


23 Unidad 6:Control Haas
OBJETIVO
Después de completar esta unidad, debería poder:
- Identifique el control de Haas.
- Identifique el teclado.
- Describa el procedimiento de inicio/máquina inicial.
- Describa el procedimiento de anulación de puerta.
- Describa el procedimiento Cargar herramientas.
- Describa el desplazamiento de la longitud de la herramienta (TLO) para cada herramienta.
- Verifique el desplazamiento del cero de la pieza (XY) usando MDI.
- Describa la compensación de la herramienta de configuración.
- Verifique el desplazamiento de la longitud de la herramienta usando MDI.
- Describa el procedimiento de carga del programa CNC.
- Describa el procedimiento para guardar el programa CNC.
- Explicar cómo ejecutar el programa CNC.
- Describa el uso de la compensación del diámetro del cortador.
- Describa el programa de apagado.
Control de Haas
El control de Haas se muestra en las Figuras 18 y 19. Familiarícese con la ubicación de los botones y controles. Las instrucciones detalladas en las siguientes páginas muestran cómo operar el control.

Figura 1. Teclado Haas de control de fresado CNC de Haas
Teclado
Las teclas del teclado se agrupan en estas áreas funcionales:
1. Teclas de función
2. Teclas de cursor
3. Teclas de visualización
4. Teclas de modo
5. Teclas numéricas
6. Teclas alfabéticas
7. Teclas de desplazamiento
8. Anula las teclas
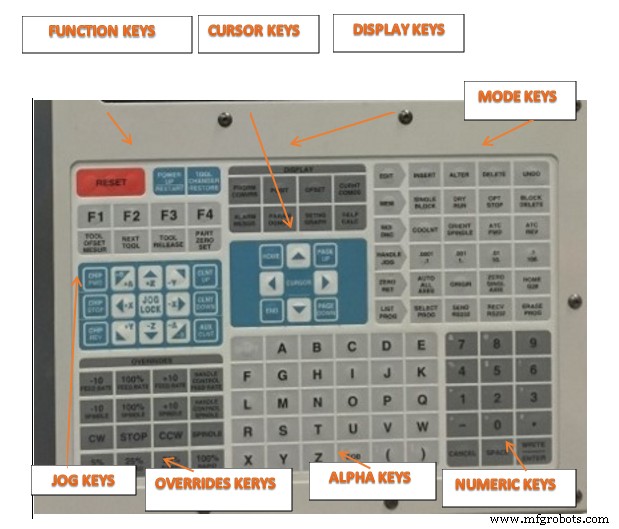
Figura 2. Botones de control CNC Haas/teclas del teclado
Máquina de Inicio/Inicio
Lista de verificación:
1. Área de trabajo:asegúrese de que el área de trabajo esté despejada
2. Disyuntor principal:Encender
3. Suministro de aire:encienda el aire a la presión correcta (al menos 70 PSI para que funcione el cambiador de herramientas)
4. ENCENDIDO:presione el botón verde
5. Asegúrese de que la parada de emergencia no esté activada. Si es así, gire la perilla roja hacia la derecha para liberarla.
6. Espere hasta que aparezca el mensaje 102 SERVOS OFF antes de continuar.
7. RESTABLECER
8. Reinicio de encendido
9. Asegúrese de que las puertas estén cerradas y que el área de trabajo esté despejada.
10. Permita que todos los ejes de la máquina lleguen a su posición inicial antes de continuar
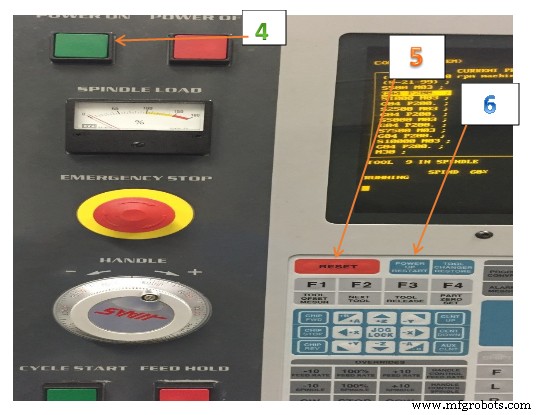
Figura 3. Máquina de Inicio/Inicio
Anulación de puerta
1. Mem:seleccione y presione Mem.
2. Gráfico de configuración:Seleccione y presione Gráfico de configuración
3. Introduzca 51
4. Cursor:presione la tecla de flecha hacia abajo y luego la tecla de flecha hacia la derecha para apagar
5. Escribir/Entrar:Seleccione y presione Escribir/Entrar
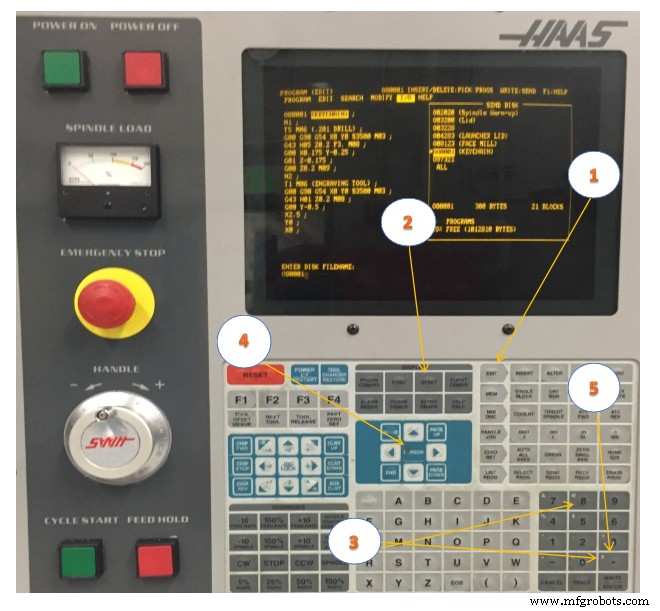
Figura 4. Anulación de puerta
Cargar herramientas
Lista de verificación:
1. Tecla MDI/DNC:Presione el botón MDI/DNC.
2. Número de herramienta:
- Por ejemplo, para colocar el cambiador de herramientas en T1,
- Presione los botones T y luego 1.
3. ATC FWD:Pulse el botón ATC FWD.
- El carrusel de herramientas se indexará a la posición T1.
4. Coloque la herramienta en el husillo
- ¡No sujete las flautas de corte de la herramienta!
- Asegúrese de que el cono de la herramienta esté limpio.
- Sujete el portaherramientas por debajo de la brida en V para evitar pellizcos.
- Empuje la herramienta en el husillo.
- Asegúrese de que los "perros" del husillo estén alineados con las ranuras del portaherramientas.
5. Liberación de herramienta:Presione el botón de liberación de herramienta
- La máquina soplará aire a través del husillo para eliminar los residuos.
- Empuje suavemente la herramienta hacia arriba y luego suelte el botón de liberación de la herramienta.
- Asegúrese de que la herramienta esté bien sujeta por el husillo antes de soltarla.
6. Repita los pasos 2 a 5 hasta que todas las herramientas estén cargadas.
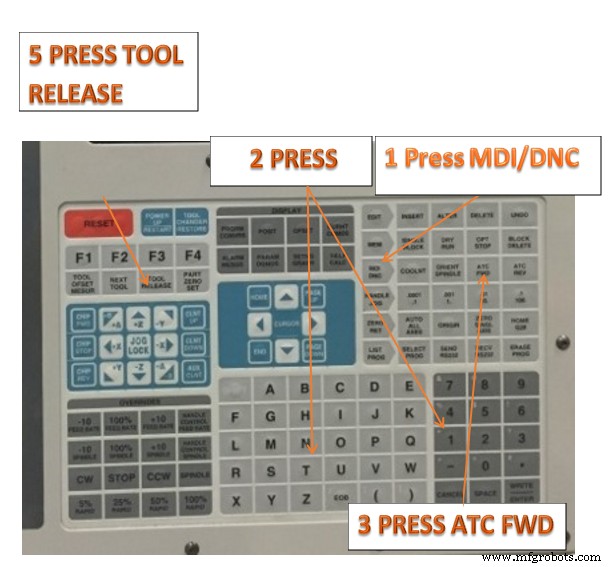
Figura 5. Herramientas de carga
Configuración de compensaciones
Para mecanizar una pieza con precisión, la fresadora necesita saber dónde se encuentra la pieza en la mesa
y la distancia desde la punta de las herramientas hasta la parte superior de la pieza (compensación de herramientas desde el inicio
posición).
Para introducir compensaciones manualmente:
1. Elija una de las páginas de compensaciones.
2. Mueva el cursor a la columna deseada.
3. Escriba el valor de compensación que desea utilizar.
4. Presione (ENTRAR) o (F1). El valor se ingresa en la columna.
5. Ingrese un valor positivo o negativo y presione (ENTRAR) para agregar la cantidad ingresada al número en la columna seleccionada; presione (F1) para reemplazar el número en la columna.
Modo Jog
El modo Jog le permite mover los ejes de la máquina a la ubicación deseada. Antes de que pueda desplazar un eje,
la máquina debe establecer su posición inicial. El control hace esto al encender la máquina.
Para ingresar al modo jog:
1. Presione (MANGO JOG).
2. Presione el eje deseado (+X, -X, +Y,-Y, +Z, -Z).
3. Hay diferentes velocidades de incremento que se pueden usar en el modo jog; son (.0001), (.001), (.01) y (.1). Cada clic del volante de avance mueve el eje la distancia definida por la velocidad de avance actual. También puede usar una manija de avance remoto (RJH) opcional para mover los ejes.
4. Presione y mantenga presionados los botones de desplazamiento del mango o use el control del mango de desplazamiento para mover el eje.
Establecer compensación de longitud de herramienta (TLO)
Lista de verificación:
1. Modo Handle Jog:seleccione el botón Handle Jog.
- Esto configura la máquina para que sea controlada por el volante.
2. Incremento de impulso:0,01
- Esto establece el incremento del trabajo para que cada clic del volante mueva la herramienta 0,01 pulgadas en la dirección de desplazamiento.
3. Dirección de avance:presione el botón Z
- Esto configura la herramienta para que se mueva en Z cuando se mueve el volante de desplazamiento.
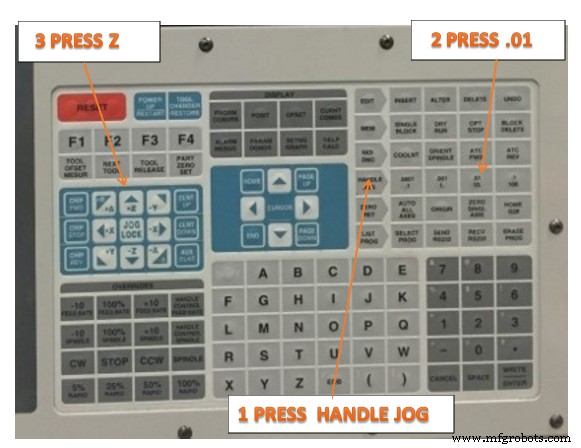
Figura 6. TLO
4. Compensaciones:seleccione y presione Compensación
- Se muestra la página Compensación de herramienta.
5. Flechas del cursor:alinear para la herramienta activa
- Use las teclas de cursor arriba-abajo (si es necesario) para mover la barra resaltada en la pantalla de gráficos sobre los valores de compensación para la herramienta actualmente activa.
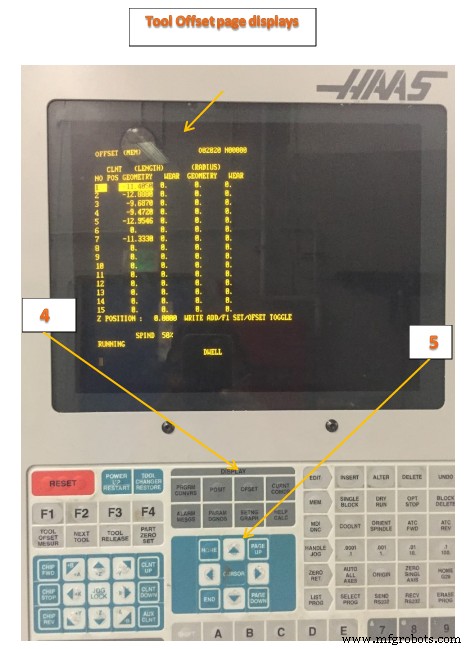
Figura 7. Compensación
6.Utilice el bloque 1-2-3 para establecer la longitud de la herramienta
- Mover para que la herramienta quede debajo del bloque superior.
- Aplique una ligera presión para bloquear contra la herramienta. Utilice el Jog Wheel para elevar la herramienta hasta que el bloque se deslice por debajo.
- Mueva el bloque fuera del camino y luego mueva la herramienta hacia abajo 0,01 pulgadas por debajo de la parte superior del bloque.
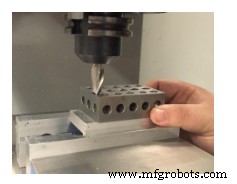
Figura 8
7. Incremento de impulso:.001
- Reduzca el incremento de avance y utilice el controlador de avance para elevar la herramienta en incrementos de 0,001 hasta que se deslice nuevamente por debajo del bloque.
8. Medida de compensación de herramienta:Seleccione y presione Medida de compensación de herramienta
- Esto hace que el control ingrese la posición actual de la herramienta en el registro de compensación de longitud.
- Asegúrese de que el número de longitud de la herramienta se actualice antes de continuar.
9. Siguiente herramienta:Seleccione y presione Siguiente herramienta
- Esto hace que la herramienta actual se guarde y se cargue la siguiente herramienta.
- Repita los pasos del 1 al 9 hasta que todas las herramientas estén configuradas.
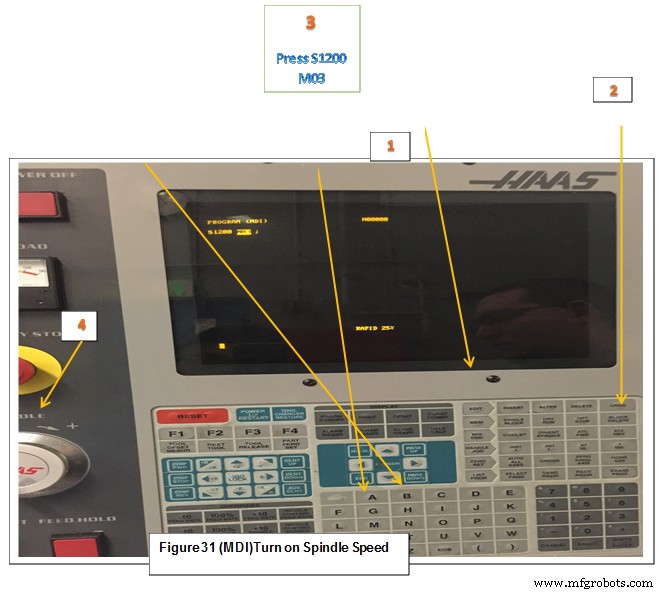
Figura 9. Página de visualización compensada
NOTA:
El ajuste de herramientas requiere mover manualmente la máquina con las manos en el área de trabajo de la máquina. Tenga mucho cuidado y observe las siguientes reglas:
• El eje debe estar apagado.
• Nunca coloque la mano entre la herramienta y la pieza de trabajo.
• Asegúrese de que el eje y el incremento de desplazamiento correctos estén configurados antes de realizar el desplazamiento.
• Mueva el mango lenta y deliberadamente. Mantenga sus ojos en sus manos y en la posición de la herramienta en todo momento.
• Nunca permita que nadie más opere el control cuando su mano esté en el área de trabajo.
Cómo acceder a MDI
El modo de entrada manual de datos (MDI) es uno de los modos en los que puede operar su máquina CNC. La idea es ingresar códigos G o códigos M en una línea que la máquina ejecuta inmediatamente, no tiene que escribir un programa completo de código g cuando una línea o dos serán suficientes. MDI ofrece mucha potencia y requiere muy poco aprendizaje. Incluso puede usar comandos MDI para mecanizar su pieza. Con MDI, el CNC puede ser rápido y sucio como el mecanizado manual.
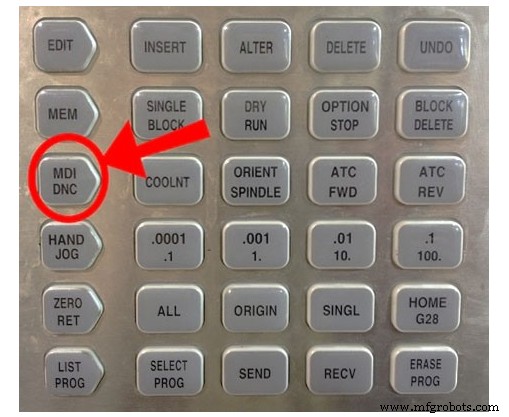
Figura 10. MDI
Presione la tecla MDI en su panel de control CNC para ir al modo MDI.
Por ejemplo:
Pulse MDI/DNC
Erase Prog:seleccione y presione (para borrar cualquier comando)
Ingrese S1200 M03 (velocidad del eje 1200 RPM, en CW)
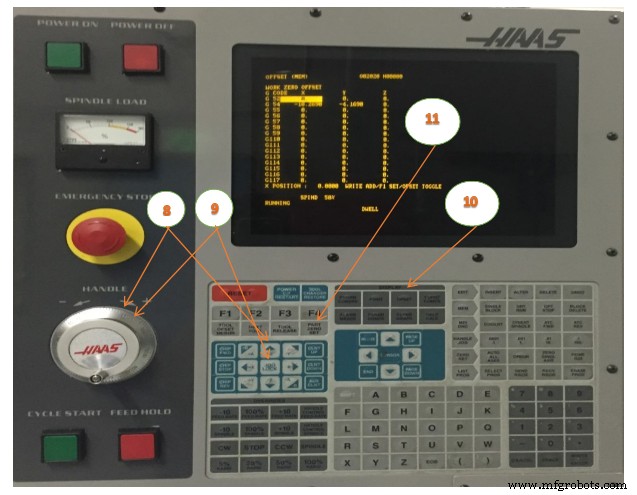
Configuración del desfase XY del desfase del cero de la pieza (usando el buscador de bordes)
Lista de verificación:
1. Tecla MDI/DNC:seleccione y presione MDI/DNC
2. Erase Prog:seleccione y presione Erase Prog para borrar cualquier comando
3. Encienda la velocidad del eje:S1200
- Presione S1200 M03 (Entrada):Seleccione:Escribir/Entrar
4. Inicio del ciclo:Seleccionar
- El eje comenzará en CW a 1200 RPM
Figura 11. Encienda la velocidad del eje (MDI)
5. Manejar Jog:Seleccione Manejar Jog e Incremento de Jog:.01
6. Jog Handle:según sea necesario
- Seleccione la dirección de desplazamiento y use el controlador según sea necesario para colocar el lápiz óptico del buscador de bordes junto al borde de la parte izquierda.

7. Incremento de impulso:.001
- Mueva el buscador de bordes lentamente hasta que se salga del centro, como se muestra a continuación.
- Esto coloca el centro del husillo exactamente a 0,100 del borde de la pieza
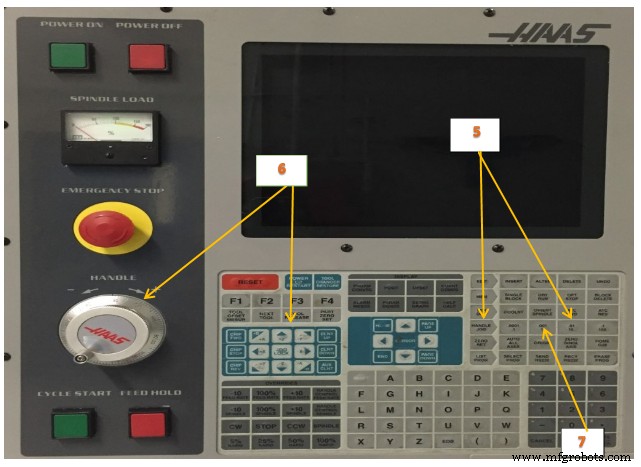

Figura 12. Justo antes de tropezar Figura 13. Justo después tropezando
8 .Jog Handle:retraer en Z 
• Avance en línea recta hacia arriba en Z hasta que el buscador de bordes esté sobre la pieza y el controlador de avance muestre cero en el dial.
9. Manija de avance:establezca la dirección de avance en +X y gire la manija una vuelta completa en el sentido de las agujas del reloj. 
Dado que el control está en modo de incremento de 0,001, al girar el dial exactamente una vuelta completa, se coloca el centro del husillo directamente sobre el borde izquierdo de la pieza.
10. Página compensada:seleccione y presione 
• Seleccione el botón Offset y los botones PgUp/PgDn hasta que aparezca la página Work Zero Offset. Use las teclas de flecha para resaltar G54 (o cualquier compensación de dispositivo que se establezca).
11. Ajuste de cero de pieza:Pulse Ajuste de cero de pieza
• Esto establece el valor X de G54 en la posición actual del eje.
12. Parada del husillo:Presione la parada del husillo
13. Para configurar el eje Y, repita los pasos 6-11
Uso de MDI para verificar el desplazamiento del cero de la pieza
1. Tecla MDI/DNC:Seleccione y presione MDI/DNC
2. Erase Prog:Seleccione y presione (para borrar cualquier comando)
3. Introduzca G00 G90 G54 X0 Y0
4. Insertar:Seleccione y presione Insertar
5. Inicio de ciclo:seleccione y presione Inicio de ciclo
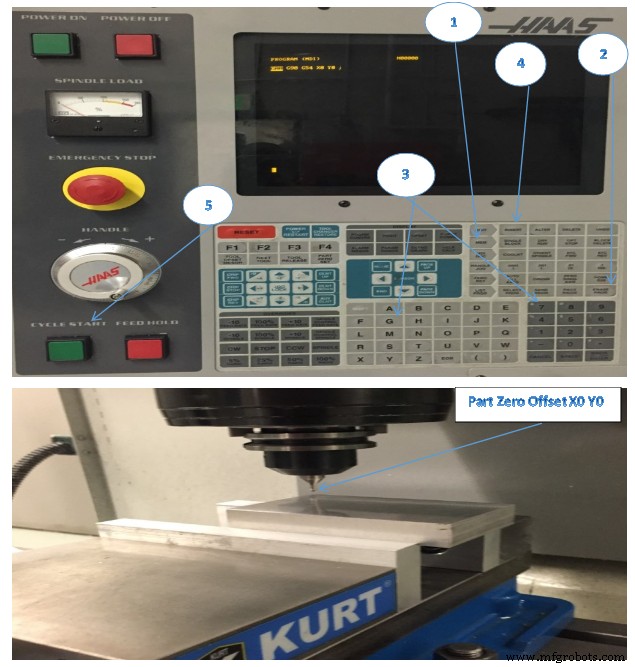
Compensación de cero de pieza X0 Y0 (MDI)
- Para desplazar la referencia a la DERECHA en relación con el operador de la máquina, AGREGAR una cantidad de desplazamiento al valor X de compensación. Por ejemplo, para desplazar X+.1, ingrese .1 ESCRIBIR/ENTRAR.
- Para cambiar el punto de referencia MÁS CERCA del operador de la máquina, RESTA una cantidad de cambio del valor Y de compensación. Por ejemplo, para desplazar Y-.1, ingrese -.1 ESCRIBIR/ENTRAR
Configuración del desplazamiento del cero de la pieza XY (usando un puntero mecánico)
Para mecanizar una pieza, la fresadora necesita saber dónde se encuentra la pieza
la mesa. Puede usar un buscador de bordes, una sonda electrónica o muchas otras herramientas y
Métodos para establecer la parte cero. Para establecer el desplazamiento del origen de la pieza con un puntero mecánico:
1. Coloque el material (1) en el tornillo de banco y apriete.
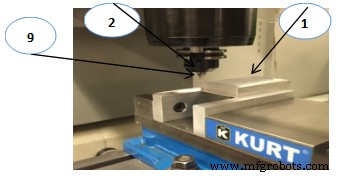
Figura 14. Configuración del cero de la pieza XY (usando un puntero mecánico )
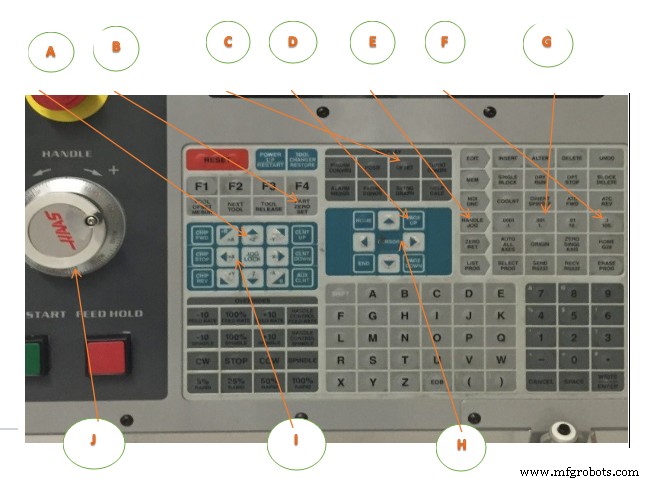
2. Cargue una herramienta de puntero (2) en el eje.
3. Presione (MANGO JOG) (E).
4. Presione (.1/100.) (F) (El molino se moverá rápidamente
velocidad cuando se gira el mango).
5. Presione (+Z) (A).
6. Manipule el movimiento (J) del eje Z aproximadamente 1″ por encima de la pieza.
7. Presione (.001/1.) (G) (El molino se moverá a baja velocidad cuando se gire la manija).
8. Manejar jog (J) el eje Z aproximadamente. 0,2″ por encima de la pieza.
9. Seleccione entre los ejes X e Y (I) y mueva el mango (J) la herramienta hacia la esquina superior izquierda
de la pieza (Ver Figura 36 arriba (9).
10. Presione (OFFSET) (C) hasta que el panel Active Work Offset esté activo.
11. Cursor (H) a la columna del eje X G54.
12. Presione [PART ZERO SET] (B) para cargar el valor en la columna del eje X. El segundo
presionar [PART ZERO SET] (B) carga el valor en la columna del eje Y.
Configurar compensación de herramienta
El siguiente paso es tocar las herramientas. Esto define la distancia desde la punta de la herramienta hasta
la parte superior de la pieza. Otro nombre para esto es Compensación de longitud de herramienta, que se designa como H en
una línea de código máquina. La distancia para cada herramienta se ingresa en la Tabla de compensación de herramientas.
Configuración del desplazamiento de la herramienta. Con el eje Z en su posición inicial, se mide la compensación de longitud de herramienta
desde la punta de la herramienta (1) hasta la parte superior de la pieza (2). Consulte la figura 15.
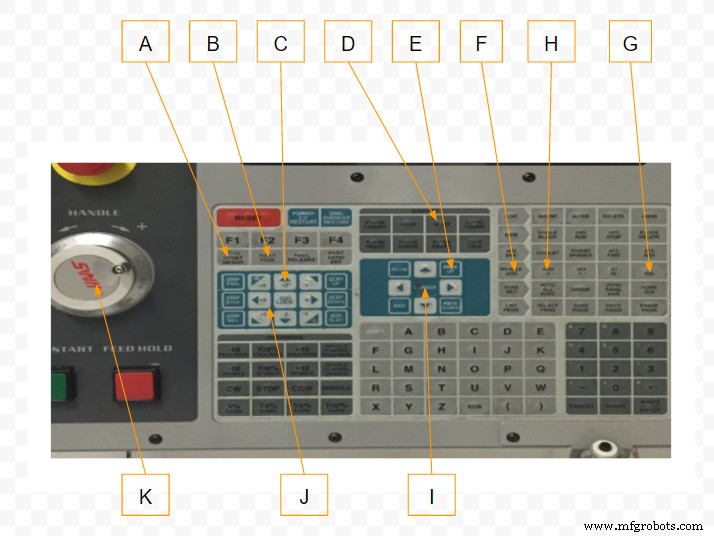
1. Cargue la herramienta en el husillo (1).
2. Presione (MANGO JOG) (F).
3. Presione (.1/100.)(G) (El molino se mueve rápidamente cuando se gira la manija).
4. Seleccione entre los ejes X e Y (J) y mueva con el mango (K) la herramienta cerca del centro de la pieza.
5. Presione (+Z) (C).
6. Empuje el mango (K) en el eje Z aproximadamente 1″ por encima de la pieza.
7. Presione (.0001/.1) (H) (El molino se mueve lentamente cuando se gira la manija).
8. Coloque una hoja de papel entre la herramienta y la pieza de trabajo. Mueva la herramienta con cuidado
hasta la parte superior de la pieza, lo más cerca posible, y aún poder mover el papel.
9. Presione (DESPLAZAMIENTO) (D).
10. Presione (RE PÁG) (E) hasta que aparezca la ventana Compensaciones de herramienta de programa. Desplácese a la herramienta #1.
11. Cursor (I]) a Geometría para la posición #1.
12. Presione [MEDIR COMPENSACIÓN DE HERRAMIENTA] (A).
El siguiente paso hace que el eje se mueva rápidamente en el eje Z.
13. Presione (HERRAMIENTA SIGUIENTE) (B).
14. Repita el proceso de compensación para cada herramienta.
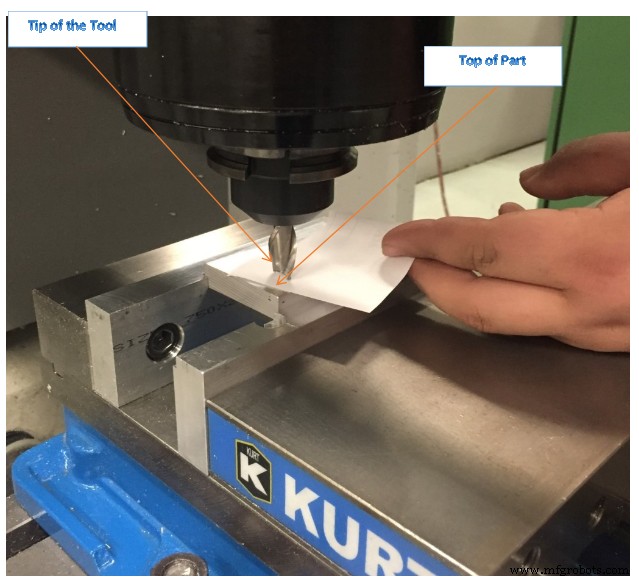
Figura 15. Configuración del desplazamiento de la herramienta (hoja de papel)
Uso de MDI para verificar el desplazamiento de la longitud de la herramienta
1. Tecla MDI/DNC:Seleccione y presione MDI/DNC
2. Erase Prog:Seleccione y presione (para borrar cualquier comando)
3. Introduzca G00 G90 G43 H01 Z2.00
4. Insertar:Seleccione y presione Insertar
5. Inicio de ciclo:seleccione y presione Inicio de ciclo
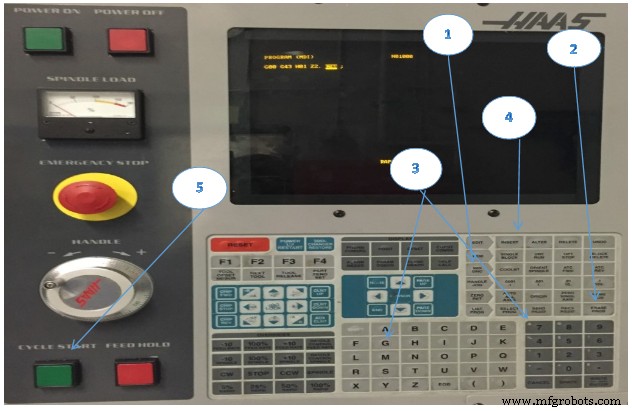
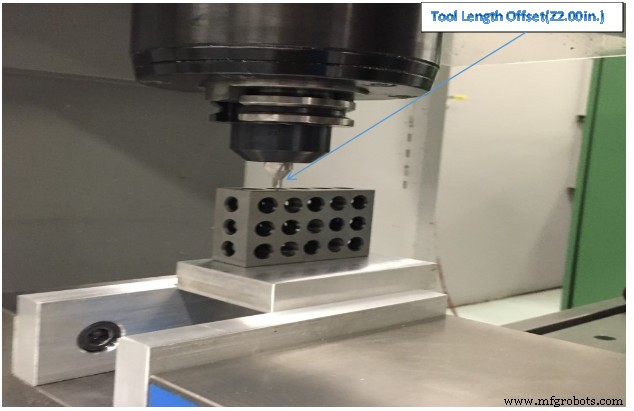
Figura 16. Desplazamiento de la longitud de la herramienta (2,00 pulgadas por encima de la pieza usando el bloque 1 2 3 para verificar)
Cargar Programa CNC
1. Editar:seleccione y presione Editar
2. F1:seleccione y presione F1
3. Cursor:Presione la tecla de flecha izquierda hacia E/S y luego la tecla de flecha DN para mover la barra resaltada a Directorio de discos.
4. Escribir/Entrar:Seleccione y presione Escribir/Entrar
5. Cursor (Directorio de disco):presione la tecla de flecha DN para programar la carga.
6. Escribir/Entrar:Seleccione y presione Escribir/Entrar
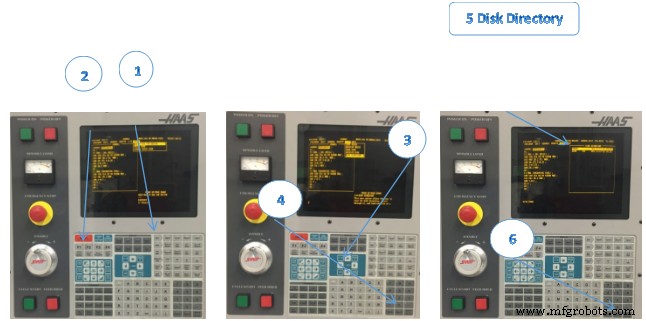
Figura 17. Cargar programa CNC
Guardar programa CNC
1. Editar:seleccione y presione Editar
2. F1:seleccione y presione F1
3. Cursor:Presione la tecla de flecha izquierda hacia E/S y luego la tecla de flecha DN para mover la barra resaltada a Enviar disco.
4. Escribir/Entrar:Seleccione y presione Escribir/Entrar
5. Introduzca el nombre del archivo de disco:O80001
6. Escribir/Introducir
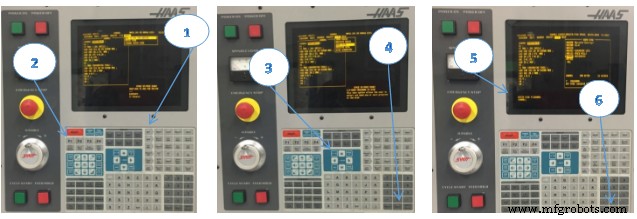 Figura 18. Guardar programa CNC
Figura 18. Guardar programa CNC
Ejecutar programa CNC
Este es el proceso preferido para ejecutar un nuevo programa. Una vez que se prueba un programa, todas las tasas de alimentación se pueden configurar al 100 % y el modo de bloque único se puede desactivar.
Funcionamiento en seco
La máquina ejecuta todos los movimientos exactamente según lo programado. No utilice una pieza de trabajo en la máquina mientras se está ejecutando el funcionamiento en seco. La función Dry Run se utiliza para comprobar un programa rápidamente sin tener que cortar piezas.
Para seleccionar Ejecución en seco:
1. En el modo MEM o MDI, presione (FUNCIONAMIENTO EN SECO).
Cuando está en Dry Run, todos los rápidos y avances se ejecutan a la velocidad seleccionada con los botones de velocidad de jog.
2. Dry Run solo se puede encender o apagar cuando un programa ha terminado o [RESET] es
presionado. Dry Run realiza todos los movimientos X Y Z ordenados y la herramienta solicitada
cambios. Las teclas de anulación se pueden usar para ajustar las velocidades del eje.
Lista de verificación :
1. Pre-inicio
- Asegúrese de que el tornillo de banco o el accesorio estén seguros y que tenga una configuración segura.
- No debería haber ninguna posibilidad de que el trabajo deje de funcionar según lo requerido.
- Retire las manijas del tornillo de banco.
- Despeje el área de trabajo de cualquier herramienta u otros objetos.
- Cierre las puertas de la máquina.
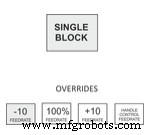
- Activar el modo de bloque único.
- Presione el botón Velocidad de avance rápido-10 ocho veces para establecer la Anulación de velocidad de avance rápido al 20 % del máximo.
2. Inicio
- Coloque una mano en el botón Suspender alimentación y prepárese para presionarlo en caso de que surja algún problema.
- Presione el botón de inicio de ciclo.
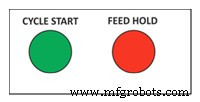
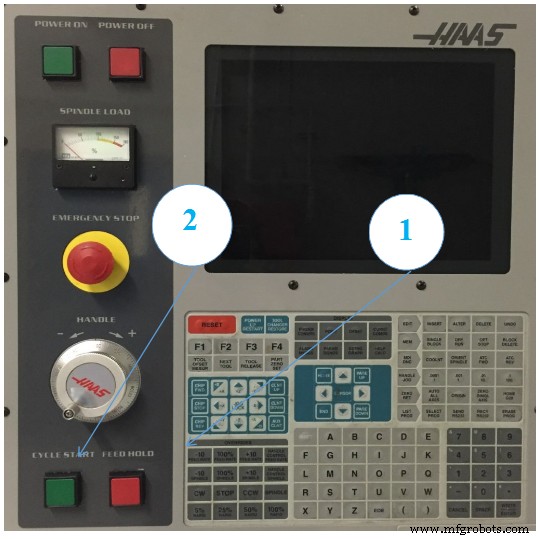
Figura 19. Ejecutar programa CNC
Un error común es establecer incorrectamente la compensación de la longitud de la herramienta o el accesorio. Cuando ejecute un programa por primera vez, configure la máquina en el modo Bloque único. Reduzca la velocidad de avance rápido al 25 % y proceda con precaución. Una vez que la herramienta esté cortando, apague el modo de bloque único y deje que el programa se ejecute. No deje la máquina desatendida y mantenga una mano en el botón de retención de alimentación. Escuche, observe la formación de virutas y prepárese para ajustar las tasas de avance de corte para adaptarse a las condiciones de corte.
Ajuste de las compensaciones de CDC
Las operaciones de mecanizado que utilizan la compensación del diámetro del cortador (CDC:G41/G42) se pueden ajustar para tener en cuenta el desgaste y la desviación de la herramienta. Mida una característica terminada en una pieza y compárela con el valor deseado. Reste los tamaños reales de los objetivos e ingrese la diferencia en el registro CDC en el control para esa herramienta. Por ejemplo:
(Tamaño objetivo de la función:2,5000) – (Tamaño real de la función:2,5150) = Valor de desgaste: -0,0150
La trayectoria de la herramienta ahora se compensará por la diferencia de tamaño. Ejecutar la misma operación nuevamente debería dar como resultado que la función tenga exactamente el tamaño objetivo
La compensación de desgaste se usa solo en pasadas de contorno. No se utiliza para planear, fresar 3D o ciclos de taladrado. Seleccione la opción Compensación de desgaste en su software CAD/CAM y, si es necesario, establezca un valor de Desgaste del diámetro de la herramienta como se muestra arriba. Cuando se usa, el valor de desgaste es siempre un número negativo. Establezca siempre Geometría del diámetro de la herramienta en cero para todas las herramientas, ya que el software CAD/CAM ya tiene en cuenta el diámetro de la herramienta al programar la ruta de la línea central de la herramienta.
Lista de verificación:
1. Página de compensación:seleccione y presione Compensación
2. Ajuste la compensación del diámetro:seleccione e ingrese el valor
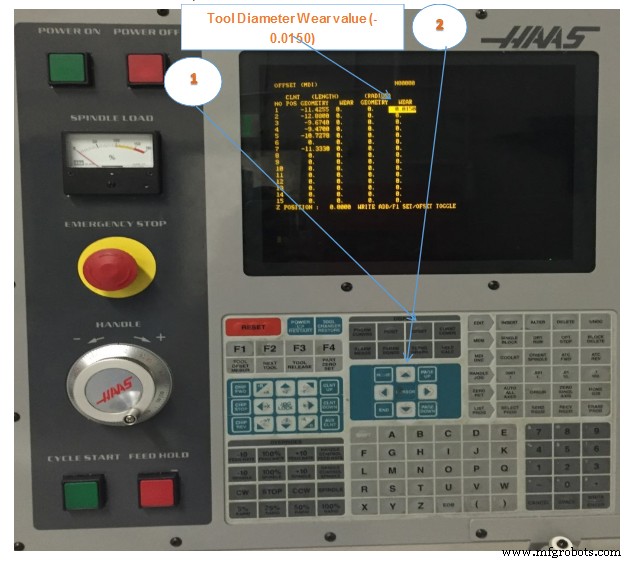
- Pág arriba/abajo para resaltar la herramienta que se va a ajustar.
- Ingrese un valor usando el teclado numérico.
- Ejemplo de valor de desgaste del diámetro de la herramienta como se muestra arriba:-0.0150
- Seleccione y presione Escribir/Entrar
Figura 20. Ajuste de compensaciones de CDC
Apagar la máquina CNC
Lista de verificación:
1. Retire la herramienta del husillo:
- Ingrese el número de un carrusel de herramientas vacío.
- Seleccione ATC FWD
2. Mueva la máquina al área segura:
• Seleccione Jog
3. Botón de apagado:presione APAGADO
Lista de verificación posterior al apagado:
• Limpie el husillo con un trapo limpio y suave para eliminar el refrigerante y evitar la oxidación.
• Guarde las herramientas.
• Limpiar el área de trabajo.
• Deje siempre la máquina, las herramientas y el equipo en las mismas o mejores condiciones que cuando los encontró.
Es importante limpiar la máquina después de cada uso para evitar la corrosión, promover un entorno de trabajo seguro y como cortesía profesional hacia los demás. Permita al menos 15-30 minutos al final de cada clase para la limpieza. Como mínimo, guarde todas las herramientas y herramientas no utilizadas, lave la máquina con refrigerante, elimine el refrigerante estancado de la mesa y haga funcionar el transportador de virutas.
PRUEBA DE UNIDAD
1. Enumere ocho áreas funcionales de HAAS Keyboard.
2. Describa cómo anular la puerta.
3. Explique cómo cargar Herramientas.
4. Describa MDI y dé un ejemplo.
5. Explique cómo configurar el desplazamiento del cero de la pieza.
6. Describa el uso de MDI para verificar el desplazamiento del cero de la pieza.
7. Explicar cómo configurar la compensación de longitud de herramienta
8. Describa el uso de MDI para verificar el desplazamiento de la longitud de la herramienta.
9. Describa cómo guardar el programa CNC.
10. Explique el procedimiento de apagado.
Tecnología Industrial
- Circuitos de control
- Qué es la unidad de control:componentes y su diseño
- MicroMax:unidad de interfaz de sistemas de relés resistentes
- Introducción del sistema de control SIEMENS 808D de enrutadores Cnc
- DATRON next© Control cambia la industria CNC
- Control de calidad
- ¿Cómo debería ser la herramienta ideal para el control de producción?
- 12 Capítulo 3:Taladro de columna
- Precalibrador automático de herramientas en el centro de torneado CNC de Haas
- Compensación de herramienta en torno CNC con control Fanuc
- Borrado de todas las compensaciones con código G10 G en Haas Machine Tool