


La impresora 3D deja de extruir a mitad de la impresión:cómo solucionarlo
Durante el uso habitual y normal de una impresora 3D, existe una gran variedad de problemas que pueden aparecer. Algunos de ellos solo retrasarán nuestro trabajo por unos minutos, mientras que otros pueden inutilizar nuestra máquina por completo hasta que podamos resolver el problema.
Un problema común y molesto es cuando nuestra impresora de repente deja de extruir a mitad de la impresión. Después de gritar y llorar durante un tiempo razonable, podemos proceder a preguntarnos:¿qué está causando este problema y cómo podemos solucionarlo?
Los problemas más comunes que provocan que una impresora deje de extruir filamento a mitad de la impresión son un extrusor obstruido o un motor de extrusor sobrecalentado. El extrusor podría estar obstruido debido a una mala calibración, una temperatura de impresión incorrecta, una mala calidad del filamento o la presencia de polvo y suciedad cerca de la impresora.
Puede desatascar el extrusor con una aguja de acupuntura o una cuerda de guitarra, o realizando un tirón en frío. En el caso de un controlador de motor de extrusión sobrecalentado, la solución se basa en enfriar el componente con un ventilador siempre encendido o en reemplazar la pieza por una nueva.
Entraremos en más detalles, discutiremos cada causa, cómo solucionar el problema adecuadamente, cómo resolverlo y, finalmente, cómo reducir la prevención de que esto vuelva a suceder.
¿Qué hace que la extrusora se detenga a mitad de la impresión?
Sin filamento
Puede parecer una obviedad, pero comprueba siempre que no sea así antes de empezar a solucionar el problema. Si se agotó el carrete, deberá comenzar con un carrete nuevo antes de reanudar la impresión.
Si es nuevo en la impresión 3D, le recomendaría que compruebe la estimación de la cantidad de filamento que consumirá su modelo de la cortadora antes de empezar a imprimir cualquier objeto.
Otra forma de evitar este problema es instalar un sensor de agotamiento del filamento que pausará el trabajo de impresión y le permitirá cargar una nueva bobina de filamento sin necesidad de detener la impresión por completo. La buena noticia es que cada vez más fabricantes de impresoras 3D incluyen esta función de forma predeterminada.
También puede darse el caso de que la bobina de filamento se haya enredado. Esto puede deberse a un problema de fabricación, pero lo más probable es que lo provoquemos nosotros. Para evitar que esto suceda, debes mantener la tensión del filamento y no dejar que el extremo del filamento se pierda cuando lo guardes.
Extrusor obstruido
Ahora que sabe que su máquina no se ha quedado sin filamento, ¡comencemos con la solución real de problemas! Comencemos revisando las cosas que pueden conducir a una boquilla obstruida.
Altura de boquilla incorrecta o mala calibración
Este problema es muy común y, por suerte para nosotros, también es muy fácil de solucionar. Si su extrusora no comienza a extruir plástico cuando comienza la impresión, puede deberse a una altura incorrecta de la boquilla (la cama no está nivelada correctamente y la boquilla se está clavando en ella).
Si la boquilla está demasiado baja, no hay suficiente espacio entre la punta de la boquilla y la superficie de la placa de construcción. Esto hace que la placa de construcción bloquee la boquilla y, por lo tanto, el filamento no podrá fluir suavemente.
Notarás este problema cuando el filamento no se extruye sobre la primera o incluso la segunda capa, pero a partir de la tercera o cuarta capa, la extrusión debería ser normal. Si su extrusor deja de depositar filamento en las capas sucesivas, casi definitivamente no se debe a esto.
La solución a este problema es calibrar tu impresora 3D (Bed Levelling) para que el espacio entre la boquilla y la superficie de impresión sea suficiente (entre 0,1 mm y 0,2 mm para boquilla de 0,4 mm) para garantizar una extrusión normal del filamento. Como regla general, debe poder colocar un trozo de papel entre la boquilla y la placa de construcción.
Temperatura de impresión incorrecta
Cuando se utiliza plástico PLA, la temperatura de extrusión óptima puede oscilar entre 180 °C y 220 °C. Si intenta imprimir a una temperatura demasiado baja, lo más probable es que no se produzca ninguna extrusión, y la impresión a temperaturas innecesariamente altas puede, contrariamente a la intuición, ser incluso peor.
De hecho, si está tratando de imprimir a una temperatura que es demasiado alta para un material determinado, su filamento puede simplemente vitrificarse en la extrusora y, por lo tanto, obstruirlo.
En pocas palabras, aconsejo comprobar siempre la temperatura óptima recomendada por el fabricante del filamento. Por lo general, se pueden encontrar en algún lugar del empaque o incluso en el carrete mismo.
En caso de que no lo encuentre allí, siempre puede buscar en Google la marca y rezar para que alguien encuentre la temperatura ideal. No encontrar fácilmente este parámetro simple también es una indicación de que su filamento es, para decirlo cortésmente, subóptimo.
Filamento de mala calidad
Como mencionamos anteriormente, las malas prácticas de fábrica pueden resultar en una alta probabilidad de que surjan problemas durante una impresión. Significa que los filamentos con un diámetro mayor o con un ancho inconsistente e imperfecto a lo largo del carrete pueden causar problemas durante el proceso de impresión.
Un filamento de mala calidad y los contaminantes involuntarios que acechan dentro del material pueden acumularse y obstruirse directamente dentro de la boquilla a intervalos aleatorios.
Los principales determinantes de la calidad de un filamento son las materias primas utilizadas para fabricar el filamento, la tecnología de la línea de producción y los procesos de control que implementa el fabricante. Es bastante importante utilizar un material de calidad probada de una marca confiable. Siempre revise las reseñas y opiniones antes de comprar una nueva marca.
Sin embargo, si desea una bobina de PLA asequible y de alta calidad, obtenga esta de Amazon, ya que funciona muy bien.
Polvo o suciedad en la habitación
Si su impresora se coloca en una habitación que no se limpia adecuadamente, el polvo y la suciedad pueden interferir con el funcionamiento de la máquina. Si el polvo entra de alguna manera en la extrusora, se carbonizará. Con el paso del tiempo, se acumulará más suciedad dentro de la boquilla. Impedirá el flujo correcto del material y dará lugar a impresiones de mala calidad. Eventualmente, puede incluso obstruir la extrusora.
Controlador del motor del extrusor sobrecalentado
Cuando el controlador del motor de la extrusora se sobrecalienta, puede omitir algunos pasos aleatorios que también pueden conducir a una boquilla obstruida. El primer signo de sobrecalentamiento es el comportamiento errático del motor paso a paso. Por lo general, esto se puede reconocer por los sonidos del motor paso a paso que pierde energía repentinamente.
Incluso puede resultar en un apagado térmico. Si este es el caso, el motor del extrusor no se moverá en absoluto.
Si esto le sucede a su impresora, definitivamente debe apagar la máquina y permitir que los componentes electrónicos se enfríen antes de intentar imprimir nuevamente. Para evitar que esto vuelva a suceder, recomiendo enfriar la placa de la impresora con el ventilador siempre encendido.
Esto también podría deberse a un componente defectuoso, en cuyo caso no le recomendaría que busque soluciones a menos que realmente sepa lo que está haciendo.
Reparar una extrusora obstruida
El hecho de que el filamento calentado pueda pasar sin problemas a través de un orificio de 0,4 mm y solo falle en raras ocasiones todavía me sorprende. Independientemente de mi propensión a asombrarme, ¡veamos cómo podemos arreglar una boquilla obstruida cuando nuestra máquina lo requiera!
Hay varias formas de arreglar una boquilla obstruida. Algunos solucionarán el problema temporalmente, mientras que otros deberían servir como una solución más definitiva. ¡Repasemos cada uno de ellos!
Empuje manualmente el filamento en el extrusor

La forma más fácil de reparar una boquilla obstruida es empujar manualmente el filamento hacia el extrusor. Antes de hacerlo, asegúrese de que el extremo caliente esté completamente caliente. Aprieta el brazo del extrusor para comprimir el resorte, empuja el filamento (no muy fuerte) y verifica que salga por la boquilla.
Esta solución puede solucionar su problema, pero no garantizará que todos los residuos salgan de la boquilla. Todavía podrías tener algunos residuos dentro de la boquilla que pueden provocar un flujo desigual de filamento, así que vigila la calidad de las primeras capas después de hacer esto.
Desatascar con una cuerda de guitarra o un hilo de acupuntura
Para solucionar el extrusor obstruido sin desmontar el hot-end puedes probar a limpiar la boquilla con una aguja de acero inoxidable, un alambre fino, o incluso con una cuerda de guitarra.
El procedimiento a seguir es bastante simple:
- Paso 1:Caliente el hotend a la temperatura de extrusión del material que causó la obstrucción.
- Paso 2:inserte la aguja, el alambre o el hilo a través de la boquilla entre 10 mm y 30 mm de profundidad (algunas veces).
- Paso 3:Si no se obtiene un flujo continuo, repita todo el proceso nuevamente.
Método atómico / extracción en frío
Si el método de la aguja no funcionó, pruebe el tirón en frío. Para este método necesitarás un filamento con buena resistencia térmica como ABS o filamento de Nylon.
- Paso 1:Caliente la boquilla a 220 °C (si acaba de imprimir con PLA).
- Paso 2:inserte una pieza de ABS blanco o de color claro, nailon o cualquier filamento fuerte con buena resistencia térmica.
- Paso 3:empújelo manualmente lo más fuerte posible.
- Paso 4:Observa si el filamento fluye por la boquilla (si la obstrucción es total, es posible que no salga nada).
- Paso 5:Deje que la impresora se enfríe a unos 90 °C para PLA y 160 °C para ABS. Mantenga la presión durante el enfriamiento.
- Paso 6:cuando la impresora alcance la temperatura más baja mencionada en el paso 5, retire el filamento rápida y con fuerza del hotend e inspeccione la parte semifundida del filamento. Esto debe tener un poco de suciedad (puntos negros). Esos puntos negros estaban causando el bloqueo.
- Paso 7:Corta la parte sucia del filamento y repite desde el paso 2 hasta que el filamento salga limpio.

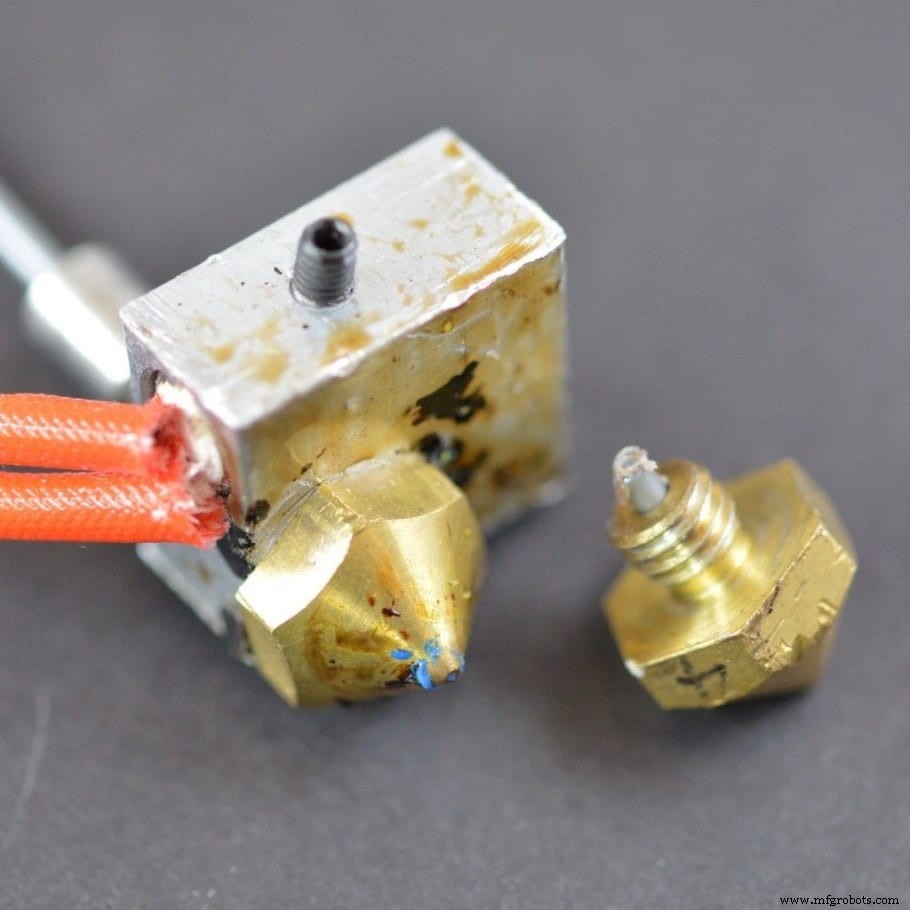
Limpieza profunda
Este método consiste en desmontar la boquilla a la temperatura más alta que puede alcanzar nuestra extrusora. Caliente la boquilla con un soplete, una pistola de aire caliente o incluso con la estufa de la casa. Elimine todo el plástico dentro y fuera de la boquilla.
Para verificar si la limpieza realmente funcionó, apunte la boquilla hacia una fuente de luz e intente mirar a través del orificio. Si ve un círculo de luz agradable y redondo, significa que ha limpiado su boquilla. Para limpiar aún más la boquilla, puede sumergirla en acetona (para ABS) o soda cáustica (PLA) y dejarla reposar durante una noche.
Cómo evitar que esto vuelva a suceder
A estas alturas, debería ser el orgulloso propietario de una impresora que extruye el filamento de manera uniforme durante todo el trabajo. Ahora que el evento es reciente y aún recuerda cuánto odiaba solucionar este problema, puede estar dispuesto a leer sobre las cosas que puede hacer para reducir la probabilidad de volver a hacer esto en un futuro cercano.
Estos son algunos consejos para evitar que la impresora deje de extruir repentinamente durante una impresión:
Reducir la velocidad de impresión
Cuando se trabaja con materiales flexibles y/o que requieren temperaturas más altas (como el nailon), es importante respetar el límite de velocidad impuesto en la ficha técnica de la impresora 3D.
Lo que determinará la velocidad de impresión en las impresoras 3D FFF/FDM son las propiedades del material que se utiliza, así como la calidad de los componentes de su impresora 3D.
Para filamentos flexibles en máquinas Bowden, no se recomienda ir más rápido de 20 mm/seg. Para máquinas con accionamiento directo, la velocidad recomendada es de 40 mm/seg para filamentos flexibles de dureza media y alta y de 25 mm/seg para filamentos flexibles de baja dureza.
Utiliza siempre filamento de buena calidad
Como se mencionó líneas arriba, el filamento que usa puede ser el mayor enemigo cuando se trata de la salud general de su hotend. El material no regular puede atrapar el filamento dentro del tracto hasta el final de la carrera del hotend. Además, un filamento sucio puede hacer que pequeños restos de polvo formen una pared de sedimentos dentro de la cavidad de la boquilla o en la garganta del hotend.
Para prevenir este problema, podemos crear un pequeño filtro de impurezas. Simplemente envuelva un trozo limpio de esponja unido a una abrazadera de plástico alrededor del filamento para que la suciedad se limpie allí antes de entrar en la ruta del hotend.
Ventilador Hotend
El ventilador del hotend es fundamental para que el filamento se mantenga a una temperatura estable antes de ser calentado por el bloque calefactor. Si pierde eficiencia, el filamento se calentará antes de tiempo, expandiéndose dentro del cuerpo del hotend y provocando una obstrucción. Por lo tanto, siempre debe mantener el ventilador limpio y en excelentes condiciones.
Tubo de PTFE
El tubo de teflón tiene una vida útil limitada por la temperatura y su uso. El tubo de impresora 3D estándar no puede soportar temperaturas superiores a 240 °C. Uno de los primeros signos de un tubo de PTFE defectuoso es la subextrusión o los ruidos del filamento dentro de la extrusora. Cuando esto suceda, reemplace el tubo de PTFE para evitar obstruir la boquilla.
Una solución aún mejor sería comprar el tubo azul de Capricornio, ya que puede soportar temperaturas más altas.
Conclusión
Un extrusor atascado suele ser un gran quebradero de cabeza para muchos usuarios y más cuando necesitamos imprimir algo lo antes posible. Es importante garantizar un flujo suave y continuo del filamento hacia la extrusora. Esto, además de alargar la vida útil del extrusor, también conducirá a una mejor calidad de impresión en general.
Todas las soluciones y correcciones detalladas no son difíciles ni costosas. ¡Solo necesitas un poco de paciencia y resiliencia para disfrutar de estas increíbles máquinas!
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y cuidadosamente seleccionados. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- Cómo:Cambiar la punta de la impresora 3D en su Stratasys
- Ender 3:¡Cómo limpiar la boquilla (Desatascarla)!
- Ender 3 flacidez del eje X; ¡Cómo resolverlo!
- Impresión 3D Jerk o Ghosting:cómo solucionarlo
- ¿Cuánto dura 1 kg de filamento de impresora 3D?
- Boquilla de impresora 3D con fugas:¡cómo solucionarlo!
- La impresora 3D no alimenta el filamento:¡cómo solucionarlo!
- Cómo prevenir y reparar el filamento 3D que se adhiere a la boquilla
- Cómo desenredar el carrete de filamento de una impresora 3D
- Cómo solucionar las imágenes fantasma de impresión 3D
- Retracción:cómo funciona en la impresión 3D