


Cómo reducir la vibración y la vibración en el mecanizado CNC
Las vibraciones son un problema con el que todos los operadores de máquinas CNC deben lidiar de vez en cuando. La vibración del mecanizado es un problema común en la fabricación CNC. Fresar, tornear o perforar hará que las piezas sufran esta tortura. Afecta la calidad y la eficiencia del procesamiento, hará que el acabado de las piezas disminuya y dañará y acortará significativamente la vida útil de la fresa. Cómo reducir la vibración en el mecanizado CNC es el contenido principal que discutiremos a continuación.
 ¿Qué es la vibración del mecanizado?
¿Qué es la vibración del mecanizado?
¿Qué es la vibración del mecanizado? La vibración de mecanizado, también conocida como vibración, se refiere al fenómeno de vibración no deseada generada durante las operaciones de corte en procesos de mecanizado como el fresado, torneado y taladrado CNC, que produce fluctuaciones en la superficie de las piezas procesadas. Esto sucede cuando la pieza de trabajo y la herramienta de corte vibran a diferentes frecuencias, y puede ser activado por muchas condiciones del proceso:portaherramientas, herramientas de corte, fijaciones de piezas y condiciones de la máquina.
Estas vibraciones pueden no ser resonantes, por ejemplo, cuando se utilizan herramientas con un desgaste desigual. Las vibraciones no resonantes suelen ser constantes durante todo el ciclo de mecanizado y suelen tener causas mecánicas que son fáciles de diagnosticar.
Cuando combina correctamente las herramientas, la sujeción de la pieza de trabajo, las estrategias de mecanizado y la configuración de la máquina para producir vibraciones que son iguales o cercanas a la frecuencia natural de la máquina, encontrará vibraciones causadas por resonancia. Este tipo de vibración solo puede ocurrir en ciertos puntos de la trayectoria de la herramienta, como en las esquinas cóncavas.
Tipos de vibraciones en vibraciones de herramientas de mecanizado y vibraciones de piezas de trabajo
Hay dos tipos de vibración a tener en cuenta:vibración de la herramienta y vibración de la pieza de trabajo. Con Tool Chatter, su máquina y herramientas comienzan a vibrar, lo que luego se transmite a la pieza de trabajo.
Con la vibración de la pieza de trabajo, la pared de la pieza de trabajo vibrará. Esto último generalmente solo ocurre cuando se trata de paredes delgadas, pero puede causar más o más problemas que Tool Chatter. En este artículo, nos centraremos en la "vibración de la herramienta", pero puede intentar usar estas mismas técnicas para reducir la "vibración de la pieza de trabajo".
¿Por qué es necesario reducir Chatter?
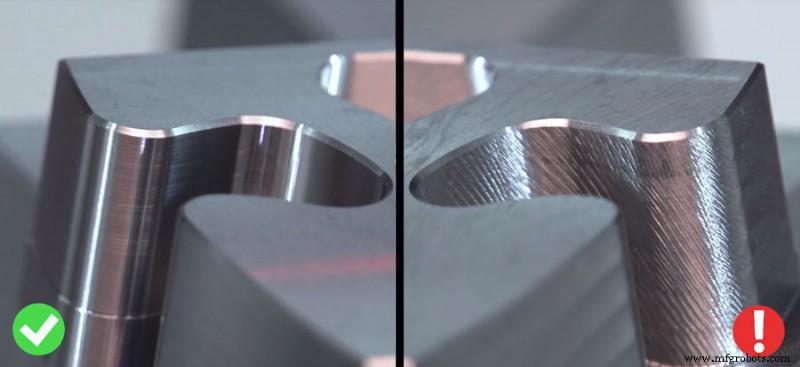
La vibración durante el mecanizado puede provocar un acabado superficial deficiente y acortar la vida útil de la herramienta. Las marcas de vibración serán visibles en la superficie procesada, generalmente mostrando patrones ondulados o marcas regulares. El temblor constante puede causar un desgaste desigual de la herramienta e incluso daños.
Por lo general, se puede escuchar la vibración de las máquinas herramienta CNC. Un mecánico experimentado podrá reconocer cuando se produce un parloteo a través de su voz única.

Por lo general, se usa 100 μm como criterio para juzgar si el temblor es apropiado. Si la amplitud de la vibración del corte supera los 100 μm, es posible que la herramienta o la pieza de trabajo se aflojen y no se pueda continuar con el fresado. Cuando la vibración es inferior a 100 μm, aunque se puede realizar el mecanizado, habrá arañazos de vibración evidentes en la superficie de la pieza, lo que no está permitido en la superficie del producto terminado. Por lo tanto, la vibración del mecanizado debe limitarse dentro de un rango razonable.
¿Cómo reducir la vibración en el mecanizado CNC?
1. Determinar la trayectoria correcta de la herramienta
Este es un paso muy importante en el corte. De acuerdo con las instrucciones, el fresado se puede dividir en fresado hacia abajo y fresado hacia arriba. Si la dirección de la fuerza de fresado es consistente con la dirección de sujeción de la pieza de trabajo, se puede eliminar la vibración de la parte doblada. Una fresadora CNC equipada con una bola o un husillo de bolas y un centro de mecanizado vertical son muy útiles para eliminar la vibración durante el fresado CNC.
Cuando se utilizan trayectorias de herramientas convencionales en una fresadora CNC, el grado de acoplamiento de las herramientas variará. Esto puede hacer que se aplique una fuerza excesiva al cortador en ciertos puntos de la trayectoria de la herramienta, lo que puede provocar vibraciones. Usar una trayectoria de herramienta de mallado constante o reducir la profundidad de corte puede ayudar a aliviar esta situación.
2. Cortar correctamente
Cuando una fresadora CNC usa una fresa de extremo largo y delgado para fresar una cavidad profunda, generalmente usa fresado por inmersión, en el que la fresa avanza axialmente como un taladro. Al fresar cavidades profundas, el voladizo de la barra larga suele ser más de 3 veces el diámetro de la barra de la herramienta. Solo cuando la vibración de corte no es grave, el ajuste de los parámetros de corte puede ser efectivo. Métodos de ajuste convencionales:reduzca la velocidad de la herramienta o pieza de trabajo, reduzca la profundidad de corte y aumente la cantidad de corte por revolución. Además, las hojas con grandes ángulos hacia delante y hacia atrás se utilizan con rompevirutas ligeros. El ángulo de la cuña de corte del inserto es el más pequeño en fresado.

3. Elija el derecho Cortador Herramienta ing
Las herramientas de corte pueden afectar en gran medida la vibración. Las consideraciones incluyen el sustrato, la geometría, el revestimiento y la relación de aspecto correctos. Los programadores generalmente tienden a usar la herramienta más grande que se puede acomodar, pero es posible que este no sea el tamaño de herramienta ideal. Las herramientas largas y delgadas tienen más probabilidades de vibrar (y desviarse) que las herramientas cortas y gruesas. Por lo tanto, elija la herramienta con el diámetro más grande. Minimice la cantidad de herramientas que sobresalen del portaherramientas y asegúrese de que estén firmemente fijadas con una precisión de desviación firme. La combinación de varias herramientas con ranuras de formas variables es una forma eficaz de reducir la vibración.
Además, el uso de cuchillas afiladas reducirá la fuerza de corte de la fresadora CNC, y el mantenimiento oportuno de la estabilidad de la herramienta y el entorno de procesamiento es una condición de procesamiento que no se puede ignorar.
También es importante aplicar continuamente la presión de la herramienta o la carga de viruta correctas. En las fresadoras CNC, los canales de viruta excesivos pueden provocar vibraciones. Se pueden usar menos canales de viruta y fresas de extremo de paso variable para ayudar a reducir la vibración resonante causada por las cargas de viruta.
4. El portaherramientas correcto:
Los portaherramientas ordinarios (bloqueo lateral, mandril de doble ángulo y mandril ER estándar) no pueden proporcionar la precisión o la rigidez requeridas para el mecanizado de alto rendimiento. Una mejor opción es un portaherramientas que combine la cara del extremo y el contacto cónico para proporcionar alta precisión y rigidez. Este tipo de retenedor se engancha con la superficie rectificada de precisión del husillo mientras está en contacto con el cono, lo que proporciona la rigidez adicional requerida y también contribuye a la amortiguación. Se debe evaluar el equilibrio de todas las herramientas y la calidad de la superficie se puede mejorar incluso a RPM más bajas.
5. El trabajo correcto sosteniendo :
Si la pieza no está bien asegurada, la pieza misma puede vibrar y causar temblores. Compruebe si el mandril, el tornillo de banco, la mesa de vacío u otro dispositivo de sujeción de la pieza de trabajo está aplicando suficiente presión a la pieza de trabajo. Trate de usar un accesorio de trabajo del tamaño adecuado para aplicar presión de sujeción a la pieza de la manera más uniforme posible.
Evite sujetar solo un extremo de un material largo y delgado. Si esto puede ser un problema, considere usar un accesorio de pieza de trabajo más grande u otro accesorio en el molino. Considere usar un contrapunto o un marco de apoyo estable en el torno.
Cuando se utilizan piezas de paredes delgadas, la vibración de las piezas amortiguadoras puede resultar especialmente complicada. Una forma de resolver este tipo de problema de vibraciones es utilizar materiales de relleno para aumentar la rigidez de la pieza.
6. Configuración y mantenimiento de la máquina:
La máquina CNC debe colocarse sobre un piso de concreto sólido sin costuras, grietas o cualquier otra discontinuidad. Los suelos sueltos, blandos, elásticos o dañados agravarán la inestabilidad de las máquinas CNC. Los anclajes correctamente instalados o los pies correctamente ajustados también son requisitos básicos para reducir la inestabilidad.
Si desea mantener una buena calidad de superficie y tolerancias estrictas en máquinas con mantenimiento deficiente, debe superar otros problemas mecánicos además de los enumerados aquí. Mantenga el equipo en mantenimiento regularmente para garantizar un rendimiento óptimo.
Proceso de manufactura
- Desviación de herramienta en mecanizado CNC
- Estrategias para reducir la desviación de la herramienta en el mecanizado CNC
- Cómo reducir costos en proyectos de mecanizado CNC
- Cómo diseñar piezas para mecanizado CNC
- Cómo afecta el radio de esquina al mecanizado CNC
- Cómo hacer piezas de mecanizado cnc con tolerancias estrechas
- Cómo reducir las fallas de herramientas con la detección de rotura de herramientas CNC
- Cómo reducir los costos de mecanizado CNC
- ¿Cómo reducir los costos de mecanizado CNC? – Guía para principiantes
- ¿Cómo reducir el costo de la pieza de mecanizado CNC?
- ¿Qué es la desviación de la herramienta en el mecanizado CNC y cómo reducirla?