


5 tipos de defectos de fundición en arena y cómo prevenirlos
Aquí presentamos 5 tipos principales de defectos de fundición en arena que se ven comúnmente en la metalurgia. Encontrará la causa detrás de cada defecto de fundición, así como los remedios para prevenir y mejorar la calidad de la fundición.
La fundición en arena es el proceso de fundición popular en la fundición de metales que crea las piezas fundidas formando la cavidad del molde en el contenedor de arena, vertiendo el metal fundido y rompiendo la caja de arena. para recoger el casting.
Este método de fundición tradicional y favorito es ventajoso debido a su posibilidad de fundición de gran volumen, gran detalle y bajo costo de moldeo.
Como otros procesos de conversión (Ningún molde es perfecto, incluso un método muy innovador), el moldeado en arena mantiene la imperfección.
Involucrada en un proceso multicomplejo, la fundición en arena plantea algunas preocupaciones sobre los diferentes tipos de defectos que reducen la calidad del producto.
Los defectos de fundición de metal son las condiciones imperfectas de la fundición en comparación con el requisito que debe repararse, eliminarse o rechazarse. Algunos defectos de fundición en arena son pequeños y pueden tener una tolerancia aceptable, algunos pueden repararse y mecanizarse fácilmente. Algunos son severos que no tienen más remedio que rechazar y comenzar otra tanda de fundición.
La clave para prevenir y minimizar el defecto de fundición de metal, así como establecer la expectativa y la tolerancia, es saber de dónde provienen las irregularidades y encontrar las soluciones para prevenirlas.
Tome estas necesidades, aquí enumeramos los 5 grupos principales de los defectos de fundición en arena más populares visto en la metalurgia y eliminar las causas del defecto de fundición, y soluciones sugeridas para mejorar la calidad de la fundición y entregar las mejores piezas de fundición a sus clientes.
ÍndiceDefectos de contracción de fundición
Las aleaciones metálicas se encogen a medida que se solidifican en la cavidad del molde del paso de vertido. Es un fenómeno normal en la fundición porque el metal fundido es menos denso que el sólido.
En la fundición, la contracción requiere un buen cálculo en el diseño de patrones y molduras.
El defecto de contracción es uno de los defectos de fundición en arena más graves que reducen la calidad de la fundición. En este caso, los defectos de contracción de fundición ocurren cuando el proceso de contracción ocurre de manera desigual, lo que da como resultado cavidades de contracción en las piezas fundidas. Dos tipos de defectos de fundición por contracción son los defectos de contracción estrecha y los defectos de contracción abierta.
Los defectos de contracción abierta se pueden detectar a simple vista en la superficie de la pieza fundida, mientras que los defectos de contracción estrecha (porosidad por contracción) están dentro de la pieza fundida.
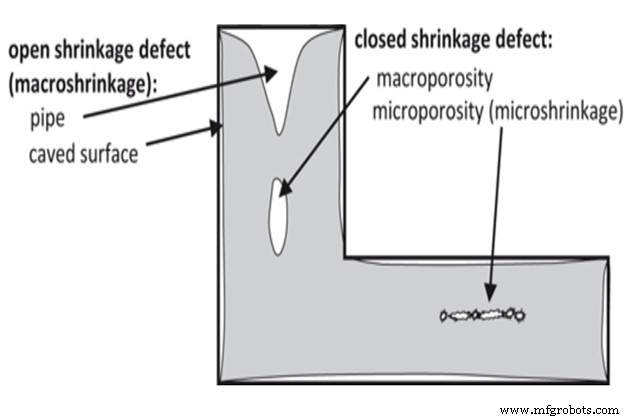
Defectos de contracción abiertos
Los defectos de contracción abierta se forman cuando se produce el fenómeno de contracción desigual y atrae el aire dentro del molde. Se dividen en dos tipos:tubo y superficie hundida en la superficie de fundición que se puede observar a simple vista.
Los defectos abiertos de contracción en la fundición en arena reducen la estética de la superficie, provocan grietas y debilitan la resistencia de la fundición.
Cerrar defectos de contracción
Los defectos de contracción cercanos, también conocidos como porosidad de contracción, son cavidades (agujeros) detectadas dentro de la fundición que se forma donde una parte del metal fundido está más caliente que otro material fluido. Vienen en microporosidad o macroporosidad fase que puede debilitar la fundición y empeorar la propiedad anticorrosiva.
La porosidad de macrocontracción es una gran cavidad caracterizada por una superficie áspera y esponjosa, mientras que la porosidad de microcontracción parece marcas o líneas irregulares. La porosidad de macrocontracción se puede ver a simple vista, mientras que los defectos de microcontracción se encuentran con el microscopio.
¿Qué causa los defectos de contracción en la fundición en arena?
Los defectos de contracción ocurren principalmente debido a que la solidificación del fluido fundido es desigual o no está controlada.
Se deriva principalmente de estructuras de vertido inadecuadas y trabajos técnicos como los siguientes:
- Sistema de entrada y elevador (alimentador) defectuoso
- La temperatura de vertido es demasiado alta
- Desplazamiento de la pared del molde debido a la alta presión del metal
- Los escalofríos no están colocados correctamente
- Cambio repentino en el grosor de las secciones
¿Cómo tratar los defectos de contracción del colado?
El fenómeno de la contracción de la fundición es inevitable; sin embargo, podemos reducir los defectos de esta fundición del metal mediante modificaciones geométricas y de proceso.
A continuación se muestran los factores en los que puede intervenir para mejorar la calidad final del casting:
- Diseñe un sistema de compuerta adecuado para garantizar el flujo continuo de metal fundido
El diseño del sistema de compuertas debe garantizar los criterios (1) Controlar el caudal de metal, que no se vea afectado, que no se arremoline, que no salpique, que sea suave y constante; (2) llena la cavidad del molde rápidamente sin perder la dilución del metal; (3) Controlar la temperatura en la cavidad del molde para enfriar el metal de manera estable.
- Diseñe un sistema de alimentación adecuado (también conocido como elevador) para compensar la contracción de solidificación y minimizar la formación de cavidades de contracción
El elevador es una cavidad de almacenamiento de metal fundido que se utiliza para suministrar fluido fundido a la cavidad del molde para compensar la contracción durante la solidificación del metal.
Los dos criterios para diseñar un sistema de bandas incluyen:
(1):debe contener suficiente volumen de líquido fundido para compensar la contracción de solidificación.
(2):debe colocarse en la posición de solidificación final de la fundición, solidificación posterior a la fundición y está en estado líquido durante más tiempo
El volumen de Riser se calcula mediante esta fórmula:
Vf ≈ αVc
En el que:
Vf es el volumen vertical
α es la fracción de contracción
Vc es el volumen de la cavidad
- Limite el déficit de volumen total reduciendo la temperatura de colado
- Inserción de enfriamiento interno, aletas de enfriamiento o serpentín de enfriamiento para aumentar la disipación de calor local
Se utiliza un enfriador, nervaduras de enfriamiento o serpentín de enfriamiento para mejorar el proceso de solidificación en una sección de fundición del molde. Debe ser un lugar donde el calor tienda a acumularse, como en las secciones de selección y pesadas.
Porosidad de gas
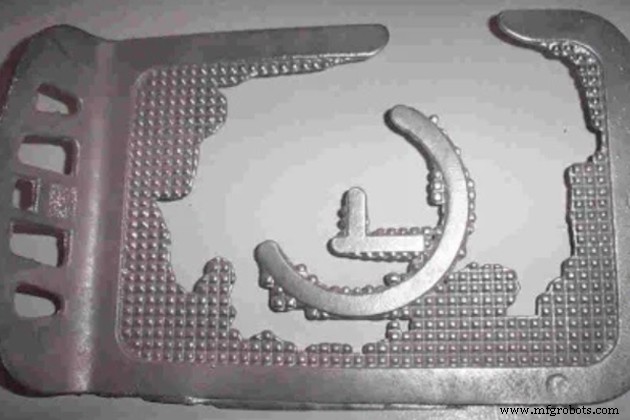
La porosidad del gas es otro defecto popular de fundición en arena que se observa principalmente en el proceso de fundición de metales. La porosidad del gas son burbujas creadas dentro de la fundición después del paso de enfriamiento. Los problemas de fundición de porosidad de gas se presentan en tres tipos de burbujas que son agujeros de alfiler, agujeros de soplado y agujeros abiertos.
Estos problemas de fundición ocurren porque hay una cantidad de gas (nitrógeno, oxígeno o hidrógeno) contenida en el metal líquido pero no en el metal sólido. Por lo tanto, cuando el fluido se enfría, esta cantidad de gas disuelto forma burbujas que reducen la resistencia, la ductilidad y la estética de los productos de fundición.
Estas burbujas se presentan como porosidad o poro ya sea en la superficie o dentro de la fundición. El poro puede variar de 0,01 a 0,05 mm para unos pocos kg de fundición, mientras que el poro de una fundición de mayor peso puede tener un diámetro de 0,04 mm.
Agujeros

Los pequeños agujeros, también llamados porosidades, son diminutas burbujas en su mayoría reunidos en la superficie superior de las piezas de fundición. Por lo general, mide alrededor de 2 mm y se puede detectar a simple vista sin un equipo de inspección profesional.
Agujero de soplado
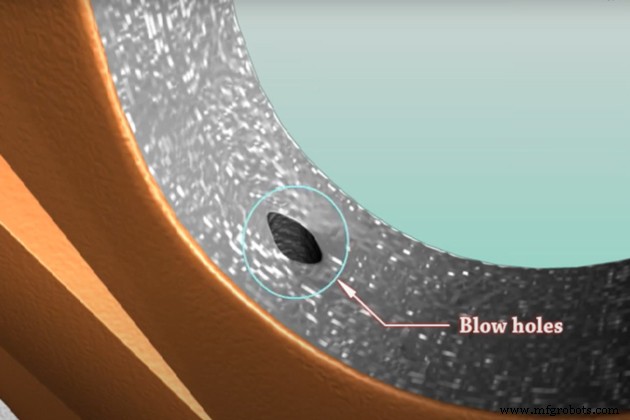
Los orificios nasales, también conocidos como golpes, son cavidades más grandes que los pequeños agujeros que suelen aparecer dentro de las piezas fundidas. Es invisible a simple vista.
Para detectar la calidad de la fundición interior, se aplican análisis de rayos X, armónicos, ultrasónicos o magnéticos para escanear los orificios nasales. También se pueden encontrar espiráculos en los pasos de mecanizado.
Agujero abierto
El orificio abierto es similar a las cavidades grandes como los orificios nasales, pero aparece en la superficie de las piezas fundidas que son visibles a simple vista.
¿Qué causa la porosidad del gas en la fundición en arena?
La sobreabsorción de gas ocurre principalmente por demasiada humedad y una mala ventilación. Específicamente, las razones se pueden enumerar de la siguiente manera:
- Demasiada humedad alta en la mezcla de moldeo en arena
- Las herramientas de transporte de metal fundido (cucharones) están mojadas
- La arena gasificada es insuficiente
- Sobre altas temperaturas del metal fundido
- Los escalofríos contienen óxido y humedad
- El núcleo no está lo suficientemente horneado
- Hay respiraderos insuficientes en un molde de arena
- El molde de arena está demasiado apisonado
- Turbulencia del metal durante el paso de vertido
¿Cómo tratar los defectos de porosidad del gas?
Las prácticas adecuadas de fundición de fundición pueden minimizar la porosidad del gas y garantizar la calidad de la fundición. Con los siguientes trabajos, puede reducir el gas atrapado en el metal y evitar la formación de cavidades:
- Controle el contenido de humedad adecuado en el molde de arena y asegúrese de que la arena de moldeo esté seca y permeable
Tenga en cuenta que la arena que es demasiado fina puede debilitar la permeabilidad al gas del molde de arena. Es recomendable utilizar arena más gruesa para una mejor permeabilidad a los gases.
Además, no golpee excesivamente el molde de arena porque también puede reducir la permeabilidad del molde de arena. Cree más respiraderos en el molde de arena con varillas de ventilación para una mejor permeabilidad. Además, el moho debe secarse de forma estándar.
- Los moldes y el núcleo deben secarse y almacenarse en condiciones de secado estándar
- Asegúrese de diseñar suficientes respiraderos para el molde de arena y los núcleos para permitir que salgan los gases.
- Utilice herramientas secas, limpias y sin óxido
- Aplicar correctamente los procesos de fusión y vertido
Para minimizar los problemas de fundición por porosidad del gas, se recomienda encarecidamente fundir el material metálico en un vacío rodeado por un entorno de gases de baja solubilidad o bajo el fundente que evita el contacto del aire con el metal fundido. Además, verter fluido fundido a una temperatura más baja para aumentar la tasa de solidificación y reducir la absorción de gas.
Además, la turbulencia en el vertido de metal puede introducir gases, por lo que requiere un diseño de sistema de compuertas adecuado. para evitar la turbulencia del metal durante el vertido.
Defectos de metal colado
Los defectos del metal colado se forman por un proceso inadecuado de colado fundido en la cavidad del molde.
Esta categoría de problemas de fundición se divide en cuatro tipos:cierre en frío, errores de funcionamiento e inclusión de escoria.
Cierre frío en fundición
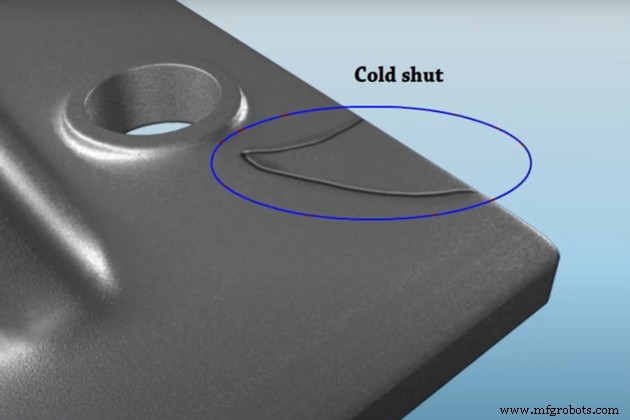
Los cierres fríos en la fundición son líneas o grietas formadas en la parte media de la superficie de fundición en un borde áspero que da como resultado un punto débil. Los cierres en frío son visibles a simple vista y los moldes a menudo se rechazan si contienen defectos de cierre en frío.
Estos defectos de fundición en arena debilitan la fuerza de la fundición que puede romper la fundición.
Estos defectos de fundición en arena ocurren cuando el metal fundido se vierte en la cavidad del molde desde dos puntos de vertido, pero los dos flujos de fluido fundido no se fusionan correctamente.
¿Qué causa los defectos de cierre en frío?
Los defectos de cierre en frío provienen de:
- El metal fundido es falta de fluidez
- El sistema de control está mal diseñado
¿Cómo tratar los defectos de cierre en frío?
La razón principal que causa el defecto de fundición en frío es la falta de fluidez del metal fundido. Aquí hay soluciones para mejorar la fluidez del líquido metálico:
- Diseñe el sistema de gating correctamente
- Limite el proceso de solidificación prematura aumentando la temperatura de vertido
- Utilice arena más gruesa para mejorar la permeabilidad del molde de arena
Errores
Los fallos de funcionamiento son defectos de fundición en los que la cavidad del molde no se llena completamente con metal fundido, lo que da como resultado porciones sin rellenar o piezas faltantes.
Esto sucede porque el fluido metálico se congela antes de llenar toda la cavidad del molde.
¿Qué causa los errores de funcionamiento?
La razón por la que se producen fallas en la ejecución de los defectos de fundición es similar al cierre en frío, que es la falta de fluidez del metal fundido.
¿Cómo tratar los errores de funcionamiento?
Similar a los remedios cerrados en frío, si su yeso enfrenta un fenómeno de fallas, verifique
- Diseño de puertas
- Diseño de moldeo en arena
- Temperatura de vertido
Inclusión de escoria
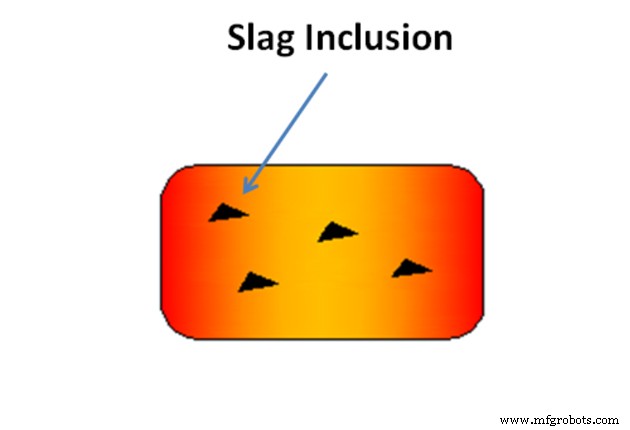
La inclusión de escoria son grupos de color gris oscuro o una sola distribución que se encuentran en la superficie o dentro de la fundición.
Suele detectarse en los procesos de arenado y mecanizado.
¿Qué causa la inclusión de escoria?
Las razones por las que se forman defectos de inclusión de escoria incluyen:
- La materia prima y el material de fusión contienen impurezas (óxidos, nitruros, carburos, sulfuros, etc.)
- El diseño inadecuado del sistema de vertido provoca que las escorias se introduzcan en la cavidad del molde durante el proceso de vertido
- Material que se erosiona del horno de fusión, taza de vertido.
- Contaminantes que contienen moho de arena
- La escoria no se elimina ni se limpia después del paso de refinación, además el líquido de la aleación se agita excesivamente a altas temperaturas, lo que provoca la reoxidación
¿Cómo tratar la inclusión de escoria?
Hay varias formas de minimizar la concentración de inclusión de escoria. Para evitar que se formen inclusiones de escoria en la fundición, puede comprobar estos remedios:
- Controlar la entrada de materia prima y fusión
Se sugiere colocar la materia prima en la máquina de análisis de composición SpetroMax para verificar la calidad del material de entrada. Además, limpie y elimine las impurezas del material de fusión y guárdelo adecuadamente.
- Califique el proceso de fusión del metal para garantizar que se obtenga el líquido de aleación puro
Para evitar la formación de óxido en el metal, se recomienda fundir el metal en una atmósfera inerte, fundente y al vacío.
Si funde metal en un horno normal, asegúrese de controlar bien el material de entrada, los aditivos y la temperatura de fusión. Eliminar toda la formación de escoria en el horno durante la fusión.
- Optimizar el sistema de vertido
Configure la capa de filtro, el desnatado y las piezas de recolección de escoria en el diseño del sistema de vertido para minimizar la inclusión de escoria en la cavidad del molde.
- Técnica de vertido adecuada
Use una taza de vertido con sección de bloqueo de escoria. Vierta lenta, continua y uniformemente para asegurarse de que el flujo de líquido no se interrumpa. Recuerde no usar el cucharón de volumen pequeño (taza vertedora) para llenar la cavidad del molde más grande.
Defectos en el material del molde
El proceso de fundición en arena utiliza un molde de arena de unión natural que genera defectos de fundición relacionados con el molde. Los defectos del material del molde son problemas que resultan del material del molde y del diseño del molde.
Existen diferentes defectos en el material del molde, aquí enumeramos los principales defectos que se observan comúnmente en el proceso de fundición.
Cortes y lavados
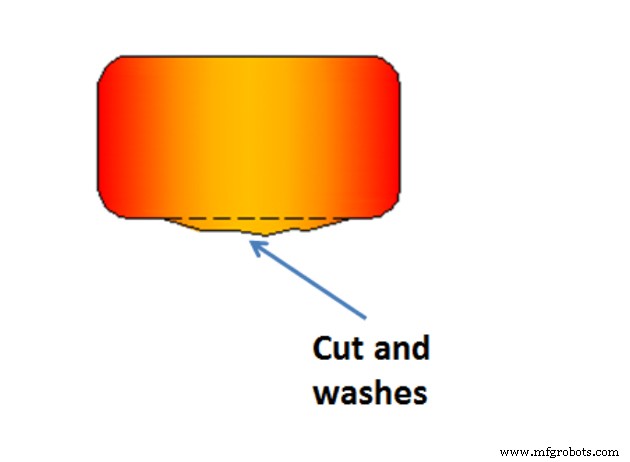
Los cortes y lavados son defectos comunes de fundición en arena que se crean porque el metal fundido erosiona el molde de arena y causa un exceso de piezas de fundición de metal. Los defectos de corte y lavado se presentan como protuberancias bajas ubicadas a lo largo de la superficie de fundición e inclinadas hacia el extremo que tiene más presión de vertido.
¿Qué causa los defectos de cortes y lavados?
Los defectos de cortes y lavados se producen por:
- Demasiada alta velocidad de metal fundido en el proceso de vertido
- Diseño inadecuado del sistema de compuertas
- Baja resistencia del molde de arena y del núcleo
- Falta de ligante en el paramento y soporte del núcleo
¿Cómo prevenir defectos de cortes y lavados?
Para evitar defectos de cortes y lavados, puede intentar ajustar estas cosas:
- Diseñe un sistema de compuerta adecuado
- Mejore la resistencia del molde de arena y el núcleo ajustando la mezcla de moldeado de arena (tamaño de grano de arena, arcilla, contenido de humedad) y controlando la técnica de moldeado
- Agregue carpetas en el frente y soporte central
Penetración de metales
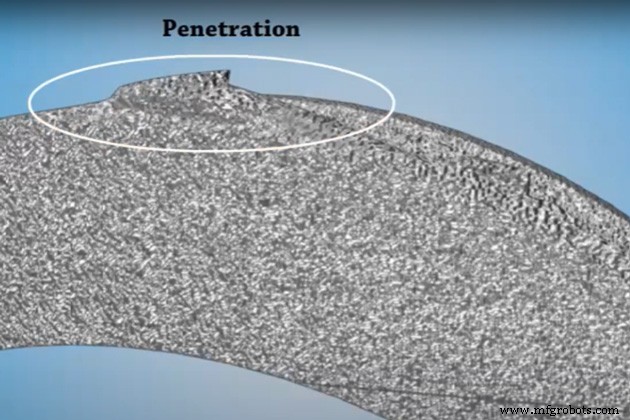
La penetración del metal son los defectos de fundición en los que el metal penetra en los huecos de los granos de arena, lo que da como resultado una superficie de fundición áspera y desigual. Estos defectos de fundición en arena son visibles a simple vista y reducen la estética de la fundición.
¿Qué causa los defectos de penetración del metal?
El fenómeno de penetración de metales se produce debido a:
- Utilice demasiado grano de arena gruesa
Demasiado grano de arena más grueso (tamaño de grano grande) es más probable que provoque una penetración severa del metal que la arena fina.
- El molde de arena está demasiado blando
- El molde de arena y el núcleo son de baja resistencia
- Sin lavado de moho
¿Cómo prevenir los defectos de penetración del metal?
Para prevenir estos defectos de fundición en arena, resuelva las causas anteriores de la siguiente manera:
- Utilice el tamaño de arena pequeño
- Aumenta la resistencia del núcleo y el molde de arena
- Proporcione suficiente apisonamiento al molde de arena
- Aplicar un lavado de molde para agregar una capa protectora contra la penetración de metal
Fusión
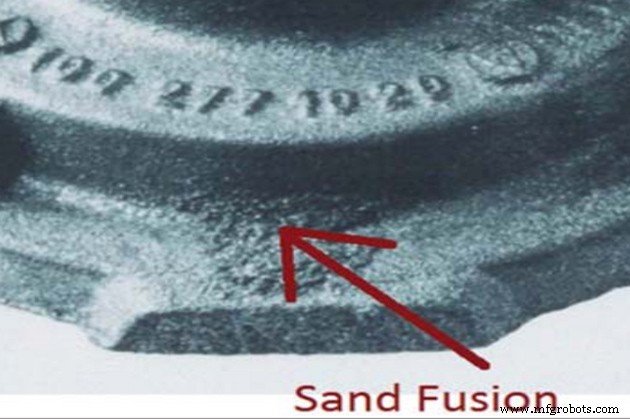
La fusión son defectos de fundición en arena en los que el grano de arena se fusiona con el flujo de metal, lo que da como resultado una fina costra con una apariencia vidriosa y quebradiza adherida a la fundición.
¿Qué causa los defectos de fusión?
Los defectos de fusión ocurren principalmente debido a:
- El molde de arena tiene propiedades de baja refractariedad
La refractariedad es la capacidad de moldeo para soportar la temperatura del metal fundido que se va a verter, lo que ayuda a prevenir la posibilidad de fusión del metal.
- Alta temperatura de vertido
- Diseño inadecuado del sistema de compuertas
¿Cómo prevenir defectos de fusión?
Evite defectos de fundición en arena por fusión:
- Diseñar un sistema de control adecuado
- Reduzca la temperatura de vertido
- Mayor propiedad de refractariedad del molde de arena agregando arena de sílice
Agotamiento
El descentramiento son defectos de fundición en arena en los que el metal fundido se escapa del molde, lo que da como resultado que la cavidad del molde no se llene por completo y se creen piezas faltantes o incompletas.
Qué causa Agotamiento defectos?
Los defectos de descentramiento se deben a dos motivos principales:
- Diseño de molde de baja precisión
- Matraz inadecuado (una caja de herramientas para contener el moho de arena)
Cómo prevenir Agotamiento defectos?
Las soluciones para evitar defectos de descentramiento son:
- Diseñe un molde de arena preciso. Rechaza los moldes de arena no calificados antes del paso de vertido
- Elija material resistente a altas temperaturas para el molde de arena para evitar el desgaste
Se hincha
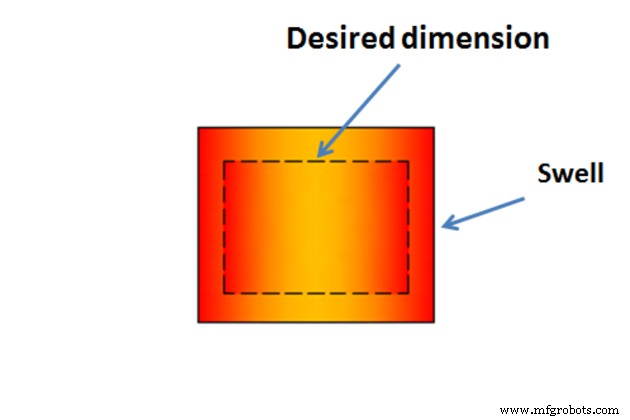
Los hinchamientos provocan la ampliación de la pieza fundida en comparación con el volumen deseado, lo que requiere más mecanizado posterior y desperdicio de metal.
¿Qué causa los defectos de hinchamiento?
Los defectos de fundición de los hinchamientos se deben a:
- Baja resistencia del molde de arena
- El molde de arena está muy apisonado
¿Cómo prevenir defectos de hinchamiento?
Evite los defectos de fundición de los hinchamientos:
- Moho de arena apisonada
- Aumenta la resistencia del molde de arena para soportar la presión del flujo fundido
Defectos metalúrgicos
Los defectos metalúrgicos surgen cuando hay problemas en la fundición del metal. Dos defectos metalúrgicos de fundición son los desgarros calientes y los puntos calientes.
Rasgaduras/grietas calientes
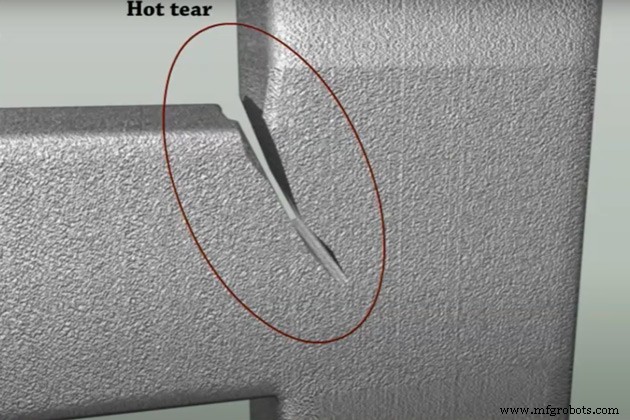
Los desgarros calientes, también conocidos como hot crack, son defectos de fundición en arena que aparecen como grietas irregulares en la fundición. Algunas grietas son visibles a simple vista, otras necesitan aumento para detectarlas.
Estas grietas se crean porque el metal es débil cuando está caliente y las tensiones residuales (tracción) en el metal pueden causar problemas a medida que se solidifica. Si el metal solidificado no tiene la fuerza suficiente para resistir las tensiones residuales, se presentarán grietas en caliente.
¿Qué causa los defectos de las lágrimas calientes?
- Diseño de molde inadecuado
- El molde de arena no se pliega
- El molde de arena está demasiado apisonado
¿Cómo prevenir los defectos de lágrimas calientes?
- Diseño de molde adecuado para mejorar la colapsabilidad
- Molde de arena apisonada blanda
Puntos calientes/Puntos difíciles
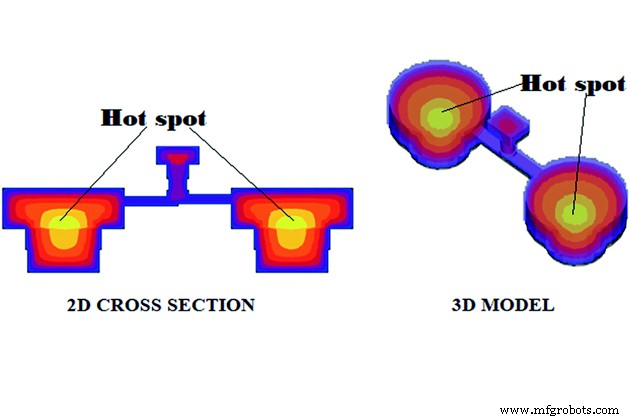
Los puntos calientes, también llamados puntos duros, ocurren cuando un área de lanzamiento se enfría más rápido que otras áreas circundantes, lo que da como resultado puntos duros que otros.
¿Qué causa los defectos de puntos calientes?
- Práctica de enfriamiento inadecuada
¿Cómo prevenir defectos de puntos calientes?
- Proporcione una práctica de enfriamiento adecuada
- Ajustar la composición del metal
¿Cómo trata nuestra fundición los defectos de fundición en arena?
Como se mencionó al principio, ningún proceso de fundición es 100% perfecto. Aunque presenta excelentes propiedades de fundición, existen defectos de fundición que deben preocuparnos.
Específicamente a uno de los más favoritos y populares en la fundición de fundición que es la fundición en arena. No se puede negar que la fundición en arena es excepcional por su capacidad para moldear piezas de gran volumen, alto detalle y bajo costo de moldeo. Sin embargo, es fundamental observar los posibles defectos de fundición en arena para estimar la tolerancia y las expectativas del cliente.
En fundición de fundición VIC , somos transparentes para discutir con nuestros clientes los posibles defectos de fundición que podrían ocurrir durante el proceso de trabajo. Siempre tratamos de limitar tanto como sea posible para minimizar los defectos de fundición en arena y suministrar piezas de fundición de la mejor calidad.
Nuestro enfoque de los defectos de fundición en arena varía según los diferentes defectos. Sin embargo, nuestro lema de trabajo es siempre es mejor prevenir que curar . Por lo tanto, aplicamos procesos de inspección estrictos para todos los procesos de fabricación, desde la entrada de materias primas, la fusión del metal, el sistema de vertido, el enfriamiento hasta el trabajo de mecanizado.
En fundición VIC, hemos equipado con máquinas SpetroMax para analizar la composición del material de entrada. Antes de cada segmento de fusión, la materia prima es bien controlada en su calidad para reducir los defectos metalúrgicos. De esta manera, podemos limitar los defectos de fundición en primer lugar.
Al mismo tiempo, controlamos continuamente el sistema de compuertas y el proceso de vertido para garantizar su eficacia y adecuación de acuerdo con cada requisito de fundición. Todos los procesos mecánicos están bajo la supervisión del gerente para garantizar una técnica adecuada.
Después de que la fundición se enfríe, toda la fundición debe pasar por el proceso de filtrado para clasificar los objetos calificados y no calificados. Cualquier pieza fundida que no se necesite se traslada continuamente a los pasos de mecanizado. Las piezas fundidas serán rechazadas si son imposibles de reparar.
De esta forma, podemos garantizar con compromiso que cualquier fundición que ofrezcamos al cliente sea de alta calidad.
Leer más:
¿Cómo se fabrican las pesas rusas fundiéndolas en arena?
—–
Referencia
Sadaf Vazehrad (2011). Caracterización de la porosidad por contracción en
componentes de fundición compactada . https://cdn.intechopen.com/pdfs/73849.pdf
Nawaz Mahoma. Porosidad por contracción en arena de acero
Fundiciones:formación, clasificación
e inspección. http://www.diva-portal.org/smash/get/diva2:643746/FULLTEXT01.pdf
Proceso de manufactura
- Cuatro tipos de ciberataques y cómo prevenirlos
- Arena de moldeo:tipos y constituyentes | Casting | Metalurgia
- Defectos de soldadura:tipos, causas, pruebas y remedios
- Defectos de Fundición:Tipos, Causas y Remedios
- Defectos de Forja:Tipos, Causas y Remedios
- Tipos de defectos de fundición:descripción completa
- Cómo prevenir defectos no humectantes
- ¿Cómo mejorar el acabado de la superficie de fundición en arena de aluminio?
- Tipos de equipos de fundición en arena
- Diferentes tipos de fundición a presión y sus aplicaciones.
- Diferentes tipos de defectos de soldadura y remedios.