


Ciclo de roscado Fanuc G84
El ciclo de roscado G84 realiza la operación de roscado, el roscado se realiza girando el husillo en el sentido de las agujas del reloj, cuando se alcanza el fondo del orificio, el husillo gira en la dirección inversa para la retracción. Toda esta operación crea hilos.
Sintaxis
G84 X... Y... Z... R... P... F... K...
| Parámetro | Descripción |
|---|---|
| X | Posición del agujero en el eje x. |
| Y | Posición del agujero en el eje y. |
| Z | Profundidad, tocando desde el plano R hasta la profundidad Z. |
| R | Posición del plano R. |
| P | Tiempo de permanencia. |
| K | Número de repeticiones de ciclo (si es necesario) . |
| F | Velocidad de avance. |
Una vez dado en el programa G84, el ciclo de roscado se repite en cada movimiento del eje hasta que se da G80 en el programa para finalizar el ciclo de roscado.
Notas
La anulación de la velocidad de avance se ignora durante el roscado con macho.
La retención del avance no detiene la máquina hasta que se completa la operación de retorno.
Uso
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G84 X60 Y28 Z-17 P300 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Trabajando
Breve descripción de cómo funciona el ciclo de roscado G84,
Funcionamiento del ciclo de roscado G84
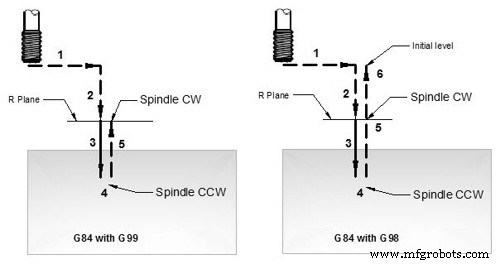
0- CW El comando de rotación del husillo (M03) se debe dar en el programa pieza.
1- Avance rápido a la posición X, Y (posición del orificio previo al taladrado).
2- Avance rápido al plano R .
3- La operación de roscado se realiza hasta la profundidad Z (con avance de roscado proporcionado con G84).
4-1- Dwell durante el tiempo especificado con P
4-2- El husillo se gira hacia la izquierda
5- La rosca se retrae con el avance especificado.
En el plano R el husillo gira en sentido horario.
Si se especifica G99, la rosca para este orificio termina aquí,
6- si Se da G98 en el programa y luego se mueve el toque al nivel inicial.
Modos G98 G99
Después de completar el toque, la altura de retorno se puede controlar usando G98 o G99.
G98 Tap volverá al nivel inicial
G99 Tap volverá al plano R.
G98, G99 se pueden usar varias veces durante el ciclo de roscado G84.
Repetir perforación
El ciclo de roscado G84 se puede repetir varias veces si se proporciona el valor K.
Para ver un ejemplo de trabajo, consulte el ciclo de taladrado G81.
Ejemplo de trabajo
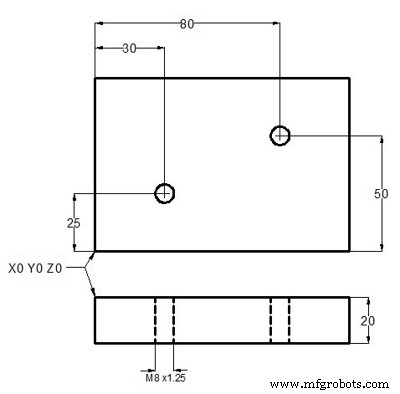
Ejemplo de ciclo de roscado G84
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S100 M03 N40 G43 H01 Z5 M08 N50 G84 Z-20 R2 F1.25 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Roscado cónico con ciclo de roscado Fanuc G76
- Ciclo de ranurado CNC Fanuc G75
- Ciclo de repetición de patrón CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de roscado CNC Fanuc G92
- Fanuc G75 ciclo de ranurado formato de una línea
- Ciclo de roscado G78 – Programación de torno Fanuc
- Lista de códigos G de Fanuc
- Ciclo de roscado ECS G84