


Combinación de medidas dieléctricas de CA y CC para el control del curado de compuestos
He escrito sobre la monitorización del curado a través de los sensores de microcables ThermoPulse de AvPro (Norman, Okla., EE. UU.), Que pretende utilizar en sus sistemas de gestión del curado y también sobre los sensores dieléctricos de corriente continua (CC) de Synthesites (Uccle, Bélgica) para seguimiento in situ y evaluación de Tg en tiempo real. En este blog, discutiré Lambient Technologies (Cambridge, Mass., EE. UU.) Y su historia en sensores dieléctricos de corriente alterna (CA), así como su último instrumento LT-440 que combina el análisis dieléctrico de CA y CC (DEA). “Ambas tecnologías tienen ventajas y desventajas”, dice el fundador de Lambient, Huan Lee. "La combinación de medidas de CA y CC proporciona la mayor cantidad posible de herramientas para I + D, control de calidad y monitoreo in situ durante la fabricación".
Historia de Lambient Technologies
Lee estaba en un grupo de I + D en el MIT que desarrollaba la monitorización de la cura en la década de 1980. Fundó una empresa derivada, Micromet Instruments, en 1982 para comercializar esta tecnología. Micromet fue adquirido varias veces. En 2001, NETZSCH (Selb, Alemania) adquirió Holometrix Micromet y lo fusionó con el negocio mundial de análisis térmico de NETZSCH.
Sin embargo, Lee sintió que Netzsch no estaba desarrollando la tecnología lo suficiente, por lo que dejó la unidad de negocios Micromet y cofundó Lambient Technologies en 2008 con Steve Pomeroy, un ingeniero líder de Micromet Instruments. “Después de que me fui, Netzsch desarrolló el Epsilon 288, que es un buen instrumento para monitorear la cura”, dice Lee. “Sin embargo, Netzsch es una gran empresa y DEA es un mercado pequeño para ellos. Nuestra ventaja en Lambient Technologies es una profundidad de conocimiento única debido a mi papel como uno de los creadores de la tecnología ". Aunque las resinas y los compuestos continúan siendo un área clave para la empresa, no se dirige a ningún tipo de industria, dice la directora de marketing de Lambient Technologies, Maria S. Lee. “Trabajamos con fabricantes de esmaltes de uñas, materiales dentales y adhesivos, así como con fabricantes de palas de viento compuestas e implantes médicos”.
Los sensores e instrumentos de Lambient Technologies se utilizan para monitorear las propiedades dieléctricas de los polímeros termoendurecibles de curado, incluidos materiales epoxi, acrílicos, poliuretano, poliéster, poliimida y poliamida, polímeros de curado UV, todo tipo de compuestos de moldeo, así como pinturas, recubrimientos y materiales reforzados con fibra. composicion. Sus soluciones dan una idea de la formulación, la velocidad de reacción, la viscosidad y el estado de curado. Se utilizan para estudiar materiales poliméricos y para optimizar los procesos de fabricación. Se pueden utilizar para gestionar la fabricación de polímeros utilizando recipientes de reacción por lotes y la fabricación de compuestos mediante hornos, autoclaves, prensas y sistemas de pultrusión.
La ciencia de la DEA
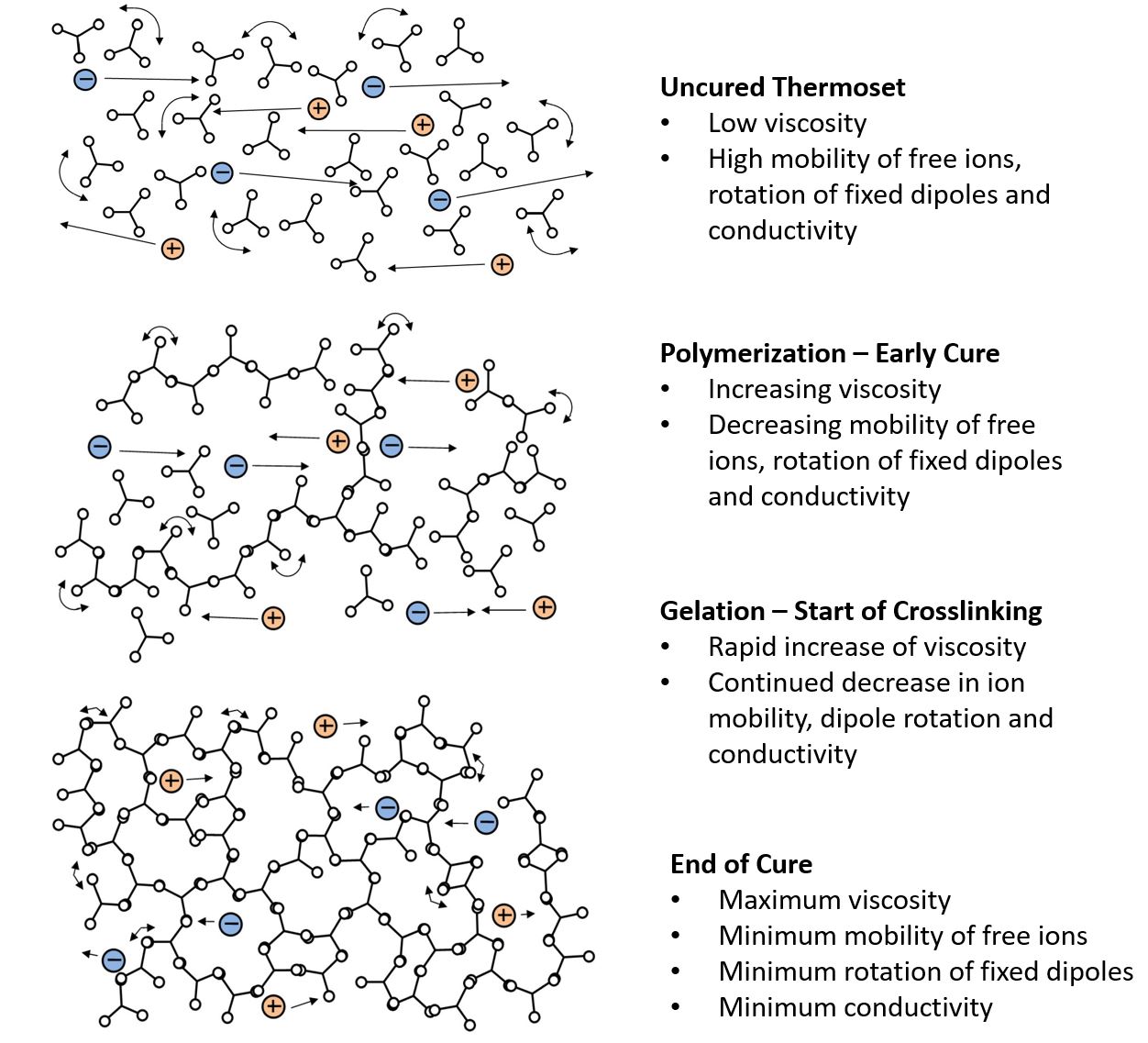
El análisis dieléctrico, o DEA, es una técnica de análisis térmico como la calorimetría diferencial de barrido (DSC) y el análisis mecánico dinámico (DMA), explica Huan Lee, “pero puede proporcionar análisis in situ utilizando sensores para medir las propiedades eléctricas del material bajo prueba. En cualquier resina termoendurecible ocurren dos cosas. Los iones fluyen, pero esto se verá impedido por la tensión de la red molecular que es igual al estado de curado. Los iones que fluyen proporcionan una respuesta independiente de la frecuencia a un campo o señal electromagnética. La segunda actividad dentro de la resina es la rotación de dipolos positivos y negativos en respuesta al mismo campo o señal electromagnética. Sin embargo, esta respuesta depende de la frecuencia del campo electromagnético. Separar estos fenómenos independientes y dependientes de la frecuencia es clave para distinguir el estado de curación ”.
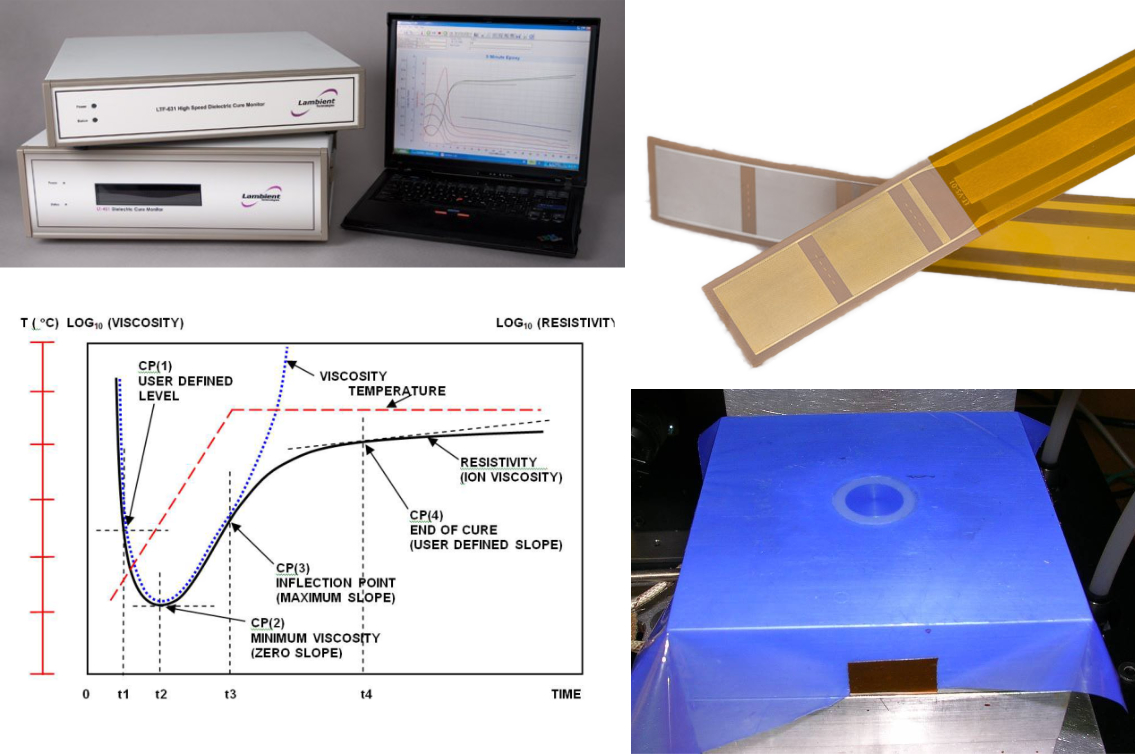
En la resina líquida, la resistencia al flujo de iones es baja, dice Lee (vea Termoestable sin curar en el diagrama anterior). “A medida que la resina se cura, la resistencia aumenta. Al final del curado, la resistencia al flujo de iones es muy grande ". DEA mide la resistencia de un polímero (informado como resistividad ) y capacitancia (informado como permitividad ). Resistividad contiene tanto el flujo de iones independiente de la frecuencia como los componentes de rotación del dipolo dependiente de la frecuencia. La resistividad independiente de la frecuencia se conoce como viscosidad iónica . (ver gráfico a continuación) y se correlaciona con la viscosidad de la resina antes de la gelificación y con su módulo después de la gelificación.
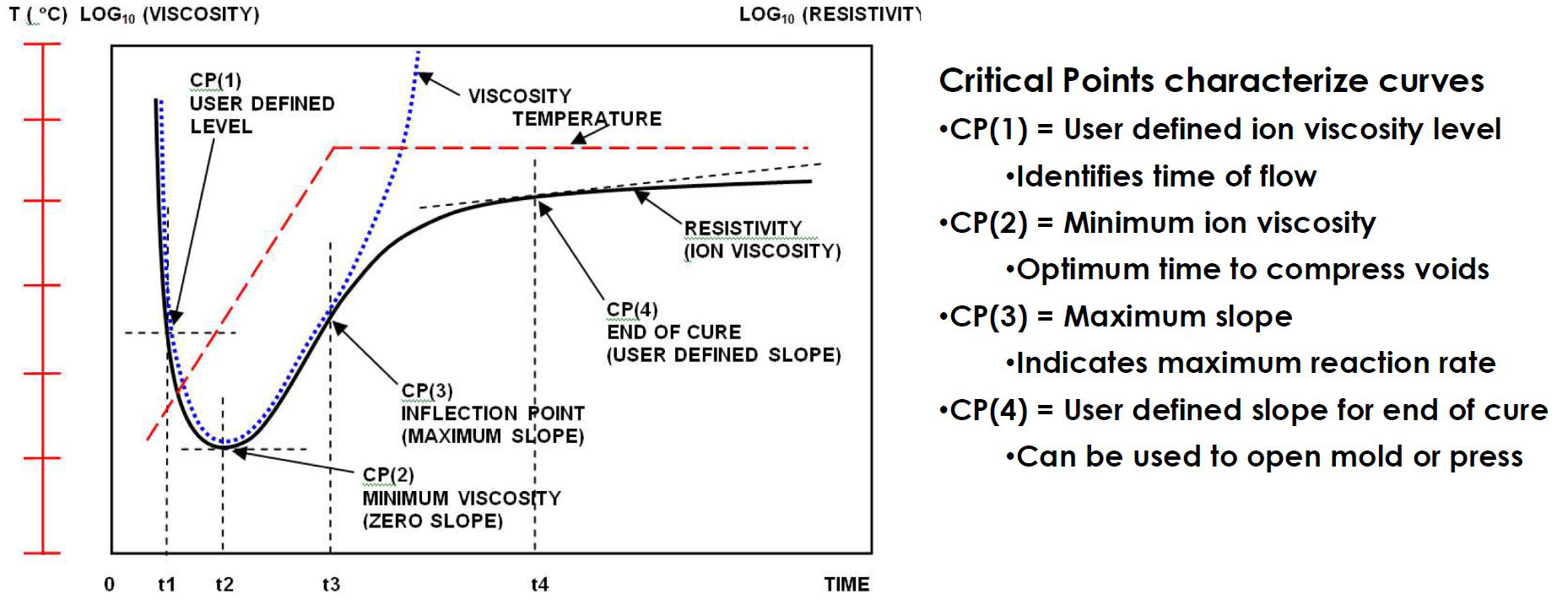
Aunque no existe un evento dieléctrico que identifique el punto de gelificación, el curado se identifica fácilmente cuando el cambio de viscosidad iónica con el tiempo ( pendiente ) se acerca a cero. “La gelificación es un evento mecánico”, explica Lee, “por lo que las propiedades dieléctricas de la resina no ayudan. Sin embargo, ocurre cerca de la velocidad máxima de reacción que es igual a la pendiente del pico. Al final del curado, el usuario decide qué está completamente curado (según el material y la aplicación) y luego identifica la pendiente en la que esto ocurre. Esto es mucho más confiable que usar un tiempo y una temperatura establecidos ".
Elementos del sistema DEA
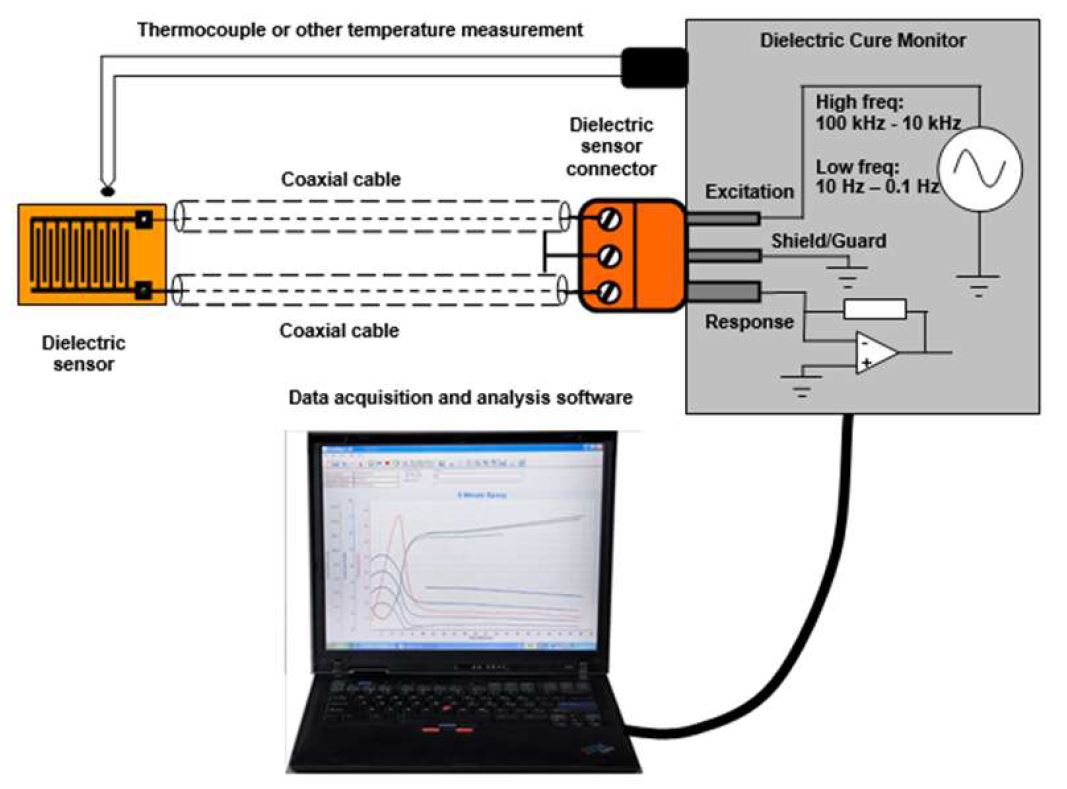
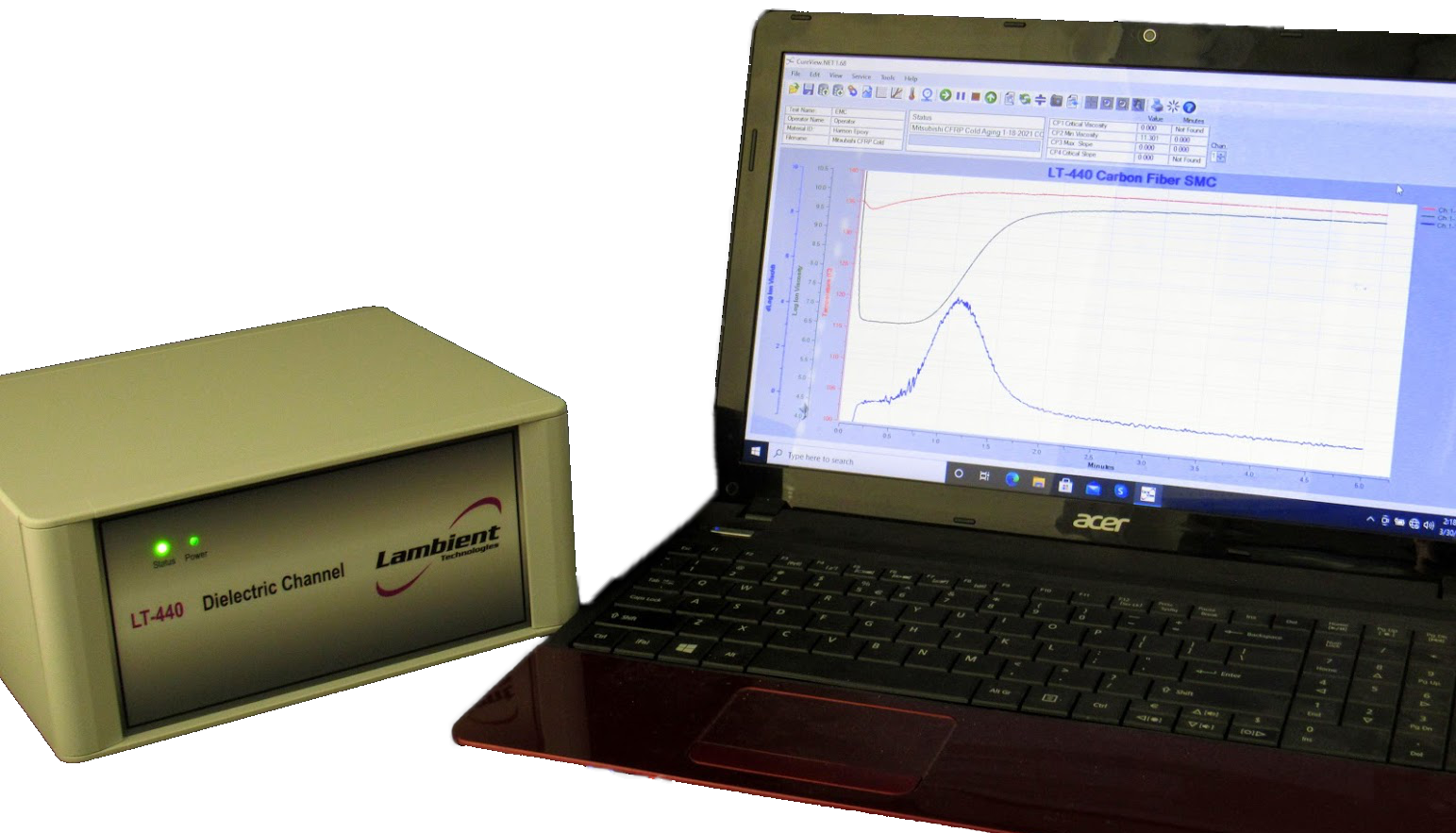
Los sistemas DEA de Lambient Technologies comprenden algunos elementos esenciales. Las mediciones se realizan mediante sensores dieléctricos, que incluyen un sensor de temperatura como un termopar. "Las propiedades dieléctricas cambian con el curado y temperatura ”, señala Lee. Los sensores están conectados al equipo de monitoreo que está conectado a una computadora portátil que ejecuta el software de análisis y adquisición de datos CureView de Lambient.
Los sensores dieléctricos de Lambient Technologies pueden ser permanentes o desechables. Los sensores permanentes están incrustados en moldes o prensas y pueden reutilizarse. Por lo general, comprenden uno o más electrodos metálicos incrustados en un sustrato cerámico, un termopar y una vaina, que a menudo es de acero inoxidable. Estos sensores suelen tener un diámetro de 0,25 a 1 pulgada y se pueden utilizar hasta 250 ° C. Los sensores desechables se utilizan en la superficie de una pieza y comprenden una serie de electrodos adheridos a un sustrato Kapton flexible y delgado (100 micrómetros). Se pueden utilizar hasta 350 ° C. Lambient suministra sensores desechables Varicon de 38 centímetros de largo y sensores Mini-Varicon de 3,8 centímetros de largo.

Lambient Technologies también tiene una variedad de equipos de monitoreo. “Comenzamos con el sistema de grado de laboratorio LT-451 Dielectric Cure Monitor, que era muy sensible y ofrecía mucha flexibilidad”, dice Steve Pomeroy, cofundador de Lambient Technologies y líder en desarrollo de software. “Nuestros clientes necesitaban un sistema específicamente diseñado para QA / QC y fabricación, por lo que desarrollamos el monitor de curado dieléctrico de alta velocidad LTF-631. Cada LT-451 o LTF-631 tiene hasta cuatro canales y cada canal tiene una entrada dieléctrica y una entrada de termopar. También desarrollamos el canal dieléctrico LT-439 específicamente para QA / QC y fabricación. Es menos costoso y permite múltiples instrumentos en un enlace en serie para objetos grandes como un ala o una pala de viento. Es similar al LT-451 pero solo tiene un canal por unidad ”. Él estima que el 30% de los instrumentos de Lambient Technologies se utilizan para I + D, mientras que el 50% se utiliza para QA / QC y el 20% para fabricación.
Supervisión de curado de CA y CC
“Usamos principalmente medidas de CA”, señala Lee, “lo que simplemente significa que el voltaje de la señal está oscilando. La frecuencia óptima necesaria para medir el estado de curado depende de dónde se encuentre en el proceso de curado. Las frecuencias más altas son buenas al principio, pero las frecuencias más bajas son mejores al final del curado, cuando el material tiene un módulo mucho más alto ”.
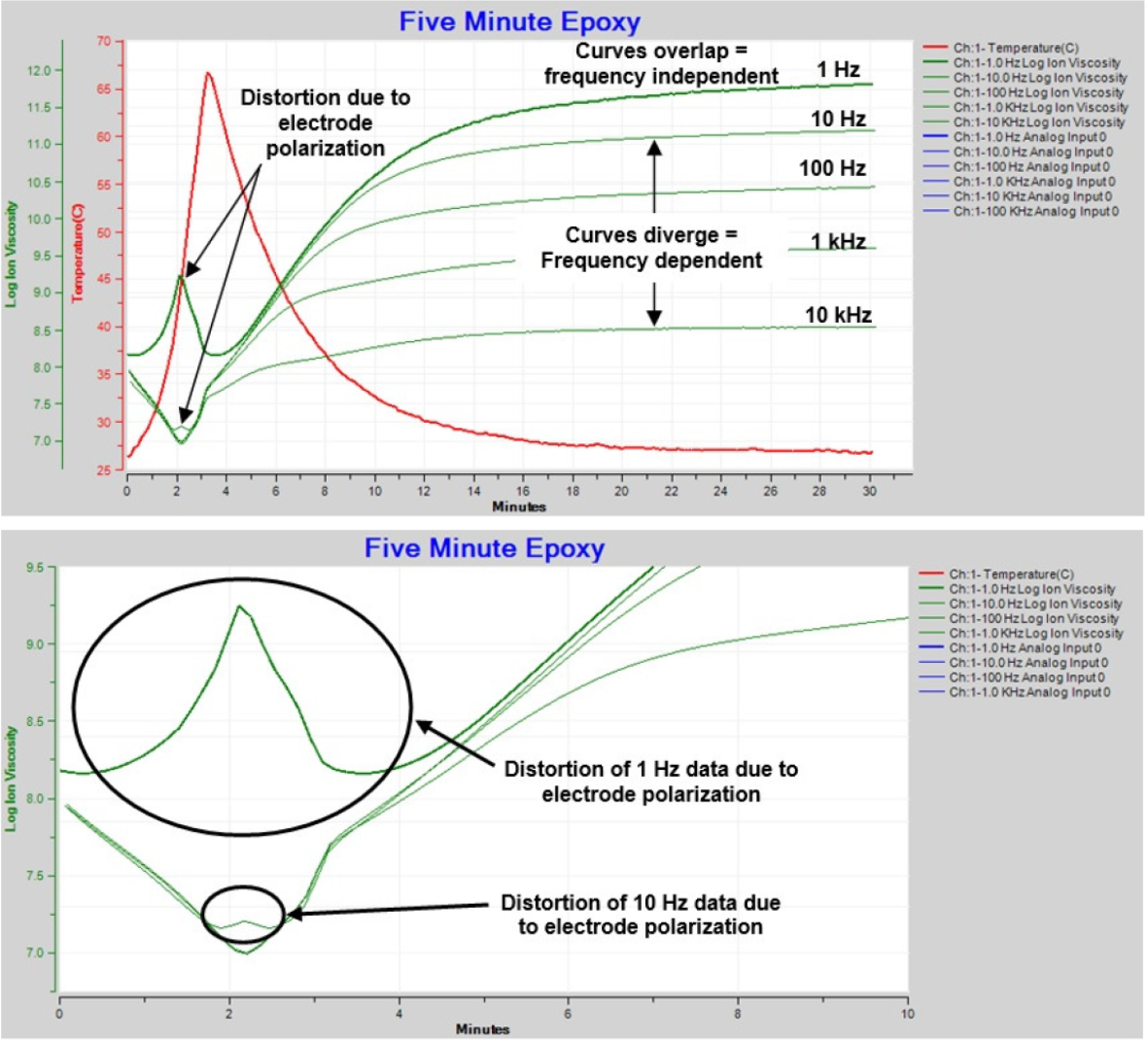
Las figuras 4-4 y 4-5 de la descripción general técnica 3.04 muestran la distorsión en las mediciones de viscosidad iónica durante el curado de epoxi de 5 minutos. Esta distorsión debida a la polarización del electrodo disminuye al aumentar la frecuencia.
“Pero también podemos usar CC”, continúa Lee, “que aplica un voltaje fijo (frecuencia =0) y conduce la corriente solo en una dirección, por lo que esto es más simple. Las mediciones de CA y CC concuerdan bien al final del curado, pero las mediciones de CC pueden causar problemas al comienzo del curado. Mientras tanto, las mediciones de CA al final del curado para la mayoría de los termoendurecibles y compuestos están bien, pero pueden tomar demasiado tiempo para ciertos materiales de alta resistencia ". Esto se debe a que las mediciones de CA al final del curado, cuando los materiales termoendurecibles tienen la mayor resistencia, se toman mejor a frecuencias más bajas. "Si está utilizando una frecuencia de 1 hercio, la medición en 3 ciclos requiere 3 segundos", explica Lee. “Pero si está utilizando frecuencias bajas apropiadas de 0,1 o 0,01 hercios, la medición requiere 30 o 300 segundos, respectivamente. Entonces, aquí es donde la CC es muy útil porque la medición es casi instantánea. Tanto las medidas de CA como las de CC tienen ventajas y desventajas ".
“El problema con las mediciones de CC al comienzo del curado parece estar relacionado con la resistencia electroquímica”, dice Lee. Como se explica en la publicación de Lambient Tehnologies, “Technical Overview 3.04 - AC and DC Cure Monitoring”, parece haber una reacción electroquímica que ocurre en la resina durante la medición de DC que agrega resistencia. Esto disminuye a medida que el material se cura, lo que reduce la discrepancia entre las medidas de CA y CC.
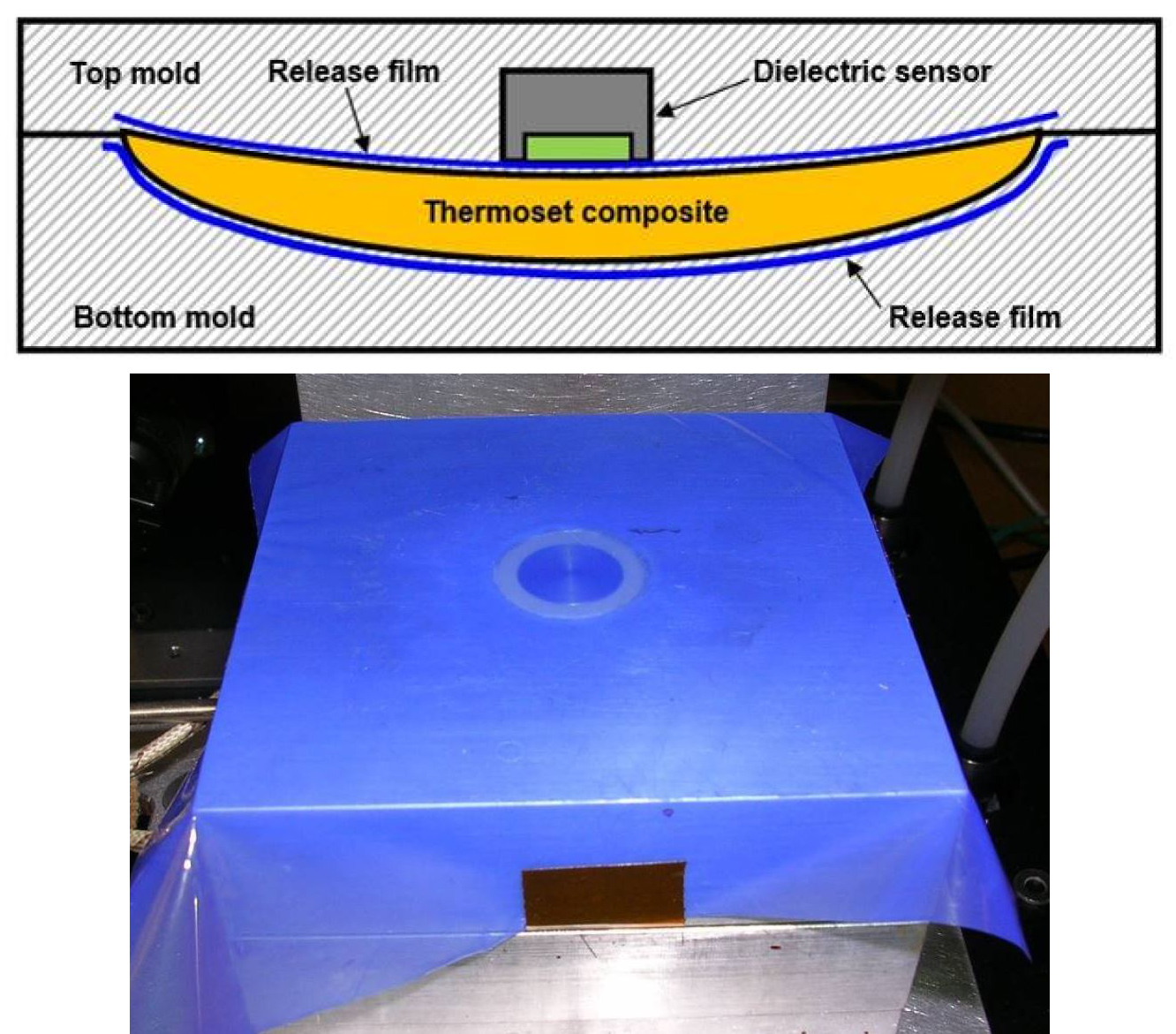
Los sensores dieléctricos de CA pueden medir a través de bolsas de vacío y películas de liberación, como se muestra en la película azul sobre un sensor incrustado en una placa de prensa en la parte inferior.
Para las mediciones de CA, existe un fenómeno llamado polarización del electrodo que puede crear una capa de bloqueo a través de los electrodos sensores durante el curado temprano. Esto puede causar viscosidades iónicas aparentes anormalmente altas (ver Fig. 4-4- y 4-5) pero disminuye al aumentar la frecuencia y no es un problema para las mediciones tomadas a 1 a 10 kilohercios. Sin embargo, es posible restaurar matemáticamente información precisa sobre el curado usando una corrección de capa límite también llamada corrección de polarización de electrodo.
Otro problema clave es que las señales de CA pueden pasar a través de aisladores, como bolsas de vacío y películas de liberación, pero estos aislantes bloquean las señales de CC. Por lo tanto, esto ha sido un problema para las mediciones de CC, que han requerido que se corte un orificio para que el sensor de CC pueda estar en contacto con el polímero. "Entonces, aquí es donde el uso de la medición de CA es útil porque puede colocar un sensor casi en cualquier lugar que desee y reposicionarlo o usar una serie de sensores para detectar el frente del flujo de resina y curar sin afectar las películas y los materiales auxiliares", dice Lee.
Uso de DEA e historias de casos
Lambient Technologies afirma que sus instrumentos son fáciles de usar. “Usted coloca los sensores para monitorear su material, conecta los cables del sensor al instrumento, comienza su procesamiento y ejecuta el software”, dice Pomeroy. “El software configura una prueba predeterminada para epoxi de 5 minutos para confirmar que el equipo está funcionando correctamente. Proporcionamos este epóxico, sensores de prueba y una guía de inicio rápido que guía al usuario a través de esta prueba, paso a paso. También ofrecemos un día de formación ”.
Lee señala que Lambient trabaja con los clientes para asegurarse de que tengan el equipo y el conocimiento que necesitan. Por ejemplo, ¿cómo se aseguran los sensores para la prensa? ¿Cuál es la frecuencia óptima para usar? “Para muchos materiales, puede encontrar una frecuencia que caracterizará la cura de principio a fin. Para otros materiales, puede haber dos frecuencias que funcionen mejor. Por ejemplo, una frecuencia más alta al principio y una frecuencia más baja al final cuando el material tiene su mayor resistencia al flujo de iones. Es una cuestión de prueba y error. Lo bueno del LT-451 es que puede probar varias frecuencias a la vez para determinar cuál es la óptima para el material ”.
"Disponemos de amplias notas de aplicación sobre la mayoría de los materiales", añade Pomeroy. “También hemos publicado un manual de 300 páginas sobre DEA y monitoreo de curaciones, que está en línea en nuestro sitio web, al igual que muchos otros recursos prácticos. Eso es lo que nos hace únicos. Somos muy transparentes sobre la ciencia para que los usuarios puedan comprender lo que está sucediendo ”.
Un ejemplo de un historial de casos de QA / QC es Continental Structural Plastics (CSP, Auburn Hills, Michigan, EE. UU.) Es un fabricante de compuestos de moldeo en láminas (SMC) y piezas moldeadas de SMC. “Ellos prueban cada lote de SMC”, dice Lee. Los pasos del proceso incluyen:precalentar la prensa para probar la temperatura; Prensa abierta; Coloque SMC con el peso especificado; Cierre presione e inicie la adquisición de datos; Se generan curvas de viscosidad iónica a partir de las cuales se extraen los puntos críticos 1 a 4 y se registran los datos. "Esto se hace para cada lote para asegurarse de que los materiales se ajusten a las especificaciones y se curen como se espera".
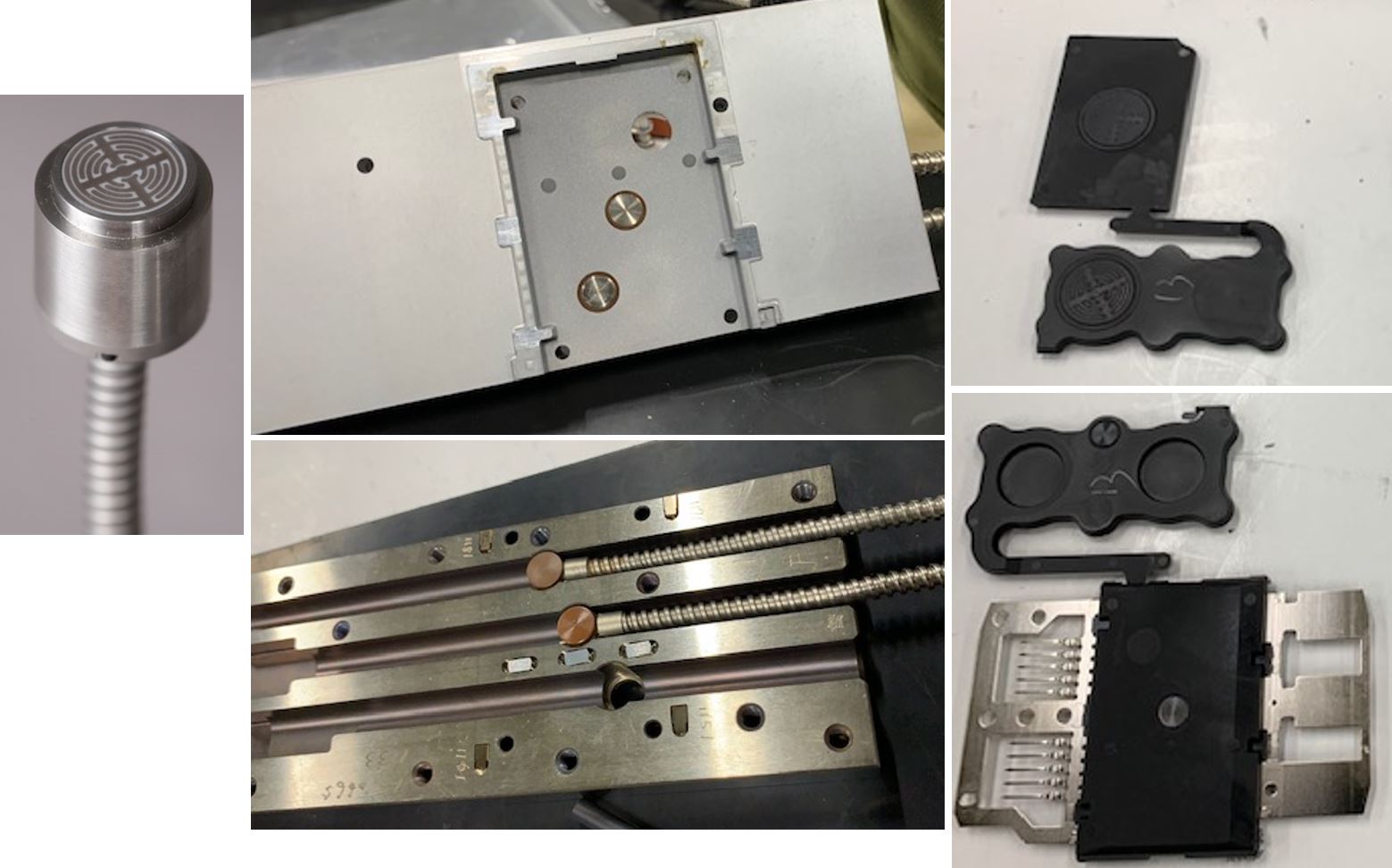
Sensores de Lambient Technologies (izquierda) se puede ver en la parte delantera y trasera del molde del compuesto de moldeo epoxi (EMC) (centro) y se utilizan para controlar el curado en chips de circuitos moldeados (derecha) .
Un ejemplo de la historia de un caso de fabricación involucra a un fabricante japonés de chips de circuitos que usa un compuesto de moldeo epoxi. “Usan sensores en el molde para su prensa de compuesto de moldeo epoxi”, dice Lee. “Ellos monitorean cuando el material entra y sale del molde, que es el tiempo de llenado, y cómo cura entre esos dos puntos para asegurar que se haya curado de manera consistente. Están analizando las propiedades del material en busca de un curado insuficiente o excesivo, lo que afecta la capacidad de fabricación del paquete de circuito integrado. Hay una ventana de viscosidad muy estrecha durante el tiempo de llenado y ellos quieren monitorear eso ”.
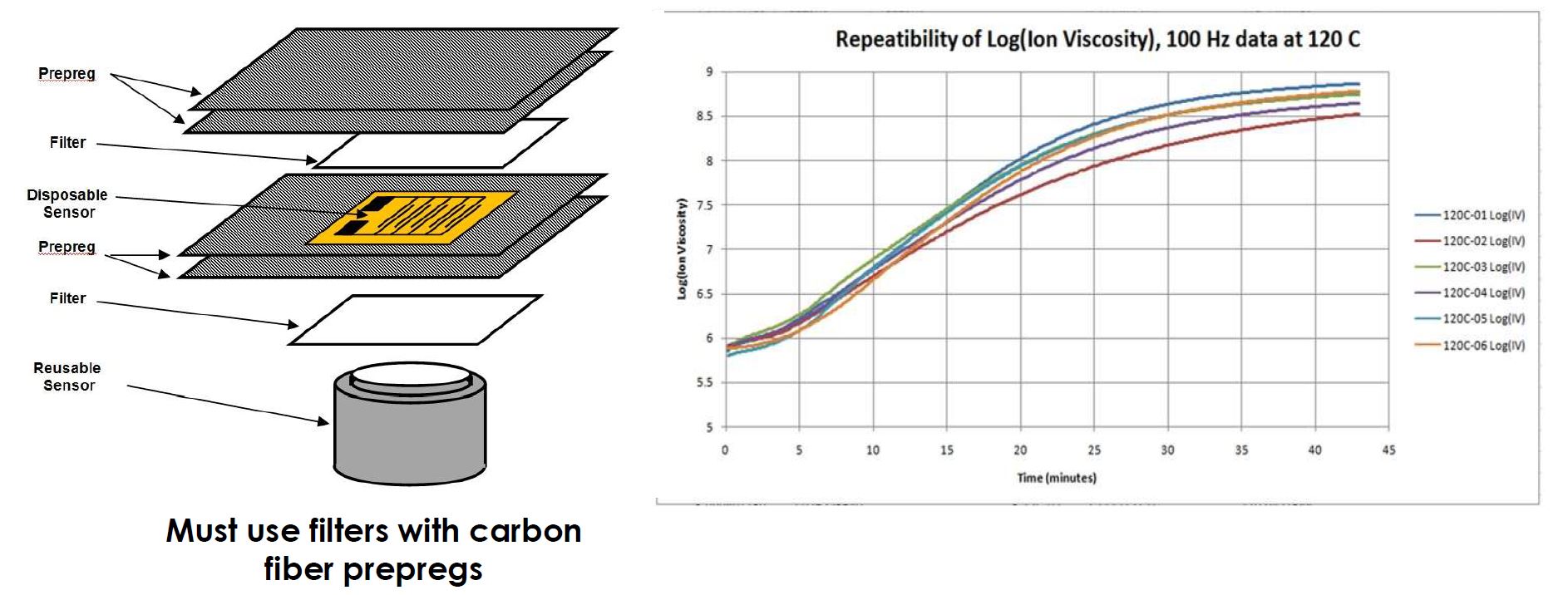
"De manera similar, es posible monitorear el preimpregnado", dice Lee. “La forma en que el preimpregnado cura al comienzo de su vida útil no es la misma que al final de su límite de vida útil. La DEA puede monitorear los cambios con el envejecimiento para monitorear el comportamiento de curado del material desde el principio hasta el final de cada rollo preimpregnado ". Una nota aquí es que la fibra de carbono es conductora. “Si las fibras unen los electrodos, provocarán un cortocircuito en los sensores DEA”, advierte. En este caso, se utiliza un filtro. "El filtro deja pasar la resina a través de los sensores pero los aísla de la fibra de carbono".
LT-440 y gestión de curaciones futuras
Lambient Technologies afirma que el LT-440 es el primer instrumento DEA que permite el uso de sensores de CA y CC. “El objetivo de este sistema es facilitar el seguimiento del curado de la resina, pero también estamos desarrollando un nuevo software para utilizar estos datos para administrar la temperatura y así controlar el proceso de curado”, dice Lee. “Por ejemplo, utilizando los datos de nuestros sensores, el molde o la prensa podrían configurarse para abrirse en CP4 (fin de curado). Podemos proporcionar a los clientes una API [interfaz de programación de aplicaciones] para sus equipos ”.
Pero, ¿qué pasa con la gestión del cambio entre la medición de CA a CC? "Es simplemente una cuestión de especificar la frecuencia que desea utilizar", dice Lee. “Para la medición de CC, establece la frecuencia en cero. Necesitaría desarrollar algo de experiencia, pero ya hemos discutido dónde la CA y la CC tienen beneficios al principio y al final de la curación y agregaremos a nuestra base de conocimientos, que está disponible en línea ".
“Mucha gente usa la temperatura y el tiempo para monitorear el curado, pero esto está desactualizado”, dice Pomeroy. “La DEA es una forma mucho mejor de controlar la curación y dejar de adivinar. DEA proporciona una forma de documentar que la resina y el composite han completado el curado y cómo ese curado se compara con cualquier otra parte ". Lee está de acuerdo:“Todos ven el valor de esto. Pero es difícil cambiar el status quo ". Sin embargo, el conocimiento que proporciona la DEA será una ventaja necesaria para el futuro de la fabricación de compuestos.
Lambient Technologies cita a Spirit AeroSystems (Wichita, Kansas, EE. UU.) Y su instalación de Prestwick, Escocia, en 2017-2018, el desarrollo de una herramienta inteligente calentada de múltiples zonas que, según se informa, puede curar piezas compuestas un 40% más rápido y a la mitad del costo en comparación con un autoclave tradicional. proceso:
"En lugar de curar los componentes a una temperatura estándar durante horas, ahora podemos adaptar el tiempo del ciclo para que coincida con las geometrías de las piezas individuales", explicó Stevie Brown, ingeniero principal del Centro de Tecnología Avanzada de Spirit en Prestwick. "El autoclave ha sido un cuello de botella en las líneas de fabricación y eliminarlo reducirá los tiempos de ciclo de los componentes, reducirá los costos de producción y disminuirá el consumo de energía".
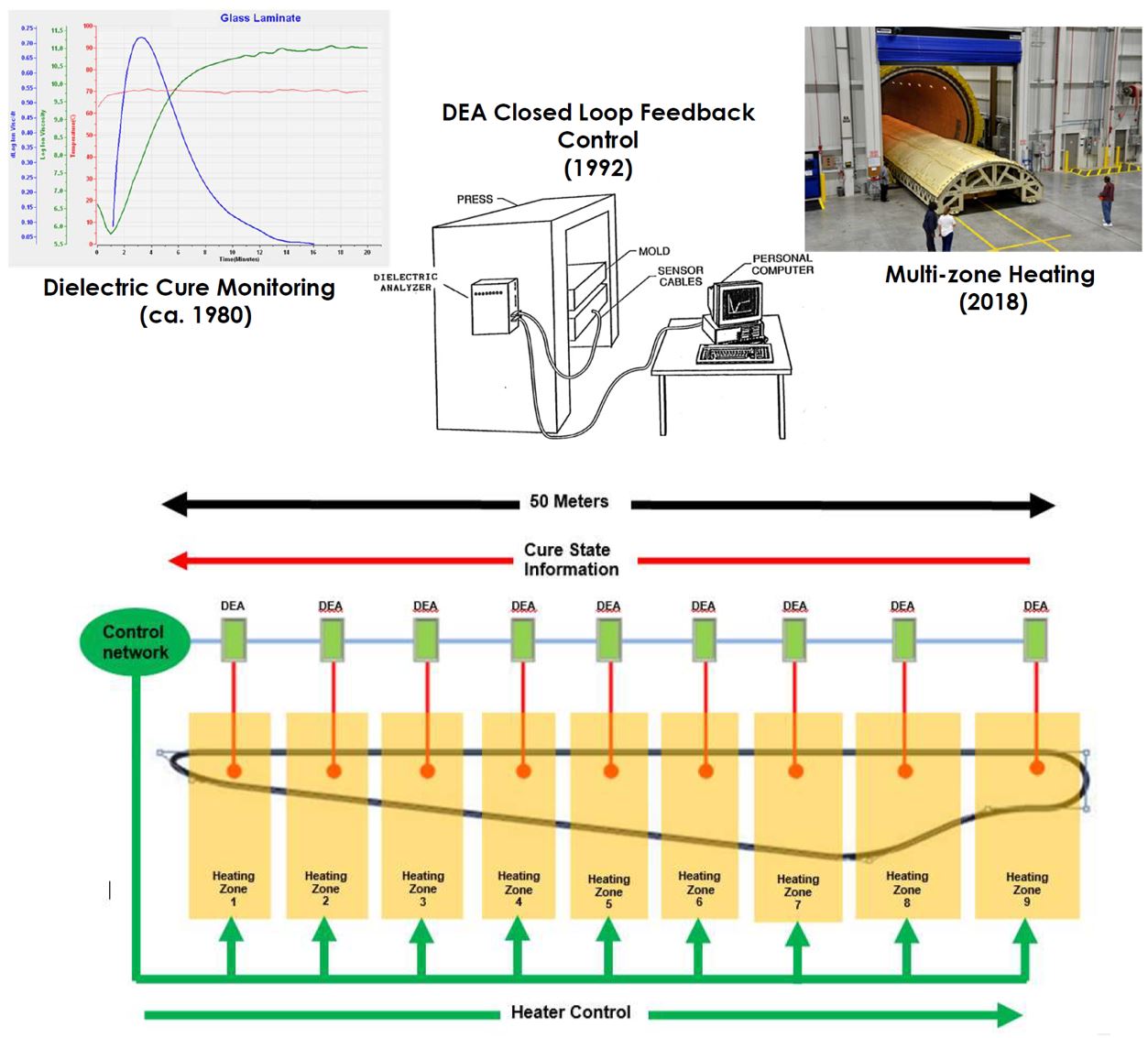
Lambient Technologies muestra una convergencia de tecnologías (arriba) que podría implementarse para la gestión del curado utilizando una herramienta calentada de múltiples zonas que permite un control completo del proceso de curado a través de la retroalimentación en tiempo real del monitoreo del curado. El fabricante brasileño de palas eólicas Tecsis se acercó a Lambient Technologies para desarrollar un instrumento DEA para monitorear el curado de la resina epoxi en 300 puntos a lo largo de cada paleta (abajo) . Esto llevó al desarrollo del LT-439.
Resina
- Bricolaje:Regulación y monitoreo de temperatura para HomeBrew
- Compuestos de grafeno y polímeros para aplicaciones de supercapacitores:una revisión
- Medición de temperatura dentro de materiales compuestos y líneas de unión
- El consorcio de compuestos termoplásticos tiene como objetivo la producción de alto volumen para la industria automotriz y aeroespacial
- Servicios de pruebas de curado disponibles para proveedores, fabricantes
- Peligros del monitoreo de condición y potencial para el mantenimiento de la fábrica
- Cisco presenta soluciones de monitoreo remoto de IoT para TI y OT
- Industria 4.0 para el monitoreo de la condición de los activos:importancia y beneficios
- Solución de monitoreo de nivel para líquidos corrosivos y explosivos
- Sensor de gas portátil para el control ambiental y de la salud
- Sistema para la detección de defectos in situ en composites durante el curado