


Mecanizado electroquímico:definición, partes o construcción, principio de funcionamiento, ventajas, desventajas, aplicación
En este artículo, estudiaremos en detalle la definición, las partes o la construcción, el principio de funcionamiento, las ventajas, las desventajas y la aplicación del mecanizado electroquímico.
Comencemos con la definición primero,
Mecanizado electroquímico Definición:
El mecanizado electroquímico (ECM), caracterizado como mecanizado no tradicional, es un proceso de electrochapado inverso, sin contacto y de mecanizado avanzado (ECM elimina el material en lugar de depositarlo). En ECM, una alta corriente eléctrica pasa entre la herramienta y la pieza de trabajo a través de un fluido conductor. La alta corriente y el fluido conductor se utilizan para ionizar y eliminar los átomos de metal de la pieza de trabajo, lo que genera una superficie sin rebabas.
En los procesos de mecanizado convencionales o tradicionales, el material de la herramienta tiene que ser más duro que el material de la pieza de trabajo. Pero la sorprendente característica del mecanizado electroquímico de ser independiente de la resistencia, la dureza y la tenacidad del material de la pieza de trabajo lo hace adecuado para el mecanizado de cualquier material conductor y también para el mecanizado de cavidades complejas en materiales de alta resistencia.
El proceso de electrólisis es la actividad más fundamental de ECM basada en las "leyes de electrólisis (galvanoplastia) ” formulado por Faraday en 1833.
La electrólisis es un fenómeno químico que ocurre entre dos conductores sumergidos en una solución adecuada cuando pasa una corriente eléctrica entre ellos.
En los conductores sólidos, la corriente es transportada por electrones.
En los electrolitos, la corriente es transportada por átomos o un grupo de átomos. Los átomos se denominan iones cuando adquieren carga positiva o negativa al perder o ganar electrones respectivamente. Los iones positivos (cationes) son atraídos por el cátodo, en la dirección de la corriente positiva a través del electrolito, y los iones negativos (aniones) son atraídos por el ánodo.
Esta configuración de electrodos y electrolitos se denomina celda electrolítica.
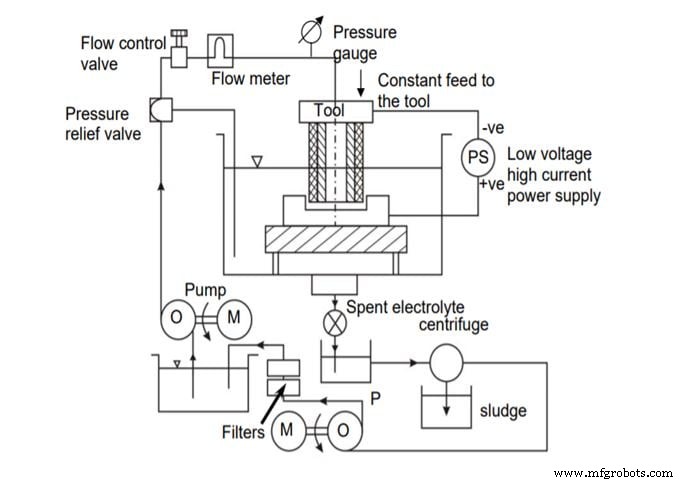
Mecanizado electroquímico de piezas o construcción:
El mecanizado electroquímico consta de las siguientes partes principales:
- Fuente de alimentación
- Electrolito
- Pieza de trabajo
- Herramienta
- Unidad de alimentación
- Tanque
- Mesa portapiezas
- Manómetro
- Caudalímetro
- Válvula de control de flujo
- Válvula de alivio de presión
- Bomba
- Tanque de reserva
- Filtros
- Contenedor de lodos
- Centrífuga
- Extractor de humos
- Recinto
Fuente de alimentación:
El voltaje debe mantenerse bajo para evitar cortocircuitos porque el espacio entre la herramienta y la pieza de trabajo es bajo para una corrección de tono alto
Tasa de remoción de material ∝ Densidad de corriente. Por lo tanto, se utilizan valores de corriente altos para el proceso ECM.
Los siguientes son los parámetros de la fuente de alimentación para el proceso de ECM:
- La fuente de alimentación es eléctrica en ECM
- Tipo:corriente continua
- Capacidad de corriente:50 a 40.000 A
- Tensión mantenida pequeña (para evitar cortocircuitos ) :2- 35 V
Electrolito:
Los electrolitos son fluidos conductores y se seleccionan en paridad con los electrodos. Algunas combinaciones de electrolitos y electrodos se dan a continuación:
- El cloruro de sodio (NaCl) en una concentración del 20% se usa para aleaciones ferrosas.
- El nitrato de sodio (NaNO3) se usa para aleaciones ferrosas.
- El ácido clorhídrico (HCl) se utiliza para las aleaciones de níquel.
Una mezcla de cloruro de sodio (NaCl) y ácido sulfúrico (H2SO4) se usa para aleaciones de níquel.
Una mezcla de 10 % de ácido fluorhídrico (HF), 10 % de ácido clorhídrico (HCl), 10 % de ácido nítrico (HNO3) aplicada para titanio.
El hidróxido de sodio (NaOH) es para carburo de tungsteno (WC).
Los electrolitos deben tener las siguientes propiedades:
- Alta conductividad
- Baja viscosidad
- Baja toxicidad y corrosividad
- Estabilidad química y electroquímica para una mejor tasa de eliminación de material.
Las 3 funciones de los electrolitos son:
- Transporta corriente entre la herramienta y la pieza de trabajo
- Retira el producto del espacio interno del electrodo
- Elimina el calor producido por el paso de la corriente.
Los parámetros de electrolitos en ECM son los siguientes:
- Temperatura:20 °C – 50 °C
- Caudal:20 litros/min por 100 A de corriente
- Presión:0,5 a 20 bares
- Dilución:100 g/la 500 g/l
Pieza de trabajo:
Una pieza de trabajo es un objeto que debe mecanizarse a partir del cual el material pasa a la solución. La pieza de trabajo se convierte en el ánodo en ECM. La tasa de eliminación de material o el mecanizado solo depende del peso atómico y la valencia del material de trabajo.
La pieza de trabajo puede ser de cualquier material conductor de electricidad y está aislada del sistema para que no haya fugas ni cortocircuitos de corriente.
Herramienta:
La herramienta se utiliza para eliminar material de la pieza de trabajo. Se hace el cátodo y se conecta al terminal negativo de la fuente de alimentación. La herramienta se selecciona y fabrica teniendo en cuenta las siguientes propiedades:
- Buen conductor de electricidad.
- Suficientemente rígido para soportar la carga y la presión del fluido.
- Químicamente inerte con respecto al electrolito.
- Fácilmente moldeable y maquinable a la forma deseada.
- Debe fabricarse con gran precisión
La cavidad obtenida en la pieza es la réplica de la forma de la herramienta. Por lo tanto, la precisión de la pieza de trabajo después del mecanizado se ve directamente afectada por la precisión de la forma de la herramienta.
Material disponible para la fabricación de herramientas :Cobre, Latón, Titanio, Cobre-tungsteno, Acero inoxidable, Aluminio, Grafito, Bronce, Platino, Carburo de tungsteno.
El material se deposita en la herramienta en el proceso ECM. Sin embargo, para fines industriales de mecanizado, se desaconseja la deposición de material y la solución electrolítica se lleva el material en solución.
La herramienta está aislada del sistema para que no haya fugas ni cortocircuitos de corriente.
Unidad de alimentación:
El servomotor se utiliza para proporcionar alimentación controlada a la herramienta para la eliminación de material de la pieza de trabajo. La velocidad de avance es de 0,5 mm/min a 15 mm/min.
- Tanque :Contiene el electrolito en el que se sumergen la herramienta y la pieza de trabajo.
- Mesa portapiezas :La mesa de sujeción de la pieza de trabajo sostiene firmemente la pieza de trabajo.
- Manómetro :Muestra la presión a la que se suministra el electrolito a la herramienta.
- Caudalímetro :Esto muestra la tasa de flujo de electrolito al área de mecanizado.
- Válvula de control de flujo :Ayuda a controlar la tasa de flujo de electrolitos.
- Válvula de alivio de presión: La válvula de alivio de presión se abre y desvía el electrolito al tanque en caso de que aumente la presión en las líneas de suministro.
Bomba:
La bomba ayuda a hacer circular el electrolito. La tasa de bombeo y la presión a la que se bombearán los electrolitos deben decidirse de antemano según la aplicación o los requisitos del proceso.
Por lo tanto, la bomba para bombear electrolitos debe decidirse en consecuencia.
Tanque de reserva :Almacena el electrolito.
Filtros:
El filtro ayuda a filtrar las impurezas presentes en el electrolito que pueden obstruir las líneas de suministro.
Los filtros se utilizan para realizar una ECM precisa con una alta rentabilidad al mantener constante la calidad del electrolito y eliminar los iones tóxicos residuales del electrolito con fines de conservación de la salud y el medio ambiente.
Contenedor de lodos :Almacena los lodos producidos durante el mecanizado.
Centrífuga :Una centrífuga es un dispositivo que utiliza la fuerza centrífuga para separar el lodo del electrolito.
Extractor de humos :Un extractor de humos es un dispositivo que utiliza un ventilador con tiro negativo para sacar los humos y el polvo del recinto.
Recinto :Todo el sistema de ECM se coloca en un recinto para que los gases tóxicos producidos en el proceso de mecanizado no afecten al medio ambiente ni al operador.
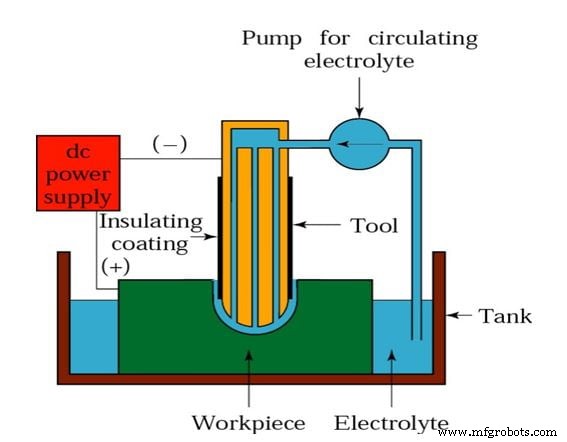
Principio de funcionamiento del mecanizado electroquímico:
Tomemos un ejemplo del mecanizado de una pieza de trabajo de hierro. La pieza de trabajo de hierro se ensambla en la mesa de sujeción de piezas de trabajo.
La herramienta se acerca a la pieza de trabajo. Los dos electrodos sumergidos en la solución electrolítica de NaCl (solución de sal común).
El cátodo (herramienta) y el ánodo (pieza de trabajo de hierro) están conectados al terminal negativo y positivo de la fuente de alimentación (generalmente alrededor de 10 V) respectivamente.
El electrolito del tanque de reserva se bombea continuamente, fluyendo a través del orificio de la herramienta hacia el espacio entre la herramienta y la pieza de trabajo con la ayuda de una bomba de circulación.
El sistema de alimentación de herramientas hace avanzar la herramienta hacia la pieza de trabajo.
Las reacciones en el ánodo se denominan reacciones anódicas. Las reacciones en el cátodo se denominan reacciones católicas.
Reacciones básicas para el electrolito de cloruro de sodio:
- Disociación de cloruro de sodio:NaCl ————→ Na + + Cl –
- Disociación del agua:H2 O ————→ H + + OH –
Reacciones catódicas:los iones de hidrógeno extraen electrones del cátodo (herramienta) para formar H2 gasolina.
- 2H + + 2e – ————→ H2 ↑
Solo H2 el gas se desarrolla en el cátodo. La forma del electrodo permanece inalterada durante el proceso de electrólisis, que es la característica más significativa del proceso ECM.
Reacciones anódicas:
- El hierro sale de la pieza de trabajo (ánodo) como iones de hierro
- Fe ————→ Fe ++ + 2e –
- Reacción dentro del electrolito de cloruro de sodio
- Na + + OH – ————→ NaOH
- Fe ++ + 2OH – ————→ Fe(OH)2 ↓
- Fe ++ + 2Cl – ————→ Fe(Cl)2 ↓
Fe(OH)2 , Fe(Cl)2 se precipitan como lodo. La pieza de trabajo se mecaniza gradualmente para brindar un excelente acabado superficial y una superficie libre de tensión debido a este proceso de disolución anódica controlada a nivel atómico.
No hay restricciones sobre la geometría de la forma de la herramienta. Inicialmente, el espacio entre la herramienta y la pieza de trabajo es desigual. Después del mecanizado, el espacio es uniforme (0,1 mm a 2 mm) en toda la longitud de la pieza de trabajo y se mantiene como tal a través de la velocidad de avance de la herramienta o la pieza de trabajo adecuada.
El ancho del espacio tiende gradualmente hacia un valor de estado estable y, en tales condiciones, la cavidad obtenida es la réplica de la forma de la herramienta.
El lodo del tanque se extrae y se separa del electrolito mediante la centrífuga.
El electrolito, luego de pasar por el proceso de filtración en filtros, es nuevamente transportado al tanque reservorio para ser bombeado para el proceso de maquinado.
Así funciona el mecanizado electroquímico. Ahora estudiaremos las Ventajas.
Ventajas del mecanizado electroquímico:
Las siguientes ventajas del mecanizado electroquímico es:
- Las piezas de curvatura cóncava y compleja se pueden producir fácilmente con herramientas cóncavas y convexas.
- Se pueden producir geometrías más complejas usando una sola máquina CNC conectada.
- Dado que el desgaste de la herramienta es insignificante, se puede usar la misma herramienta para producir una cantidad infinita de componentes.
- Dado que no hay contacto directo entre la herramienta y el material de trabajo, no hay fuerzas ni tensiones residuales.
- Se produce un excelente acabado superficial sin daño térmico debido a la disolución a nivel atómico
- Se genera menos calor.
Desventajas del mecanizado electroquímico:
Las siguientes desventajas del mecanizado electroquímico es:
- El electrolito salino (ácido) puede provocar la corrosión de la herramienta, la pieza de trabajo y el equipo.
- Alto consumo energético específico.
- ECM solo puede mecanizar material de trabajo conductor de electricidad.
- No se puede utilizar para material blando.
- Se requiere una gran planta de producción.
- ECM plantea problemas de salud y ambientales.
Aplicación de mecanizado electroquímico:
La siguiente aplicación de mecanizado electroquímico es:
- El mecanizado electroquímico se utiliza para la operación de hundimiento y contorneado de orificios.
- Esmerilado, combinándolo con procesos de esmerilado (usando la muela abrasiva cargada negativamente) para eliminar material. El proceso también se conoce como molienda electroquímica.
- Cortar cavidades, taladrar agujeros más profundos e incluso de forma irregular en estructuras complejas como las palas de turbinas de motores a reacción.
- Trepanado (mediante el uso de un electrodo de herramienta con una cavidad) y micromecanizado para fabricar microcomponentes porque ECM proporciona un buen acabado superficial libre de estrés que tiene una amplia aplicación en nanofabricación y nanotecnología.
- Perfilado y mecanizado de perfiles complejos como álabes de turbinas de vapor dentro de límites cerrados.
Vídeo de mecanizado electroquímico:
Tecnología Industrial
- Proceso de bruñido:definición, partes o construcción, principio de funcionamiento, ventajas, aplicación [Notas con PDF]
- Mecanizado por chorro de agua y chorro de agua abrasivo:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado por haz de electrones:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado por rayo láser:principio, trabajo, equipos, aplicación, ventajas y desventajas
- Mecanizado por chorro abrasivo:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado ultrasónico:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Soldadura por ultrasonidos:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado Electroquímico:Principio, Funcionamiento, Equipos, Aplicación, Ventajas y Desventajas
- Soldadura por electroescoria:principio, funcionamiento, aplicación, ventajas y desventajas
- Soldadura de forja:principio, funcionamiento, aplicación, ventajas y desventajas
- Unión por difusión:principio, funcionamiento, aplicación, ventajas y desventajas