


¿Qué es el proceso de embutición profunda?
Hoy aprenderemos sobre el proceso de embutición profunda. La embutición profunda es un proceso de formación de chapa . Las láminas de metal se utilizan en gran medida en las industrias manufactureras debido a su fácil operación, peso ligero y capacidad para convertirse en varias formas. La lámina de metal también proporciona una buena resistencia. Hay varias ventajas de los productos de chapa que lo convierten en una operación versátil.

Muchas industrias manufactureras como automóvil Las industrias, las industrias de la artesanía aeronáutica, las industrias marinas, etc. están asociadas en gran medida con el trabajo de la chapa. Hay muchos productos que usamos a diario, como puertas de metal, escritorios de metal, latas de metal, láminas de techo, etc., son productos de lámina de metal.
Proceso de embutición profunda:
La embutición profunda es un proceso de conversión de láminas de metal en una estructura cilíndrica o en forma de caja con o sin cambiar su longitud y espesor. Muchas piezas cilíndricas como latas de metal, ollas, recipientes para alimentos y bebidas, fregaderos de cocina, tanques de combustible de automóviles, etc. son productos de embutición profunda.
Proceso de trabajo:
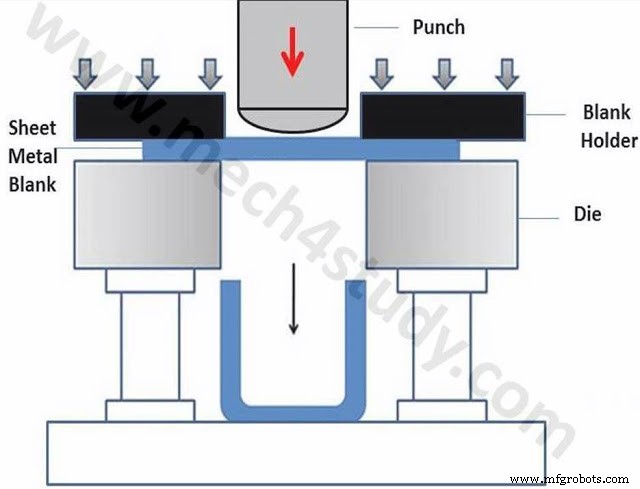
La pieza en bruto se coloca sobre un troquel circular abierto con la ayuda de un portapiezas. El soporte de la pieza en bruto proporciona la fuerza necesaria para sujetar la pieza en bruto. El punzón que se une con una prensa mecánica o hidráulica se mueve hacia abajo y proporciona la fuerza de tracción necesaria en el espacio en blanco. Esta fuerza tiende a deformar la lámina de metal y la empuja hacia la cavidad de la matriz y la convierte en una estructura en forma de copa. Si esta fuerza es alta, hace que el alargamiento de la pared de la copa se reduzca y, si es excesiva, provoca el desgarro de la hoja. Por lo tanto, la fuerza del punzón debe permanecer en un cierto límite para evitar que se rompa durante la operación.
Esto es todo sobre el proceso de embutición profunda. Si tiene alguna consulta sobre este artículo, pregunte comentando. Si te ha gustado este artículo, no olvides compartirlo con tus amigos. Suscríbase a nuestro sitio web para obtener más artículos informativos. Gracias por leerlo.
Soldadura por haz de electrones:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
Proceso de doblado de chapa diferente
Proceso de manufactura
- ¿Qué es la forja? Definición, proceso y tipos
- ¿Qué es la galvanización?- Definición, métodos, proceso
- ¿Qué es el tratamiento térmico? - Proceso y métodos
- ¿Qué es la chapa metálica? Definición, tipos y usos
- ¿Qué es la fundición de metales? Definición, tipos y procesos
- Proceso de formación de chapa
- ¿Qué tipo de fabricación de chapa es adecuada para mí?
- ¿Qué es el punzonado de chapa?
- ¿Qué es una Fundición?
- ¿Qué es la máquina dobladora de láminas?
- ¿Qué es enderezar chapa?