


Asiento de bicicleta
Antecedentes
El asiento de la bicicleta, a veces conocido como sillín, es la parte de la bicicleta en la que el ciclista se sienta mientras opera la máquina. Generalmente hecho de plástico duro y cubierto con una fina capa de espuma y una funda que se limpia fácilmente, el asiento es casi idéntico en una bicicleta, ya sea para un hombre, una mujer o un niño. Los fabricantes se refieren a este diseño convencional como un asiento de plataforma única (un asiento de una pieza montado en un solo eje o poste con una bocina considerable en la parte delantera). Este diseño convencional es curvo con una protuberancia en el centro del asiento.
Este asiento de bicicleta estilo sillín es, con mucho, el estilo más popular que se ve en la actualidad. Quienes encargan bicicletas personalizadas para carreras o deportes especiales a menudo reciben sus máquinas con asientos que pueden modificarse ligeramente para un uso deportivo especial. Luego, muchos propietarios reemplazan los asientos con asientos especiales con telas elegantes o detalles personalizados. El asiento de la bicicleta es similar al asiento de la motocicleta y algunas empresas suelen fabricar ambos.
El asiento de la bicicleta es un producto bastante simple de fabricar, ya que contiene solo algunos componentes clave, como la plataforma, los parachoques, los tornillos, los pernos, las varillas de soporte y la tela para cubrir el asiento. En los Estados Unidos se fabrican muy pocos asientos de bicicleta convencionales tipo sillín. Más bien, a menudo se producen en subconjuntos en los países del este, y los subconjuntos se envían a los Estados Unidos. Luego, un fabricante o distribuidor de bicicletas completa el asiento de la bicicleta ensamblando completamente el asiento o completando detalles especiales. Los subconjuntos típicos pueden incluir la espuma básica del asiento o la varilla que sostiene el asiento.
Historial
La historia del sillín de bicicleta está ligada al desarrollo de la bicicleta en términos de eficiencia de movimiento y comodidad para el ciclista. Cuando la primera bicicleta, la draisine, apareció en 1818, el asiento era simple y poco sofisticado, apenas más que una tabla de madera. El penny farthing La bicicleta, o la bicicleta de rueda alta con una rueda pequeña en la parte trasera, debió tener un asiento terriblemente incómodo cuando el ciclista puso todo su peso en el asiento y pedaleó con fuerza para hacer avanzar la bicicleta con un sistema de engranajes primitivo. A medida que las bicicletas se volvieron más sofisticadas, las principales preocupaciones de los fabricantes giraron en torno a perfeccionar el sistema de engranajes para hacer avanzar la bicicleta con mayor facilidad. Las bicicletas de seguridad, llamadas así porque las ruedas eran del mismo tamaño y el ciclista no corría el riesgo de caer sobre la rueda grande del vehículo de ruedas altas, eran extraordinariamente populares tanto para hombres como para mujeres en 1890.
Los refinamientos en el asiento de la bicicleta a principios del siglo XX fueron mínimos, incluida la adición de un cómodo acolchado en el asiento convexo. Los refinamientos más recientes del asiento de silla convencional incluyen hacer que el asiento sea más barato de fabricar haciéndolo en Taiwán o China, y encontrar materiales para producir un asiento liviano. Algunos asientos convencionales se han modificado para responder a las preocupaciones sobre la reducción del flujo sanguíneo a los genitales agregando gel al asiento. Solo los rediseños radicales, que a menudo incluyen dos lóbulos separados para las nalgas y eliminan la bocina en la parte delantera, ignoran por completo el diseño convencional del asiento.
Materias primas
La mayoría de los sillines de bicicleta de estilo convencional se componen de tres o cuatro materiales. Estos incluyen un asiento rígido de plástico moldeado a base de nailon. Luego, el asiento se cubre con algún tipo de acolchado. La mayoría de los fabricantes de asientos prefieren usar espuma de celda cerrada. La espuma de celda cerrada es una forma de espuma de látex a la que se le ha incorporado un agente de expansión para forzar la salida del gas durante la vulcanización (el proceso mediante el cual el látex se trata químicamente para darle elasticidad, resistencia y estabilidad). La liberación de los gases forma pequeñas células cerradas, dando lugar a una espuma no absorbente y duradera (cualidades deseables para un sillín de bicicleta que puede mojarse por la lluvia o el sudor humano). Luego, la base de plástico y la espuma de celda cerrada se cubren con cualquiera de varios materiales, incluidos vinilo, cuero, tela, kelvar, goma, nailon o tela pesada como lona. Se utilizan adhesivos en aerosol para fijar la cubierta a la espuma. Estos pueden variar según el fabricante, pero los adhesivos en aerosol eficaces que se usan con espuma incluyen adhesivos a base de neopreno o uretano. Algunos sillines están construidos con tubos metálicos huecos o varillas extruidas para que puedan sujetarse fácilmente al cuadro de la bicicleta. Los metales usados en estas varillas varían y pueden ser acero inoxidable o titanio, un metal liviano, de alta resistencia y baja corrosión.
Diseño
El asiento del sillín ha cambiado poco en los últimos años. El rediseño simple ha incluido la adopción de telas elegantes que brillan o están decoradas con bordados elegantes. Los corredores o los entusiastas del deporte han presionado a los fabricantes de sillines especializados para que desarrollen telas de goma que agarren o absorban la humedad de las nalgas.
Algunas firmas pequeñas y especializadas en asientos para bicicletas han rediseñado completamente el sillín en los últimos años por dos razones. En primer lugar, los asientos de las bicicletas han cambiado drásticamente, ya que el diseño de las bicicletas ha reflejado las necesidades físicas de los entusiastas de las bicicletas que utilizan las máquinas para hacer ejercicio vigoroso. Por ejemplo, los ciclistas de descenso prefieren un sillín más grande mientras que los roadies o los ciclistas de carretera prefieren asientos más elegantes. Los ciclistas dedicados a estas actividades deportivas exigieron estos cambios basados en la practicidad. En segundo lugar, el asiento convencional se ha rediseñado para aliviar la presión sobre los genitales durante la actividad en bicicleta.
Algunos ciclistas consideran que el sillín convencional de plataforma única es poco saludable e incómodo. Aparecieron muchos artículos en revistas de ciclismo que criticaban los asientos convencionales afirmando que su diseño podía provocar esterilidad, impotencia y quizás incluso cáncer de testículo. De hecho, existe cierta preocupación de que el asiento convencional ejerza una presión indebida sobre el perineo, el área entre el recto y los genitales, lo que quizás cause que el flujo sanguíneo se restrinja al área durante el ejercicio intensivo en bicicleta. Esto ocurre porque la arteria cercana al perineo se engrosa como un mecanismo de defensa natural, contrayendo el interior de la pared y reduciendo el flujo sanguíneo al área. La reducción dura mucho más que el viaje en bicicleta; Algunos afirman que la impotencia puede ser el resultado de la reducción del flujo sanguíneo.
Como resultado, existe un mercado en auge para el asiento de bicicleta no convencional. Estos asientos especiales están diseñados para aliviar la presión del perineo y distribuirla ampliamente en las nalgas. Esto implica principalmente eliminar el cuerno largo con su columna curva en la parte delantera del asiento que hace contacto con el perineo. La mayoría de estos fabricantes de asientos no convencionales tienen operaciones pequeñas y aún no han penetrado en el mercado de manera significativa.
El
proceso de fabricación
Pocos asientos de bicicleta convencionales, si es que hay alguno, tienen todos los componentes fabricados en los Estados Unidos. Una empresa prominente que proporciona muchos de estos asientos para bicicletas a los consumidores dice que las empresas estadounidenses tienden a obtener piezas de otros países donde la mano de obra es barata y las empresas estadounidenses simplemente ensamblan los componentes. Ya sea que estos componentes se fabriquen en este país o no, los asientos convencionales se componen de una carcasa dura, espuma, una funda de asiento y una varilla de metal que sujeta el asiento al cuadro de una bicicleta.
- La carcasa de plástico duro forma la base del asiento de la bicicleta. El contorno del sillín está realizado en un molde de metal; este sillín puede ser más largo o más ancho según las necesidades del distribuidor de asientos. Cualquiera que sea su configuración, estos asientos están moldeados por inyección. El moldeo por inyección ocurre cuando una resina plástica se funde y luego se apisona y se fuerza a través de una compuerta a un molde enfriado. La resina se solidifica en el molde, el molde se suelta y la carcasa de plástico se expulsa del molde utilizando algún tipo de eyector, como un
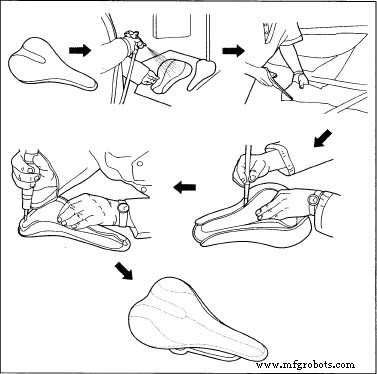 Un asiento de bicicleta convencional hecho a mano. alfiler. Se pueden producir varias inyecciones por minuto. Los canales que unen partes de las piezas moldeadas por inyección de plástico (simplemente pedazos de desperdicio) se pueden quitar, juntar y fundir para su uso posterior.
Un asiento de bicicleta convencional hecho a mano. alfiler. Se pueden producir varias inyecciones por minuto. Los canales que unen partes de las piezas moldeadas por inyección de plástico (simplemente pedazos de desperdicio) se pueden quitar, juntar y fundir para su uso posterior. - A continuación, el acolchado se pega a la carcasa de plástico. El acolchado es una espuma de celda cerrada densamente compacta que proporciona cierta comodidad al ciclista. La espuma se corta con cuchillas pesadas a lo largo de los contornos del caparazón y se mueve hacia abajo y alrededor de los bordes del caparazón. La espuma se adhiere a la carcasa de plástico mediante un adhesivo en aerosol aplicado con un compresor de aire y una pistola rociadora. Estos asientos de espuma se aplican a la carcasa a mano, un asiento a la vez. El operador de aplicación de adhesivo se asegura de que el adhesivo en aerosol se aplique de manera uniforme a los lados y las partes debajo del asiento para garantizar que la cubierta se adhiera correctamente.
- La cubierta, a veces denominada sábana superior, se corta a mano con unas tijeras pesadas de mano. También se cortan a mano monturas especializadas de cuero u otros materiales como kevlar, goma de agarre o telas metalizadas. Los que se decorarán con costuras se cosen en máquinas de grado industrial.
- La hoja superior ahora está fijada a la base cubierta de espuma. Este proceso implica envolver la funda sobre el asiento, alrededor de los lados y pegarla a la parte inferior del asiento. Esta lámina superior se fija cuidadosamente a mano usando el adhesivo en aerosol una vez más. Los bordes envueltos se enrollan apretados para proporcionar un buen ajuste y evitar la separación de la base. Después de que la hoja superior se adhiere a la base con el pegamento, también se engrapa a la base para asegurar un ajuste suave y permanente.
- Luego, se atornillan parachoques de plástico en la nariz (frente), la parte posterior y la parte inferior del asiento. Estos parachoques cubren el pegado y grapado de la hoja superior a la base, dando al asiento un aspecto acabado. Los parachoques se fijan mediante una pistola de rosca automática de mano.
- Muchos asientos vienen con una barra de metal hueca para que el asiento se pueda colocar en el cuadro de una bicicleta usando la barra adjunta. En el caso de que el sillín incluya una varilla de este tipo, debe cortarse, configurarse y acoplarse al propio asiento. Algunas empresas utilizan varillas de titanio que se envían a su planta en longitudes de 10 pies (3 m). Las varillas se calientan, se cortan en secciones más pequeñas con una sierra mecánica pesada y las secciones se doblan en la configuración deseada usando moldes. Estas varillas configuradas se colocan luego en un tambor que literalmente hace girar la varilla usando rocas pulidas en un cilindro cerrado. (Este proceso se utiliza para redondear los bordes de los guijarros y darles un brillo suave también). Este proceso ilumina los rieles. Se pueden colocar cincuenta varillas dobladas en una secadora a la vez.
- Luego, las varillas deben introducirse por una abertura en la carcasa de plástico. Para hacer esto, la carcasa (completa con espuma y cubierta) y las varillas se colocan en una máquina que aplica presión con la ayuda del operador, forzando la varilla hacia el asiento con esta presión. De este modo, los rieles se insertan en la base del asiento. El asiento ahora está completo y listo para empacar y enviar.
Control de calidad
El control de calidad gira principalmente en torno al moldeo por inyección exitoso de la base del asiento. La máquina para este propósito se monitorea cuidadosamente para asegurar una operación exitosa y que el molde refleje la configuración de asiento deseada. Los productos de la operación se inspeccionan visualmente a intervalos regulares. Sin embargo, las especificaciones para su moldeado deben ser monitoreadas y evaluadas para asegurar que no haya variaciones indebidas. No hay duda de que durante todo el proceso manual de fabricación de un sillín, el experto garantiza un ajuste superior. Aquellos con hojas superiores cortadas incorrectamente no se envolverán debajo del asiento y plantearán un problema de deshilachado. Una hoja superior mal ajustada o pegada se rasgará o rasgará.
Los materiales que forman los componentes importantes del asiento deben ser de alta calidad para garantizar un buen producto. La espuma de celda cerrada debe cumplir con las especificaciones deseadas por el fabricante; la espuma inferior se desintegrará con la presión y la humedad. También es motivo de gran preocupación que el material del riel metálico al que se fija el asiento no se desgaste con el uso normal. Un fabricante utilizó una varilla de acero inoxidable de grado inferior para este propósito y la falla del metal resultó muy costosa.
Subproductos / Residuos
Para aquellos que fabrican asientos moldeados por inyección de plástico, las guías que quedan del proceso de moldeo se recolectan y funden para usarlas en futuros moldes de inyección. En operaciones pequeñas que fabrican asientos de sillín especiales, el desperdicio de materiales se mantiene al mínimo. El exceso de espuma cortada no se puede reutilizar ni se desecha, al igual que el exceso de tela de los asientos especiales. Estas telas de cobertura especiales pueden ser bastante costosas y, como se cortan a mano, los operadores tienen cuidado de cortar los asientos para maximizar el uso de las telas. Los adhesivos en aerosol se utilizan y controlan cuidadosamente mediante una máquina neumática para su dispensación, lo que elimina en gran medida el exceso de adhesivo.
El futuro
Los fabricantes de asientos para bicicletas tienen curiosidad por ver qué tipo de impacto tienen los asientos para bicicletas no convencionales de diseño radical en el mercado de los asientos convencionales. Algunos han abordado las preocupaciones médicas expresadas sobre el asiento de plataforma única a través de pequeñas modificaciones porque el reacondicionamiento completo es muy costoso. Algunos ciclistas creen que las preocupaciones médicas son infundadas y las disputan. Los asientos especiales no se colocan en bicicletas producidas en masa para el consumo estadounidense. Eso deja la responsabilidad de comprar el asiento convencional al consumidor. Eliminar el asiento antiguo y reemplazarlo por el asiento especial puede resultar costoso. En la década de 1990 se fundaron muchas pequeñas empresas para diseñar, hacer prototipos y fabricar nuevos asientos de bicicleta saludables. Estas empresas expresan abiertamente los problemas percibidos con los asientos de bicicleta convencionales y esperan poder ofrecer una alternativa cómoda y saludable al problema de los asientos. Sin embargo, muchos ciclistas evitan el asiento especial y prefieren un asiento convencional extremadamente ligero y bien acolchado a diseños totalmente nuevos.
Dónde obtener más información
Libros
Bijker, Wiebe E. De bicicletas, baquelitas y bombillas. Cambridge:MIT Press, 1995.
Bryk, Nancy E. Villa. Catálogos de patrones de vestimenta estadounidense. Nueva York:Dover Publications, 1989.
Otro
"Bicicleta." Edición en CD de la Enciclopedia Británica. Enciclopedia Británica, Inc .:1994-1998.
Entrevista con Jeff Dixon, propietario de Spongy Wonder Manufacturing Corporation. Nuevo Brunswick, Canadá. Agosto de 2001.
Entrevista con SDG U.S.A. Management. Santa Ana, CA. Septiembre de 2001.
"El proceso de manufactura." Página web de SDG U.S.A. Diciembre de 2001.
Nancy EV Bryk
Proceso de manufactura
- ¿Qué es el mecanizado VMC?
- Guía para el marcado láser de aluminio
- Soldadura MIG frente a soldadura TIG
- ¿Cuáles son los usos del titanio en la industria de la bicicleta?
- Asiento de bicicleta
- Monociclo
- Asiento de seguridad para niños
- Bicicleta
- Objetos y clases de Java
- Respaldo de asiento de material compuesto ligero desarrollado por Covestro y el fabricante de automóviles chino GAC
- Compuestos termoplásticos LANXESS utilizados en la carcasa del asiento trasero del Audi A8