


Extrusión versus mecanizado CNC de aluminio:¿cuál es más rentable?
Cuando los ingenieros obtienen piezas de aluminio, la primera opción suele ser extruir el perfil o mecanizarlo a partir de una pieza sólida. Ambos métodos ofrecen resultados de alta calidad, pero sus costos y aplicaciones ideales difieren notablemente. Seleccionar el proceso incorrecto puede inflar silenciosamente los gastos por pieza antes de que se envíe la primera unidad.
Esta guía desglosa las diferencias principales entre extrusión y mecanizado CNC , explica dónde va realmente el dinero en cada proceso y muestra cómo funciona un extrusión-mecanizado híbrido. La estrategia puede reducir los costos del CNC sin sacrificar la precisión. Ya sea que esté diseñando un perfil nuevo o revisando un flujo de trabajo existente, esta es la información que necesita.

Comprensión de la diferencia fundamental entre extrusión y mecanizado CNC
Ambos procesos son técnicas maduras y probadas para trabajar con aluminio, pero sirven para distintos objetivos de diseño y escenarios de producción.
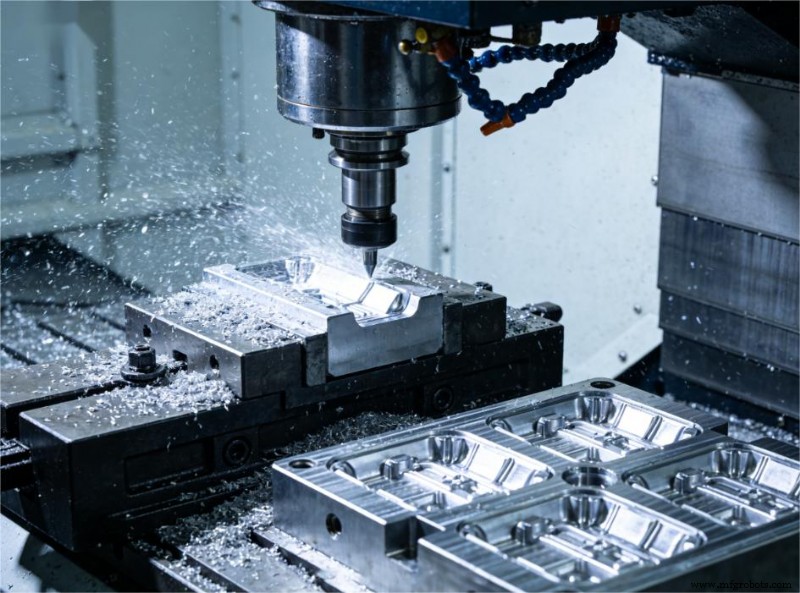
- Mecanizado CNC: Las herramientas de corte controladas por CNC eliminan el material de un tocho de aluminio hasta lograr la forma deseada. Puede adaptarse prácticamente a cualquier geometría con tolerancias estrictas, pero el material eliminado se convierte en virutas y desechos.
- Extrusión de metales: Un proceso de formación de forma casi neta en el que el aluminio calentado se fuerza a pasar a través de una matriz de acero personalizada. La sección transversal se forma directamente, lo que produce perfiles largos y continuos con una mínima pérdida de material.
Costo de mecanizado CNC versus costo de extrusión:¿a dónde va el dinero?
La diferencia de costos entre los dos métodos puede no ser obvia en la etapa de cotización, pero queda clara durante la producción. Los factores clave incluyen:
- Residuos de materiales: El mecanizado CNC genera un gran volumen de virutas de aluminio que nunca pasan a formar parte del componente final. En secciones transversales complejas, la relación entre compra y lanzamiento puede ser alta:las palanquillas iniciales pueden pesar varias veces más que la pieza terminada. La extrusión, por el contrario, produce la forma casi terminada del troquel, lo que mejora enormemente la utilización del material.
- Tarifas de herramientas y configuración: El CNC requiere accesorios, sujetadores y herramientas de corte perecederas que necesitan reemplazo frecuente. La extrusión requiere un troquel de acero personalizado por adelantado, una inversión inicial que se amortiza ya que el troquel funciona para miles de piezas con un costo mínimo de herramientas adicionales.
- Tiempos de ciclo: Una extrusora puede alimentar metros de perfil por minuto. Mecanizar una sección transversal compleja a partir de una palanquilla sólida implica muchas pasadas y cambios de herramientas, lo que aumenta el tiempo de la máquina y aumenta directamente los costos del CNC.
Estos factores dan forma al panorama del costo total de cualquier pieza. La siguiente tabla resume cómo se comparan los dos procesos en las dimensiones clave de costos.
| Factor de costo | Extrusión de metales | Mecanizado CNC a partir de sólidos |
|---|---|---|
| Inversión inicial | Medio (coste del troquel) | Bajo (sin herramientas dedicadas) |
| Utilización de materiales | Alto (forma casi neta) | Bajo (desecho significativo) |
| Costo por pieza en gran volumen | Normalmente más bajo | A menudo más alto para piezas basadas en perfiles |
| Velocidad de escalado | Rápido | Más lento |
La estrategia híbrida:cómo el mecanizado por extrusión reduce los costes generales
En la práctica, el enfoque más económico rara vez es la extrusión pura o el mecanizado puro. Es una combinación inteligente (mecanizado de extrusión) que reduce los costos del CNC y al mismo tiempo conserva la flexibilidad dimensional.
- Eficiencia casi neta: Comience con un perfil extruido que ya capture la sección transversal fundamental (canales, bridas, cavidades internas) eliminando la mayor parte de la eliminación de material que de otro modo ocurriría en la máquina CNC.
- Mecanizado secundario dirigido: Aplique CNC solo cuando sea necesario (orificios roscados, caras de acoplamiento de precisión, orificios de tolerancia estricta o características que no proporciona la geometría del troquel), lo que reduce tiempo y costos.
- Conclusión: Comenzar con un perfil extruido significa que la máquina comienza con una forma casi final. El tiempo de mecanizado se reduce, el desgaste de las herramientas disminuye y el costo por pieza disminuye significativamente, combinando la flexibilidad dimensional del CNC con la eficiencia del material de extrusión.

Elegir el método de fabricación adecuado
La elección óptima depende de la geometría de la pieza, el volumen de producción y los requisitos de tolerancia. Considere las siguientes pautas.
Cuándo utilizar la extrusión para sus piezas metálicas
- Secciones transversales consistentes: La pieza mantiene la misma forma en toda su longitud; los ejemplos típicos incluyen disipadores de calor, marcos, rieles estructurales, gabinetes o canales deslizantes.
- Volumen medio a alto: La extrusión se vuelve más económica una vez que se amortiza el costo del troquel:los costos por pieza disminuyen significativamente a medida que aumenta el volumen.
- La eficiencia de los materiales es una prioridad: Cuando el costo del aluminio en bruto influye en el presupuesto, la producción casi perfecta ofrece una ventaja real.
- Características de superficie basadas en perfiles: Las aletas, ranuras, secciones huecas y geometrías similares se ajustan naturalmente al troquel de extrusión.
Cuándo utilizar el mecanizado CNC
- Geometría totalmente 3D: Las piezas que carecen de una sección transversal constante, como carcasas con cavidades en múltiples caras o soportes con curvas compuestas, se adaptan mejor al CNC.
- Secciones transversales no uniformes: Los componentes cuya forma varía significativamente a lo largo del eje requieren métodos sustractivos o de fundición.
- Características internas muy complejas: El CNC multieje destaca en cavidades profundas, socavados, orificios inclinados y canales internos intrincados.
- Requisitos de tolerancia estrictos: El CNC suele ser más confiable para dimensiones muy ajustadas o tolerancias posicionales en varias características. Las variaciones térmicas y del proceso de extrusión limitan el control posicional preciso.
- Bajo volumen o prototipos: Para prototipos de bajo volumen, el CNC es más flexible y rentable porque evita la inversión en matrices.
La siguiente tabla muestra los parámetros de diseño más comunes uno al lado del otro.
| Parámetro de pieza | Más adecuado para extrusión | Más adecuado para el mecanizado CNC a partir de sólidos |
|---|---|---|
| Sección transversal | Uniforme/consistente en toda su longitud | Varía o completamente 3D |
| Volumen | Medio a alto | Bajo a medio |
| Espesor de la pared | Paredes delgadas y uniformes | Espesor de pared variable |
| Tolerancia de precisión estricta | Alcanzable con mecanizado secundario | Directamente alcanzable |
¿Listo para optimizar su estrategia de fabricación?
Elegir el proceso correcto desde el principio es la forma más efectiva de controlar los costos y el tiempo de entrega. El mejor método depende de la geometría, la tolerancia y el volumen.
Si está evaluando un nuevo diseño o no está seguro de si la extrusión o el mecanizado CNC son la mejor opción, comuníquese con JTR para obtener una revisión y cotización gratuita de la capacidad de fabricación.
Guías relacionadas
Tecnología Industrial
- El aumento del precio del oro aumenta los costos de PCB:ideas clave para los fabricantes
- Arduino Protoshield:una guía rápida y completa para ensamblarlo
- ¿Cómo dimensionar un generador? Portátil, de respaldo y en espera para aplicaciones domésticas y comerciales
- Sistemas de identificación y numeración de postes de servicios públicos:10 recursos de expertos
- Minimice los costos de las emisiones fugitivas con válvulas de baja emisividad
- Seis maneras que los hackers pueden usar para lanzar un ataque cibernético | noviembre de 2018
- Análisis de circuito SUPERMESH | Paso a paso con ejemplo resuelto
- 3 ejemplos principales de tecnología de fabricación avanzada de vanguardia
- Los láseres ahora pueden emitir microondas y recibir señales de radiofrecuencia externas
- Estrategia de producción en masa para aumentar la productividad del negocio de fabricación
- Mantenga la calma y continúe moliendo