


Informe técnico:comprensión de las fuerzas en el rectificado de avance lento para reducir costos y mejorar la consistencia
Uno de los principales beneficios del rectificado progresivo es la combinación de una eliminación rápida de material con la capacidad de generar una superficie rectificada de precisión en materiales difíciles de rectificar. Por lo general, el rectificado de avance progresivo da como resultado un menor espesor de viruta sin deformar en relación con el rectificado superficial, lo que mejora el acabado superficial de la pieza de trabajo y reduce el desgaste de la rueda. Sin embargo, esta ventaja viene con algunos inconvenientes. Las aplicaciones de esmerilado de alimentación lenta tienden a consumir más energía y tienen fuerzas más altas. Por lo tanto, requiere husillos de mayor potencia y máquinas y accesorios de ingeniería más robusta que las aplicaciones tradicionales de rectificado de superficies.
Al desarrollar nuevas aplicaciones de esmerilado de avance lento, tener en cuenta las fuerzas de esmerilado puede ser beneficioso para garantizar un diseño de dispositivo, presiones de sujeción y soporte de piezas adecuados. También influyen en las especificaciones de las ruedas y las condiciones del proceso. Este artículo destacará algunas de las fuerzas básicas que se pueden calcular en el rectificado de avance lento y concluirá con una aplicación de ejemplo.
Fuerzas en el Rectificado Creepfeed
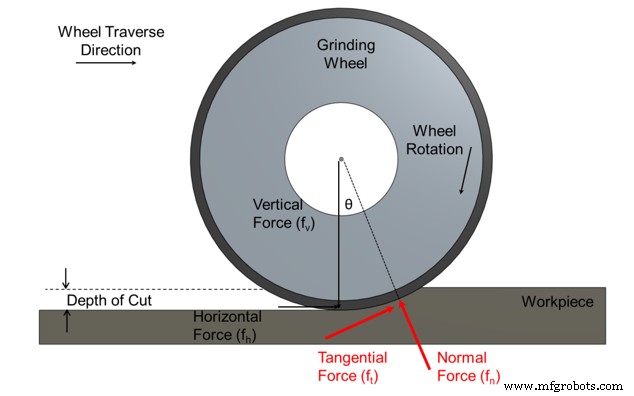
Considere un rectificado de avance lento 2D simple como se muestra en la Figura 1 . En esta aplicación, hay dos fuerzas principales que actúan sobre la rueda:la fuerza tangencial y la fuerza normal. La fuerza normal (fn) es la fuerza aplicada perpendicular al área de contacto entre la rueda y la pieza de trabajo, y la fuerza tangencial (ft) es la fuerza aplicada paralela al área de contacto entre la rueda y la pieza de trabajo. La magnitud y la dirección de las fuerzas de rectificado determinan los requisitos de diseño para la fijación, la sujeción de la pieza de trabajo y la rigidez del sistema. La dirección de estas fuerzas es una consideración particularmente importante para los procesos donde el punto de tangencia entre la muela y la pieza de trabajo puede cambiar durante el proceso de rectificado, lo que resulta en un cambio en la dirección de las fuerzas de rectificado, por ejemplo, en operaciones de rectificado de 5 ejes.
La fuerza tangencial es la fuerza requerida para mantener la velocidad de la rueda mientras se acopla con la pieza de trabajo bajo las fuerzas de fricción y de corte dadas. Es la suma de las fuerzas de corte abrasivo (es decir, las fuerzas necesarias para eliminar el material) y las fuerzas de fricción entre los granos, las virutas y el material de unión de la rueda. La fuerza tangencial está influenciada por la lubricidad del refrigerante, el afilado de la muela abrasiva, la densidad del grano abrasivo, las propiedades del material de la pieza de trabajo y el perfil de la muela.
Es posible calcular las fuerzas tangenciales (Ft ) actuando sobre la muela en el rectificado lento de dos maneras. El primero es directamente de la potencia del husillo de rectificado y la velocidad de la rueda, como se muestra:

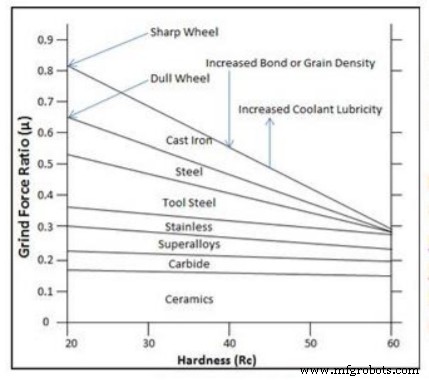
Donde la potencia está en Hp, Ft está en lbf , Vs es la velocidad de la rueda (en sfpm) y 33000 (lb*ft/min/hp) es el factor de conversión. En el punto de contacto, las fuerzas normales y tangenciales sobre la rueda son iguales y opuestas a las fuerzas que actúan sobre la pieza de trabajo, por lo que estas ecuaciones también se pueden usar para calcular las fuerzas sobre la pieza de trabajo. Una vez que se conoce la fuerza tangencial, la fuerza normal se puede estimar mediante la relación del coeficiente de fricción del rectificado. El gráfico en la Figura 2 muestra el coeficiente de fricción de rectificado en función de la dureza para varios materiales. La mayoría de las superaleaciones y aceros de alta resistencia tienen un coeficiente de fricción de rectificado entre 0,25 y 0,40.
Una vez μ y Ft se conocen, la fuerza normal se puede estimar a través de la ecuación: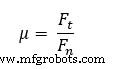
Un segundo método para medir la fuerza tangencial es usar un dinamómetro y medir las fuerzas verticales y horizontales durante la molienda. Luego, conociendo el ángulo del vector de fuerza normal (θ - ver Figura 1 ), las fuerzas normales y tangenciales se pueden calcular a partir de las siguientes ecuaciones:
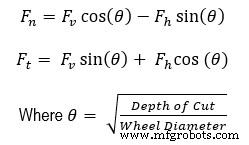
Es importante tener en cuenta que las fuerzas normales y tangenciales en el rectificado de avance lento no son las mismas que las fuerzas verticales y horizontales, respectivamente. Si bien esto puede ser útil en un entorno tipo laboratorio, a menudo no es práctico en la molienda de producción y, por lo tanto, el método alternativo para calcular fn y ft probablemente se usará con más frecuencia.
Medición de potencia
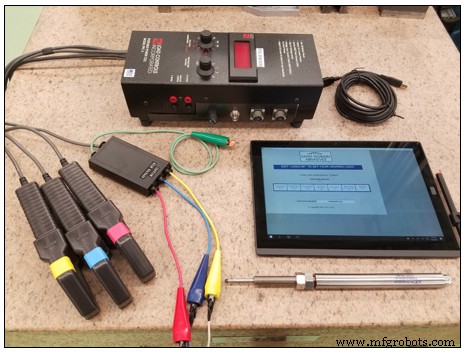
Para calcular con precisión Ft , debe conocerse la potencia del husillo de rectificado. Se recomienda encarecidamente utilizar un monitor de potencia y conectarlo directamente al sistema de accionamiento del husillo. Si lo hace, se asegurará de que la potencia de molienda no se vea afectada por fuentes externas, como bombas de refrigerante u otros movimientos del eje de la máquina. Norton utiliza varios sistemas de monitoreo de energía de última generación combinados con el software LabVIEW personalizado para monitorear la energía del husillo en tiempo real durante el rectificado. En la Figura 3 se muestra un ejemplo del sistema. .
Este sistema utiliza entradas de corriente y voltaje del accionamiento del husillo para calcular y trazar la potencia de molienda en tiempo real. A partir de este gráfico, la potencia de rectificado inactiva, máxima y media, junto con el tiempo del proceso, se pueden medir y utilizar para determinar las fuerzas tangenciales y normales, así como información como las energías específicas de corte y rectificado del proceso. Estos valores se pueden utilizar para comprender mejor el comportamiento dependiente del tiempo del proceso y resaltar las interacciones microscópicas dominantes en la aplicación de molienda.
Para continuar leyendo este documento técnico en su totalidad, descargue un PDF aquí.
Tecnología Industrial
- Una guía para la administración de costos en la nube empresarial:comprensión y reducción de costos
- 7 recursos para comprender la inercia y la discordancia de la inercia
- Lápiz y papel frente a software de mantenimiento:el mejor método para reducir el tiempo de inactividad
- Guía para comprender la metodología Lean y Six Sigma para la fabricación
- Libro blanco:Preparación de su almacén para robots
- Torneado, rectificado y sujeción para fabricación de alta precisión
- Libro blanco:¿Reparar la escasez de mano de obra? Aceptar a los millennials y la generación Z
- Acero inoxidable:los mejores productos para cortar, amolar y acabar
- Informe técnico:Medición portátil inalámbrica integrada para el taller
- Surewerx Traction Insights:entender y reducir los resbalones y caídas es tan fácil como 1-2-3
- Comprensión de los beneficios y desafíos de la fabricación híbrida