


Una guía de diseño para optimizar las líneas de separación en el moldeo por inyección
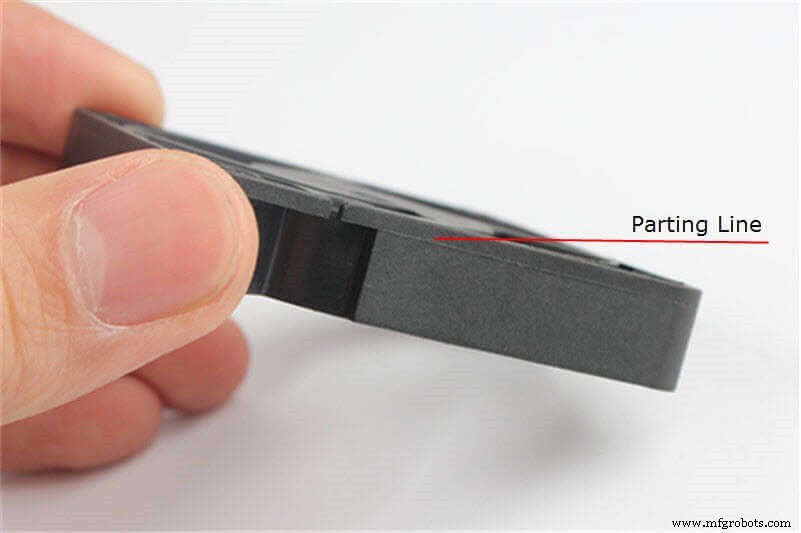
Una línea de partición es una parte inevitable de los productos moldeados por inyección. Es la línea de separación entre donde se encuentran dos mitades de un molde. Se manifiesta en piezas moldeadas por inyección como una línea que recorre todo el perímetro de la pieza. En la mayoría de las partes, es solo una línea que corre directamente por el medio. Sin embargo, en partes más complejas, su ubicación varía.
Si bien una línea de separación puede parecer inofensiva, es muy importante para determinar la utilidad de una parte. Esto se debe a que su posición influye para ayudar a los diseñadores y moldeadores a decidir dónde insertar otras características de la pieza. Si un maquinista coloca una característica importante en el lado equivocado de la línea de partición, podría generar problemas graves con todo el proceso de moldeo por inyección.
Este artículo explicará completamente el proceso de formación de las líneas de separación, los diferentes tipos de líneas de separación en el moldeo por inyección y cómo considerarlas al diseñar su pieza. Quédese con nosotros hasta el final para descubrir la mejor guía para optimizar las líneas de partición.
¿Cómo se forman las líneas divisorias?
La formación de líneas de separación es el resultado del propio proceso de moldeo por inyección y no de ningún error. En general, el maquinista de moldes que utilizan para producir piezas moldeadas por inyección se suele dividir en dos mitades (conocidas como la mitad fija y la mitad móvil). Cuando los maquinistas cierran el cuerpo del molde, las mitades del molde (conocidas como placas centrales) y la superficie de la cavidad forman una línea de separación entre ambas mitades de la pieza.
En la mayoría de las ocasiones, la línea de separación de un producto moldeado es perpendicular a la dirección de apertura del molde utilizado para fabricar el producto. Cuando el maquinista abre el molde y retira la parte enfriada y solidificada, la mitad móvil del molde se mueve y se separa de la mitad fija (que está estacionaria). Esto explica el proceso completo de formación de la línea de separación.
Sin embargo, los maquinistas a veces hacen que la estructura del molde se separe varias veces desde varias direcciones. Este procedimiento se conoce como separación de varios pasos.
Tipos de líneas divisorias
El tipo de línea de separación en el moldeo por inyección generalmente depende de la función y estructura específicas de la pieza de plástico. Sin embargo, hay cinco tipos principales que son:líneas de partición verticales, escalonadas, inclinadas, curvas e integradas.
1. Línea divisoria vertical
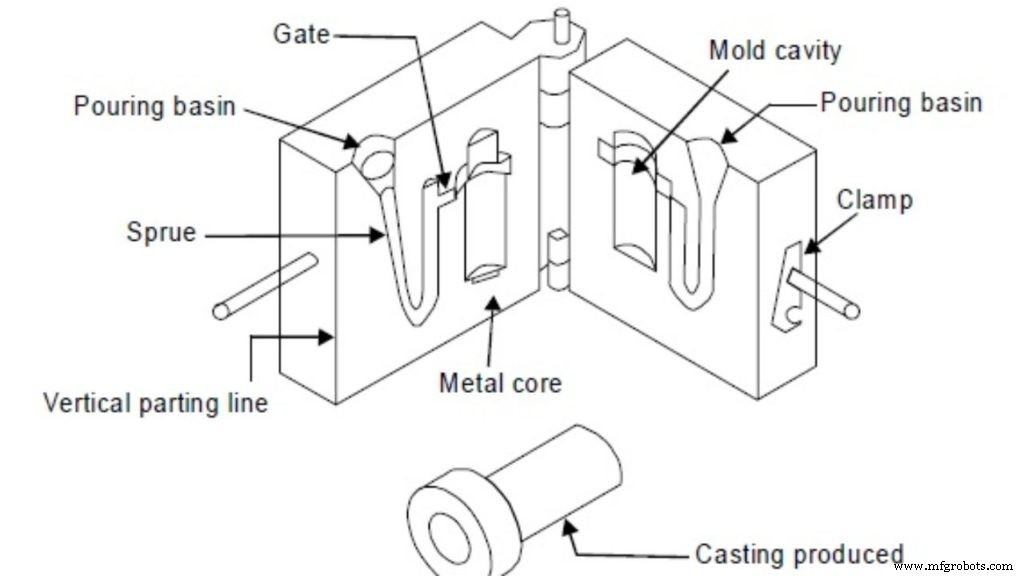
La separación vertical es la más popular de todas las líneas de separación en el diseño de plástico. Los maquinistas forman la línea de partición vertical en una dirección perpendicular desde la dirección de apertura del molde.
2. Línea de separación biselada
La línea de separación de plástico tiene forma biselada aquí
3. Línea divisoria curva
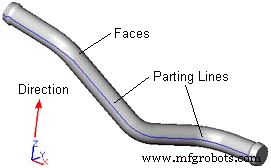
Aquí, los maquinistas construyen el molde para crear una línea de separación curva.
4. Línea de separación escalonada
Aquí, los maquinistas hacen la línea de separación de plástico en forma escalonada. Para este tipo de línea de partición, generalmente hay una gran fuerza en un lado de la cavidad. Esto provoca una relativa posibilidad de deslizamiento entre las mitades fija y móvil del molde.
Entonces, esta fuerza se puede cancelar generando una fuerza de inyección en ambos lados de la cavidad. También existe la posibilidad de que la fuerza generada sea demasiado grande o demasiado pequeña. Si la fuerza es demasiado pequeña, los maquinistas la compensan con un pasador guía. En este caso, el efecto de la menor fuerza de inyección desequilibrada podría no ser significativo en el producto final.
Sin embargo, si la fuerza es demasiado grande, se pueden aplicar un par de soluciones. Estos son algunos ejemplos:
- Haga un inserto en forma de cuña en un lado de la cavidad. De esta manera, el inserto descarga parte de la fuerza de inyección. Por lo tanto, los moldes pueden mantener la posición relativa entre la cavidad y el núcleo.
- Disponga los moldes en forma simétrica. Esto ayuda a equilibrar la fuerza de inyección aplicada a ambos lados. La estructura del molde también debe hacerse lo más compacta posible para soportar la disposición simétrica.
5. Línea de separación completa
Como sugiere el nombre, esta es una de las líneas de partición más cuidadosamente realizadas en el diseño de plástico. Maquinistas y diseñadores trabajan en esta línea de partición basándose en la estructura de la pieza de plástico. Podrían combinar todas las demás líneas de separación para crear una línea de separación de plástico completa.
Consideraciones de diseño para líneas divisorias
El primer lugar para saber cuál es la mejor línea de separación para usar con un producto moldeado por inyección es el diseño del molde. En algunas partes, la elección es obvia, mientras que en otros podría no ser tan clara. Esta sección abordará la importancia de las líneas de separación en el diseño de plástico.
La primera consideración es determinar la dirección de apertura del molde en relación con la pieza. Los maquinistas llaman a este factor "la línea de dibujo". Es muy importante para determinar cómo se verá el diseño de la pieza. También ayuda saber qué lados agregar las características del producto. Aparte de esto, también ayuda a determinar cómo se verán los vestigios que dejan las dos mitades del producto moldeado por inyección en el producto final.
Otro factor que es importante al determinar la línea de partición es dónde colocar los componentes en la pieza. Esto se debe a que la contracción del plástico mientras se enfría puede cambiar la posición de la pieza en el molde. Esto podría desplazar las características funcionales de la pieza, inutilizándola. Además, los maquinistas deben asegurarse de que la parte que se encoge no se encoja demasiado para evitar una expulsión difícil.
Una forma de garantizar que los componentes permanezcan en el lugar correcto es estirar las paredes de la pieza moldeada por inyección lejos de la línea de partición. Cuanto más borrador, menor es la probabilidad de que las características se deshagan.
Otra buena manera de determinar la línea de piezas en el moldeo por inyección es verificar el Diseño para la Manufacturabilidad (DfM) de su producto. Además de sugerir las mejores posiciones para su línea de piezas, también ayuda a detectar defectos y optimizar su pieza para la fabricación. Esto ayudará a proporcionar opciones económicas para la fabricación de su pieza.
En RapidDirect, proporcionamos DfM gratuito para productos moldeados por inyección en nuestra plataforma de cotización instantánea. Sin embargo, deberá solicitar una evaluación manual para esta característica si lo desea.
Conclusión
Es importante tomar todas estas consideraciones de la línea de piezas en el diseño de su producto moldeado por inyección, pero eso no es todo. Hay varias guías y reglas importantes de moldeo por inyección que debe seguir antes de que su proceso de moldeo por inyección sea un éxito.
Esta es la razón por la que debe dejar que RapidDirect se encargue de su proceso de moldeo por inyección. Con un amplio equipo de ingenieros a su disposición, le brindamos diversas opciones e ideas para mejorar el diseño y la fabricación de sus piezas. Con nosotros, puede dar vida a su producto o diseño personalizado en un corto período de tiempo.
¡Hable hoy con nuestros ingenieros para obtener los mejores servicios de moldeo por inyección al alcance de su mano!
Material compuesto
- ¿Qué es el moldeo por inyección de metal?
- Líneas de transmisión de longitud finita
- Pros y contras del moldeo por inyección termoestable
- Guía de moldeo por inyección de bajo volumen
- Moldeo por inyección:tres nuevas líneas de máquinas y un debut en robots
- Metro Mold &Design agrega cuatro máquinas de moldeo por inyección
- ¿Por qué el diseño del ángulo de salida es esencial para el moldeo por inyección?
- Moldeo por fundición frente a moldeo por inyección
- Moldeo por inyección frente a moldeo por inyección de reacción (RIM)
- Diseño de puertas de moldeo por inyección:una guía definitiva para la fabricación de plástico
- Ángulo de inclinación para moldeo por inyección:guía de diseño y prácticas recomendadas