adoptar métodos de proceso especiales. Los siguientes 5 métodos de proceso garantizan la precisión de los accesorios de herramientas.

1. Método de procesamiento de grupo
Definición del método:
Se refiere al procesamiento de los mismos elementos estructurales en múltiples elementos al mismo tiempo cuando se procesan elementos de fijación. Estos elementos estructurales suelen ser de tamaño geométrico o forma de sección transversal, y la posición relativa entre sí. Las mismas condiciones de procesamiento facilitan la garantía de la calidad y la intercambiabilidad de los componentes del accesorio, lo que mejora la precisión general de fabricación del accesorio.
Clasificación de métodos:
De acuerdo con los diferentes métodos de fabricación, el procesamiento grupal se puede dividir en dos métodos de proceso específicos:"procesamiento en pareja" y "procesamiento en espejo".
Procesamiento emparejado:
Significa que todos los componentes emparejados en el accesorio se procesan en pares mediante "esmerilado combinado", "perforado combinado", "taladrado combinado", "trenzado combinado", etc., para eliminar errores dimensionales y posiciones entre desviaciones de piezas de trabajo.
Aplicación práctica:
preparación de pasadores de posicionamiento, taladrado de agujeros guía, rectificado de bloques de contorno, etc.
Método de procesamiento espejo:
Se refiere a algunos componentes de accesorios con una estructura simétrica, que pueden estar delimitados por la superficie de simetría, y primero se procesa la longitud doble, y se agrega la pieza de trabajo con el margen equivalente, y luego se corta a lo largo de la superficie de simetría, y luego después del procesamiento, use el principio de imagen especular Combine dos piezas simétricas para eliminar errores de simetría.
Caso
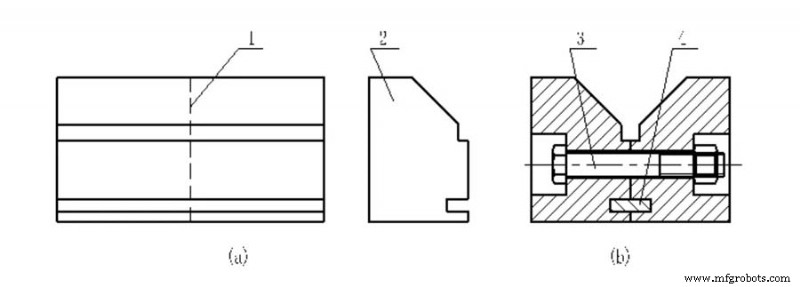
En el diseño funcional del bloque de posicionamiento en forma de V, tiene una función de centrado automático y la precisión de la simetría de las dos pendientes de trabajo es muy alta. El método tradicional de fabricación del bloque en forma de V es generalmente una fabricación integral. El acabado final de las dos superficies inclinadas a menudo se realiza en una amoladora de superficie utilizando un accesorio sinusoidal de precisión y un imán guía en forma de V. Pero este método de procesamiento es muy preciso para garantizar que la simetría en forma de V alcance el estado ideal.
Aplicación práctica:
Cuando utilice el método de procesamiento de imágenes especulares, primero convierta el bloque en forma de V en el monómero semiacabado como se muestra en la Figura (a), córtelo a lo largo del plano de simetría y procese el orificio del tornillo, y luego use la orientación como se muestra en Figura (b). La llave y el perno de conexión se ensamblan en un bloque tipo V combinado.
Características del proceso:
No se requieren máquinas herramienta de alta precisión, pero solo con la ayuda de máquinas herramienta ordinarias, la simetría del bloque en V puede lograr una precisión muy alta.
El uso principal:
Utilizado en la fabricación de elementos de luminaria con estructura simétrica o múltiples piezas de repetición.
2. Método de procesamiento clínico
Definición del método:
Consiste en utilizar la función de corte de la máquina herramienta del accesorio para cortar otra pieza para eliminar el error de posición entre una y otra, para garantizar que cada pieza ocupe la posición ideal, mejorando así la precisión de la fabricación del centro.
Características del proceso:
Utilice la máquina herramienta del accesorio para realizar el procesamiento final y garantizar la precisión del accesorio.
El uso principal:
Se utiliza en el proceso de mecanizado del elemento de posicionamiento del accesorio y se utiliza para garantizar la precisión final de la máquina en el montaje de la máquina herramienta.
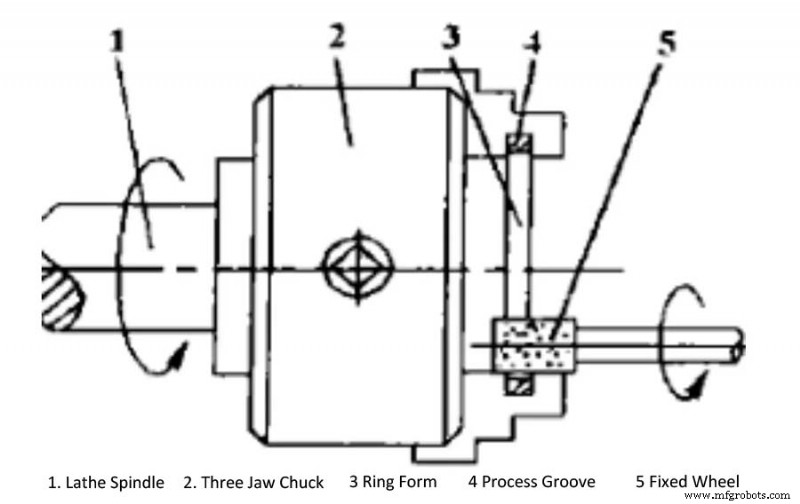
Aplicación típica:
Rectificadora que rectifica el accesorio de eje cilíndrico externo y el accesorio de superficie interna de rectificado, el accesorio de torno tipo mandril, la mesa de trabajo de la fresadora, el mandril electromagnético de la amoladora de superficie.
Ventajas tecnológicas:
Elimine errores en la fabricación, montaje e instalación de accesorios y, finalmente, obtenga una precisión extremadamente alta.
Condiciones de uso:
Método de procesamiento clínico, solo se pueden utilizar máquinas herramienta con condiciones de procesamiento clínico.
Diseño del patrón:
Cuando el diseñador requiere el uso de este método de proceso para diseñar el accesorio, se debe anotar en el dibujo general del accesorio que "reservar el margen de acabado de acuerdo con el tamaño del patrón para el procesamiento final en la máquina herramienta".
3. Método de alineación y fijación
El método de alinear primero y luego fijar generalmente utiliza herramientas de medición generales.
Ejemplo de aplicación:
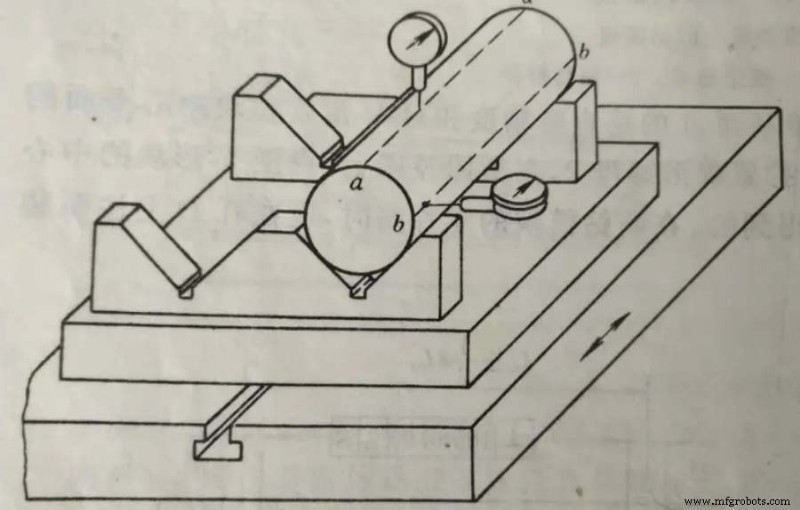
El bloque de posicionamiento en forma de V está alineado y fijo, la ranura de posicionamiento de la llave direccional y la instalación del perno en el bloque fijo en forma de ν se han procesado.
Método Proceso:
Use un indicador de cuadrante para alinear la barra colectora superior y la barra colectora de medición del mandril, y haga que el mandril sea paralelo a la superficie de la tecla direccional (lado de la ranura en T) y el plano de referencia de instalación del accesorio. El proceso de alineación requiere ajustes y pulidos repetidos. Una vez completada la alineación, apriete los tornillos, taladre los orificios para los pasadores de fijación de las bisagras e introduzca los pasadores de fijación.
Características del proceso:
La precisión de la alineación depende del nivel de habilidad de los trabajadores, la precisión de las herramientas de medición y la precisión del punto de referencia de medición.
4. Método de referencia de transición
Los orificios oblicuos y las superficies inclinadas con mayores requisitos se encuentran a menudo en el diseño de accesorios. Debido a la limitación del equipo de procesamiento, los orificios inclinados y las superficies inclinadas deben colocarse en posición vertical u horizontal para facilitar el procesamiento.
Debido a la dificultad de la tecnología de medición, es imposible medir y controlar directamente su tamaño durante el procesamiento. Por lo tanto, es necesario establecer el orificio de referencia del proceso como una referencia de transición para convertir estos tamaños que deben controlarse en tamaños de proceso que puedan medirse o controlarse directamente.
Mediante el control del tamaño del proceso transformado, se garantizan indirectamente los requisitos del tamaño de diseño de la pieza de trabajo. Este método de proceso se denomina método de referencia de transición y se ha utilizado ampliamente en la práctica de fabricación de accesorios.
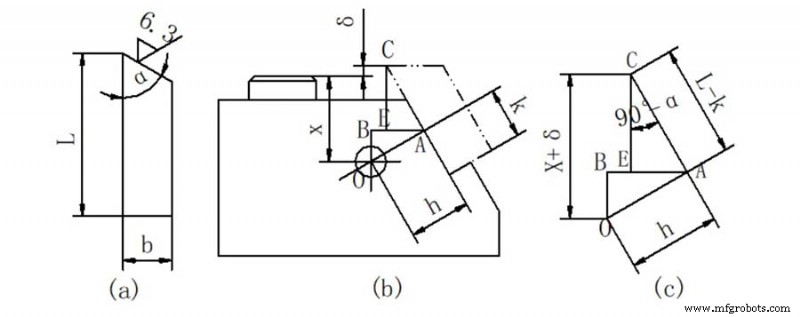
Como se muestra en la figura anterior, bajo la premisa de garantizar las dimensiones h y K, siempre que la superficie de trabajo del bloque de herramientas esté asegurada en el eje X del orificio de referencia del proceso O, los requisitos de procesamiento de la dimensión del lado largo L se puede garantizar.
Además, cuando se procesan algunos troqueles de perforación grandes en una máquina perforadora, tomar el orificio de referencia del proceso como la referencia de transición es un método de proceso efectivo que se usa a menudo.
Con este método, después de ensamblar la matriz de perforación como un todo, se pueden procesar orificios de guía con mayor precisión de coaxialidad desde ambos extremos de la matriz de perforación en secuencia. Después de que el cabezal de mandrinado horizontal haya procesado los orificios guía en un extremo de la plantilla, use el cabezal de mandrinado vertical para mecanizar dos orificios de referencia de proceso en los dos extremos de la plantilla. El centro del orificio de referencia del proceso debe cruzarse perpendicularmente con la línea central del orificio guía procesado.
El troquel de perforación se gira y el pasador del cilindro de proceso se ensambla en el orificio de referencia del proceso, el indicador de cuadrante se sujeta en el cabezal de perforación vertical y la viga se mueve hacia adelante y hacia atrás para corregir la posición central del pasador del cilindro de proceso en ambos extremos. Después de la calibración y la fijación, se puede procesar el orificio guía en la plantilla final. Debido a que el accesorio se procesa después de ensamblarse como un todo, este método puede garantizar una alta coaxialidad.
5. Método de procesamiento de ensamblaje
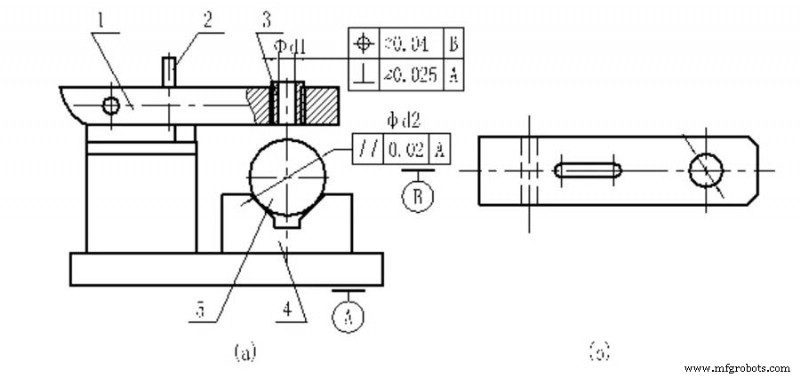
Requisitos de diseño:
La verticalidad del eje central del orificio interior φd1 de la guía de broca al plano de referencia de instalación A, y la precisión de posición del plano central del bloque de posicionamiento en forma de V
Proceso de elaboración:
En la máquina perforadora coordinada, alinee el plano central del bloque de posicionamiento en forma de V, apriete la tuerca de mariposa después del montaje y taladre el orificio inferior del casquillo en la plantilla de perforación.
Características del proceso:
Confiando en la precisión de la máquina perforadora de coordenadas, la precisión de posición requerida por el accesorio está directamente garantizada. Es el método más eficaz para garantizar la verticalidad del eje central de la guía de broca y el plano de referencia de instalación del accesorio. El orificio inferior del manguito guía de los accesorios de perforación y mandrinado utilizados se procesa mediante este método de proceso.
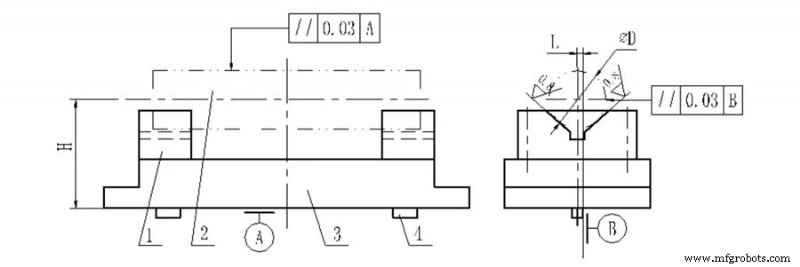
Requisitos de diseño:
La posición de los dos bloques en forma de V está determinada por la dimensión de altura H y la dimensión horizontal L, y los lados de las dos teclas direccionales están representados por la referencia B. El diseño de la luminaria requiere que las superficies de posicionamiento de los dos bloques en V debe estar en pleno contacto con la pieza de trabajo, garantizando al mismo tiempo los dos requisitos de paralelismo.
Proceso:
Para garantizar el paralelismo de H, L y los dos, al hacer el accesorio, primero puede convertir los dos bloques en forma de V en un bisel, y dejar suficientes productos semiacabados con un margen de molienda, y ensamblar el bloque en forma de V a la abrazadera de hormigón. El pasador cónico fija tanto el bloque en forma de V como el cuerpo de la abrazadera.
En una rectificadora de herramientas o rectificadora de rieles, usando A y B como referencia de posicionamiento, la superficie inclinada de 90° del bloque en forma de V se rectifica para cumplir con los requisitos de H, L y dos tolerancias de paralelismo.
Notas
- Al aplicar el método de procesamiento de ensamblaje para el diseño y la fabricación de accesorios, debe estar familiarizado con las características del proceso de fabricación del método de procesamiento de ensamblaje y cumplir con este requisito en varios aspectos, como el diseño estructural, el marcado de tolerancia de forma y dimensión, Procesamiento de componentes de fijación y formulación de condiciones técnicas.
- En comparación con el diseño tradicional de accesorios, los accesorios fabricados mediante métodos de procesamiento de ensamblaje tienen una gran diferencia en el diseño de patrón. Debe haber cuatro patrones de diseño:dibujos de ensamblaje de accesorios, estructuras de guía de accesorios (como manguitos de perforación, manguitos de perforación, etc.) dibujos de productos de ensamblaje, como dibujos de procesamiento, dibujos de preensamblaje de elementos de guía de accesorios (es decir, productos semiacabados), mecanismo de sujeción y detalles de sujeción.
- El propósito de usar estos cuatro patrones al mismo tiempo es evitar que el departamento de fabricación de accesorios siga usando las líneas de proceso de fabricación de piezas, ensamblaje de componentes y ajuste de precisión durante la fabricación de accesorios, lo que puede guiar y restringir todo el proceso de fabricación de accesorios. .
Proceso de manufactura
- Cómo garantizar el mejor rendimiento de la máquina de estado Qt
- Celebrando los últimos cinco años
- Cómo garantizar la preparación para emergencias en el almacén
- Las cinco empresas de equipos de construcción más populares
- Plantilla y accesorio:¿cuál es la diferencia?
- Plantillas y accesorios:funcionamiento, ventajas y diferencias.
- Una guía definitiva para comprender un dispositivo CNC
- Plantilla y accesorio:lo que necesita saber sobre las dos herramientas de mecanizado
- Comentario:comprensión de los métodos de programación de robots
- Domine el arte de mecanizar fijaciones complejas con estos consejos de expertos
- Métodos comunes para obtener la precisión de la pieza de trabajo en el mecanizado (2)