


Anodizar esto:el brillo de la anodización

El proceso de anodizado permite la formación de una capa de óxido brillante, estable y duradera sobre ciertos metales, lo que minimiza el desgaste y los daños por corrosión en el sustrato metálico subyacente. La gruesa capa de óxido anódico también sirve como base eficaz para aplicar una capa de revestimiento de color adicional para mejorar aún más la protección de la superficie, el brillo y la estética de un sustrato.
Aquí veremos el anodizado, cómo funciona y por qué es el proceso de acabado de metal preferido para aluminio, titanio y metales y aleaciones similares
El proceso de anodizado
El anodizado implica un proceso electroquímico que mejora la capacidad de las superficies metálicas para absorber oxígeno al sumergir la superficie en una solución ácida y conectar una fuente de voltaje a través del objeto metálico que se va a anodizar.
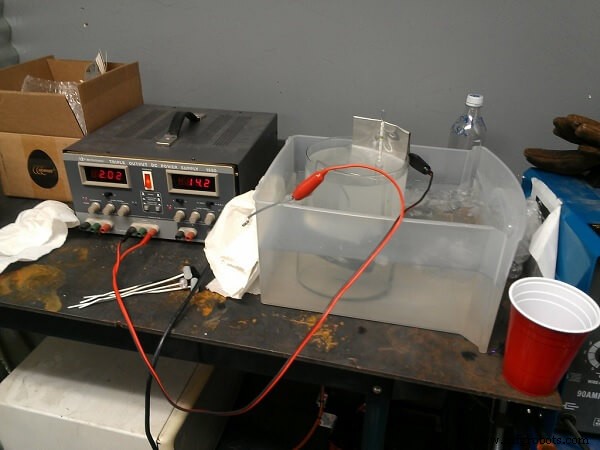 Una demostración de anodización
Una demostración de anodización
Fuente:Jasper Nance
Así, la oxidación anódica de metales como aluminio, zinc, cadmio, magnesio y titanio y sus aleaciones permite la creación de una capa dura de su respectivo óxido metálico (por ejemplo, óxido de aluminio, óxido de magnesio, óxido de titanio, etc.). Estos óxidos estables se adhieren fuertemente al sustrato metálico sin la tendencia a descascarillarse o desprenderse que se observa en el caso de las superficies ferrosas que se oxidan durante la oxidación. (Para obtener una introducción al anodizado y otros métodos, lea Los 5 tipos más comunes de recubrimientos metálicos que todos deberían conocer).
Clasificaciones de anodizado
Hay varias clasificaciones de anodizado:
Anodizado duro
El proceso de anodización dura permite la formación de una película de óxido de mayor espesor, que generalmente es del orden de veinte micrómetros a cien (o más) micrómetros. El mayor espesor de la película de óxido se logra aumentando el voltaje de CC y la concentración del ácido, mientras se mantiene el baño a temperaturas más bajas.
El anodizado duro crea una capa superior resistente a la corrosión que es dura y resistente a la abrasión. Por ejemplo, el aluminio anodizado en una solución de ácido sulfúrico a una temperatura de 5°C (41°F) crea una capa gruesa de óxido anódico duro con un color gris opaco, mientras que a una temperatura del baño de 20°C (68°F ) la solución de ácido sulfúrico crea una película anódica suave y delgada.
Anodizado con ácido sulfúrico
El proceso de anodizado con ácido sulfúrico permite la formación de espesores controlados con precisión de películas de óxido anódico sobre el sustrato metálico. El acabado de color deseado se obtiene mediante un tratamiento de color adicional. El espesor preciso se logra mediante la elección del voltaje, la temperatura del baño y la composición de la solución ácida. Para la anodización de aluminio, se suele utilizar una solución de baño de ácido sulfúrico.
Anodizado con ácido crómico
El anodizado con ácido crómico es la opción principal si existe el requisito de que la resistencia a la fatiga general del producto no disminuya debido al proceso. El espesor de la capa de anodización es de uno a 10 micrómetros. Este no es un método preferido si la consistencia del color de la superficie exterior es importante, porque una película de óxido muy delgada no puede ser la base para una coloración uniforme.
Las aleaciones de aluminio que se utilizan por su alta resistencia en los aviones a menudo se anodizan mediante anodización con ácido crómico. Sin embargo, el proceso no es respetuoso con el medio ambiente porque contiene cromo (VI), cuyo uso está restringido por la normativa debido a su toxicidad.
Anodizado blanco
El proceso de anodizado blanco ha sido estudiado por su idoneidad en aplicaciones espaciales porque produce una película de óxido con un valor de absorción solar bajo. En este tipo de anodizado, la solución se compone de molibdato de sodio, glicerol, ácido láctico y ácido sulfúrico. El espesor de película óptimo y la consistencia del color óptico se logran mediante el estudio del impacto de formulaciones alternativas de soluciones de baño, voltaje de CC, densidad de corriente, temperatura del baño y duración del anodizado.
Anodizado de silicio
Cuando la aleación contiene silicio, la capa resultante es más resistente al desgaste ya la corrosión, aunque presenta un característico color gris y opaco. Este tipo de anodizado no se utiliza para decoración, sino para piezas que no serán visibles.
Anodizado de titanio
La anodización del titanio se lleva a cabo en un baño diluido de ácido sulfúrico mientras se aplica un valor fijo de voltaje de CC. El impacto de las variables del proceso, como la duración del proceso, la formulación de la solución ácida, la temperatura del baño y la densidad de corriente en el espesor de la película de óxido anódico y las propiedades del color, se ha estudiado para optimizar el proceso de anodización del titanio. (Lectura relacionada:5 cosas que debe saber y comprender sobre la corrosión del titanio).
Anodización de aleación de titanio ortopédica
El anodizado es un método para formar una película de óxido anódico de nanoestructura en las superficies de aleaciones de titanio utilizadas para aplicaciones de implantes biomédicos. En este proceso, es posible el ajuste fino del espesor de la capa de óxido y otras características como la topografía de los poros que constituyen la capa.
Los implantes ortopédicos basados en aleación de titanio están codificados por colores mediante anodización en una solución de ácido sulfúrico. Un estudio indicó que si el implante codificado por colores se anodiza nuevamente en una solución de ácido fluorhídrico, el implante podría potencialmente facilitar un mayor crecimiento óseo en el paciente.
La codificación de colores estándar anodizada de implantes y dispositivos utilizados en aplicaciones dentales, ortopédicas y de otro tipo facilita el reconocimiento rápido, el ensamblaje rápido y preciso de los componentes y facilita los procedimientos médicos. Esta ventaja también es aplicable al ensamblaje de componentes de aleación de titanio anodizados (codificados por colores) utilizados para aplicaciones aeroespaciales.
Anodizado de magnesio
La anodización de magnesio se lleva a cabo en un electrolito rico en álcali. La formulación del baño asegura que la película formada en la superficie tenga alta resistencia a la corrosión, resistencia al agua salada, resistencia al desgaste y un acabado estético.
La formación de la película de óxido anódico de magnesio se ve afectada directamente por el voltaje. El anodizado de magnesio con un bajo voltaje aplicado no permite una película de óxido con una protección adecuada contra la corrosión, por lo que se necesitan voltajes de CC más altos. Los nuevos procesos de anodizado han adoptado energía de descarga de chispas para producir una película de óxido cerámico resistente al desgaste sobre sustratos de magnesio. (Los revestimientos cerámicos se analizan en el artículo 5 aplicaciones principales para revestimientos cerámicos).
La química del anodizado
Durante el proceso de anodizado, se aplica un voltaje de CC entre una pieza de trabajo de metal (por ejemplo, aluminio) y un cátodo metálico (a menudo se usa zinc como cátodo). Las partículas de agua de la solución ácida se descomponen cerca del ánodo, generando oxígeno que se recoge en el ánodo. El oxígeno rico reacciona con el aluminio para producir óxido de aluminio (Al2 O3 ).
2Al + 3H2 O à Al2 O3 + 6H + + 6e -
Una capa delgada de óxido de aluminio se forma rápidamente sobre el sustrato y una capa de óxido más gruesa de estructura porosa se forma a un ritmo más lento. En la superficie del aluminio, es posible que ya esté presente una capa delgada de óxido anódico, pero esta capa delgada es susceptible de dañarse y no puede garantizar una fuerte resistencia a la corrosión y la abrasión.
El anodizado mejora el grosor y otras características de la película de óxido anódico según los requisitos. Estos parámetros de la película de óxido anódico se pueden adaptar a las condiciones de servicio específicas (como las que se encuentran en la industria química o en las proximidades de las zonas costeras). Siempre que la porosidad de la película de óxido no sea aceptable, se puede crear una película no porosa anodizando en un baño neutro no ácido.
Tratamiento previo al proceso
El pretratamiento antes de la anodización incluye limpieza y grabado a fondo. Dado que las piezas de trabajo pueden recibirse sucias, se requiere una limpieza adecuada. El grabado se puede realizar en una solución de hidróxido de sodio. Las superficies grabadas correctamente no revelarán defectos en la superficie, como rayones, después de la anodización.
Post-procesado coloreado y sellado
En el caso del magnesio, el anodizado se suele utilizar como preparación para un posterior proceso de coloración o pintura. A menudo, se utilizan colorantes para colorear superficies anodizadas y se utiliza una capa de politetrafluoroetileno (PTFE) para mejorar la resistencia al desgaste y reducir la fricción. La coloración se utiliza para facilitar la identificación segura y mejorar la estética.
Un proceso de sellado posterior tapa los poros, lo que contribuye a la estabilidad de la película de óxido anódico para que pueda resistir el desgaste y la corrosión asociados con las salpicaduras de agua salada y el entorno del océano profundo.
Sin embargo, en el caso del anodizado de titanio, no existe un proceso de coloración separado porque el acabado del color se logra ajustando directamente los parámetros del proceso de anodizado.
Para el anodizado de aluminio, la pieza de trabajo se limpia y graba antes de colocarla en una solución ácida en un tanque de anodizado. Está conectado como ánodo y el terminal negativo está conectado a las placas (o varillas) del cátodo en el circuito eléctrico. El flujo de corriente en el circuito hace que el sustrato de aluminio reaccione con el oxígeno liberado del agua para producir óxido de aluminio, que se adhiere fuertemente al sustrato. Los poros de óxido de aluminio anódico se forman profundamente en la superficie, creando una fuerte película de barrera que protege la superficie de los ambientes corrosivos. Siempre que se aplique voltaje a través de los terminales del circuito, el oxígeno continúa penetrando y oxidando el aluminio, creando así una película de barrera más gruesa y fuerte. Una vez que se alcanza el espesor de película diseñado, se apaga la alimentación.
Si es necesario teñir, el tinte se prepara en un recipiente separado y la pieza de trabajo anodizada se coloca en el recipiente después de un enjuague con agua. Después de colorear, la pieza de trabajo anodizada y teñida se coloca en agua caliente para sellarla. El proceso de sellado se suma al brillo metálico y la durabilidad de la coloración estética. A medida que se graba la superficie, los rayos de luz que caen sobre la superficie coloreada se reflejan en parte en los poros no coloreados y en parte en los poros coloreados, manteniendo así el brillo metálico duradero del colorante utilizado. Esta es la razón por la cual el aluminio anodizado es tan popular para aplicaciones decorativas.
Usos destacados de los metales anodizados
El titanio anodizado se utiliza en dispositivos médicos y aplicaciones aeroespaciales. La ventaja de anodizar este metal es que no alterará las propiedades mecánicas del metal a granel. El anodizado facilita la fácil identificación de las piezas y componentes durante el montaje y el uso posterior.
El aluminio anodizado es adecuado para aplicaciones cerca de un entorno marino, para marcos de ventanas y fajas de grandes edificios y complejos comerciales. A efectos decorativos y estéticos, la película de óxido debe ser transparente y no grisácea. La temperatura del baño debe controlarse siempre que se desee un acabado decorativo.
Los metales anodizados también se utilizan para:
- Ornamentos estéticos, obras de arte, estructuras y piezas arquitectónicas
- Componentes de automóviles y aeronaves
- Mobiliario de lujo, equipamiento deportivo
- Aparatos de cocina, componentes de máquinas de fabricación de alimentos
- Componentes utilizados en la construcción de edificios
Equipo de anodizado
La potencia de CC necesaria para el proceso de anodizado se suministra a través de rectificadores. Hace años, los conjuntos de motor y generador (conjuntos MG) se usaban para convertir la energía de CA en CC. El voltaje necesario puede variar de 24 a 70 voltios CC. Los equipos de potencia modernos pueden suministrar corriente pulsada, que se necesita para producir una película anódica con mayor resistencia a la corrosión. Un fabricante afirma que la corriente pulsada (con control basado en un microprocesador) aumenta la tasa de producción con densidades de corriente más altas mientras mantiene bajas las temperaturas de la superficie, lo que reduce la carga de los requisitos de refrigeración.
Los equipos de control de temperatura requieren un sistema de refrigeración porque el proceso de anodizado produce energía térmica (reacción electroquímica exotérmica) que debe absorberse sin que aumente la temperatura del baño.
El electrolito se agita mediante un sistema de soplado de aire para que todo el baño tenga una temperatura uniforme. El equipo de extracción instalado en el tanque de anodizado elimina la neblina de hidrógeno y ácido que se produce continuamente cerca del cátodo.
Los tanques de anodización se pueden usar como cátodo si están revestidos con plomo. La mayoría de las veces, se colocan cátodos separados a lo largo del tanque porque el control de la relación entre el área del ánodo y el área del cátodo es fundamental en algunos tipos de anodizado. Para un baño de ácido sulfúrico, un cátodo de aluminio tiene ventajas sobre un electrodo de plomo. Los tanques hechos de acero y revestidos con caucho de neopreno o polímeros resistentes a los ácidos son comúnmente preferidos para esta aplicación.
Definiciones y métodos de anodizado
Si bien el procedimiento de anodizado químico es el mismo en todas las aplicaciones, los procesos mecánicos difieren según los tipos físicos y las formas de los metales utilizados:
El anodizado por lotes implica sumergir piezas de estanterías en una serie de tanques de tratamiento. Los objetos anodizados por lotes incluyen extrusiones, láminas o piezas de metal dobladas, fundiciones, utensilios de cocina, estuches de cosméticos, cuerpos de linternas y piezas de aluminio maquinado, por nombrar algunos.
El anodizado continuo de bobinas consiste en desenrollar continuamente bobinas prelaminadas y pasarlas por una secuencia de tanques de anodización, grabado y limpieza antes de rebobinarlas para su envío y fabricación. Esta tecnología se utiliza para fabricar accesorios de iluminación, reflectores, persianas, barras espaciadoras para vidrio aislante y sistemas de techado continuo a partir de láminas de gran volumen, láminas y productos de formas menos severas.
Conclusión
La anodización es un proceso de acabado de metales durante el cual se conecta una pieza de trabajo metálica como ánodo y se sumerge en un electrolito de una solución química (ácida) para formar una película de óxido anódico en su superficie. Esta película es estable, resistente a la abrasión y la corrosión, y también funciona como base para cualquier coloración adicional necesaria con fines estéticos o de identificación.
Los parámetros de la película de óxido están influenciados por las variables del proceso, como el voltaje de CC aplicado, la duración del proceso, la química del electrolito y la temperatura del baño. Mientras que los componentes de titanio anodizado se utilizan para implantes ortopédicos, tanto las piezas de aluminio anodizado como las de titanio se utilizan en aplicaciones aeroespaciales críticas. Además, los metales anodizados se utilizan para numerosos fines industriales y arquitectónicos porque son elegantes, duraderos y resistentes a la intemperie.
Mantenimiento y reparación de equipos
- 4 lugares para obtener el mejor contenido de IIoT este verano
- Aplicación de tintes ácidos en el mundo de las telas
- Un vistazo al mundo de los tintes
- La clave n. ° 1 para el éxito de la confiabilidad
- Las consecuencias de olvidar
- El yo entrenando
- En la mente del mantenimiento
- Los 5 objetivos de un director de proyecto
- Las 7 palabras más caras en los negocios “siempre lo hemos hecho así”
- ¿Es esta la "aplicación asesina" para textiles inteligentes?
- HoloLens se lanzará en China a finales de este mes