


Fabricación de compuestos digitales basada en soluciones

La naturaleza construye estructuras que son increíblemente fuertes, versátiles y adaptables, que crecen y funcionan en respuesta a su entorno:piense en árboles, huesos y quitina. Este último forma tanto las cáscaras duras como articulaciones flexibles de crustáceos. Las construcciones de la naturaleza producen poco o ningún desperdicio, requieren muy poca energía y se reciclan al final de su vida funcional. Por el contrario, las construcciones hechas por el hombre suelen ser prescriptivas, consumen grandes cantidades de energía, generan desechos tóxicos y, en su mayoría, no se reciclan. Según los datos de 2018 de la Agencia de Protección Ambiental de EE. UU., El porcentaje de materiales reciclados es solo del 9% para los plásticos (sin cambios desde 2010), del 25% para el vidrio y del 33% para los metales (ambos por debajo de 2010). Aunque el diseño y la fabricación digitales están avanzando rápidamente y permiten la producción de estructuras y componentes sofisticados y multifuncionales, estas tecnologías aún no han hecho los mismos avances en sostenibilidad.
Esta fue la inspiración y el objetivo del proyecto de Fabricación digital basada en agua desarrollado por Mediated Matter Group en el Media Lab del Instituto de Tecnología de Massachusetts (MIT, Cambridge, Mass., EE. UU.), A partir de 2013. Esta iniciativa desarrolló una novedosa fabricación digital tecnología que combina los materiales naturales más abundantes de la Tierra con un sistema de extrusión multicámara controlado robóticamente que deposita concentraciones variables de soluciones biocompuestas (la primera fue quitina de conchas de crustáceos y ácido acético) para crear estructuras con propiedades anisotrópicas. Los gradientes en propiedades mecánicas, químicas y ópticas se producen en escalas de longitud de milímetros a metros, logrando no solo geometrías únicas y multifuncionalidad, sino también el potencial de autoensamblaje estructural. Por ejemplo, las deposiciones húmedas pueden diseñarse para formar formas (por ejemplo, cilindros) a medida que se secan, en respuesta a las tensiones de evaporación direccional dentro de los compuestos multicapa.
Esta fabricación digital basada en soluciones se concibió como un puente entre los entornos biológicos y construidos, con aplicaciones potenciales en paneles arquitectónicos sostenibles, embalajes reciclables y bienes de consumo o piezas de automóvil biodegradables livianas. El MIT finalmente exploró compuestos utilizando microfibras de celulosa, pectina, algas y nanoplaquetas cerámicas. Pero, ¿qué pasaría si pudiera combinar esta deposición digital a base de agua con las tecnologías de extrusión de aditivos reforzados con fibras cortas y continuas que avanzan rápidamente en los compuestos impresos en 3D de la actualidad?
¿Por qué utilizar una solución de quitosano?
Los experimentos iniciales en el proyecto de fabricación digital a base de agua utilizaron quitosano, derivado de la quitina. El segundo polímero natural más abundante en la tierra después de la celulosa, la quitina tiene una estructura química similar a la celulosa y comprende no solo las cáscaras de alto módulo y alta tenacidad de los crustáceos e insectos, sino también el tejido fuerte pero flexible que se encuentra en sus articulaciones. Los materiales naturales, especialmente los polímeros y polisacáridos como la quitina y la celulosa, proporcionan un vasto recurso renovable producido a tasas mucho más altas que los polímeros sintéticos artificiales, explica Laia Mogas-Soldevila, una de las investigadoras clave del MIT en este proyecto. Afirma que los derivados de polisacáridos podrían reemplazar los polímeros petroquímicos existentes, proporcionando nuevas combinaciones de propiedades y permitiendo una fabricación más sostenible.
Mogas-Soldevila ofrece una excelente descripción general del desarrollo de la tecnología del MIT en su tesis de 2015, "Diseño y fabricación digital a base de agua:exploraciones de materiales, productos y arquitectura en la impresión de quitosano y sus compuestos". Explica que la idea de utilizar la fabricación digital basada en soluciones surgió del estudio de métodos de biofabricación basados en inyectores y inyección de tinta para producir materiales blandos como andamios para el crecimiento de tejidos.
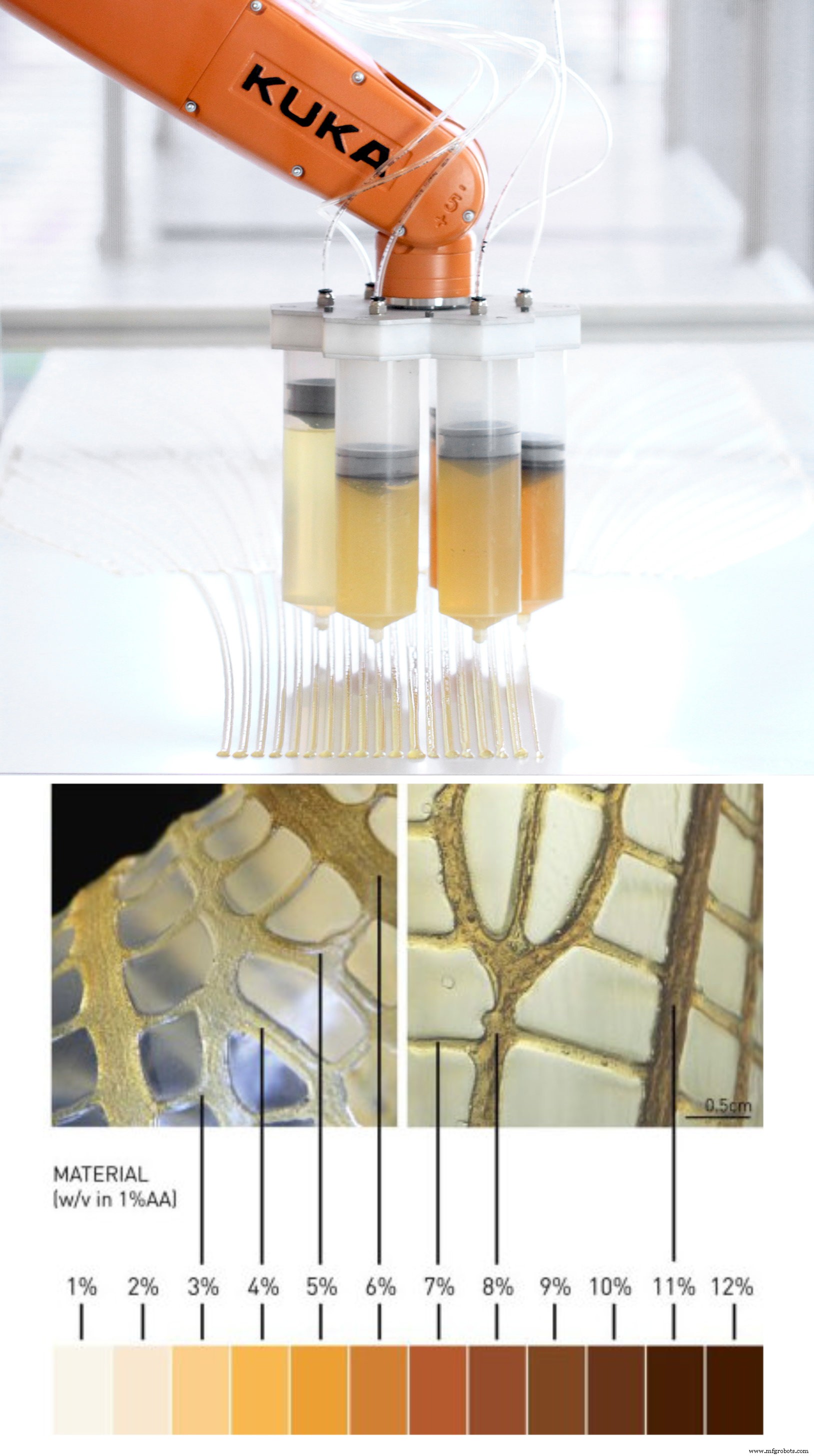
Se decidió probar la deposición 3D basada en boquillas usando polvo de quitosano procesado en un gel a concentraciones de peso a volumen (p / v) de 1-12% usando ácido acético al 4% p / v en solución acuosa. Estos hidrogeles iban desde un líquido traslúcido con viscosidad como miel acuosa al 3% de concentración, hasta un material opaco con la consistencia del caucho natural al 12% de concentración (Fig. 1). Resultados iniciales de depositados y secos Las películas de quitosano mostraron una resistencia máxima a la tracción de 40 megapascales, que Mogas-Soldevila describió como comparable al polímero de nailon o la madera en la dirección de la fibra. Las estructuras se fabricaron y curaron a temperatura ambiente.
Novedosa plataforma de fabricación digital
La plataforma robótica de fabricación aditiva personalizada que diseñó el MIT para depositar los geles de quitosano combinó un brazo robótico de seis ejes Agilus KR1100 de KUKA (Augsburg, Alemania) (una plataforma de 54 kilogramos con una carga útil de 10 kilogramos y una repetibilidad / precisión de ± 0,03 milímetros) con un efector final basado en extrusión. El efector final novedoso contenía seis barriles para los hidrogeles de quitosano conectados a un sistema de presión de aire controlado por computadora que incluía presión de aire positiva (tanque de aire comprimido) y negativa (bomba de vacío) con un regulador digital de PSI y dos motores paso a paso para controlar la extrusión.
Este efector final pesaba 4 kilogramos, incluidas las jeringas cargadas y el material de depósito. Los caudales típicos variaron de 8 a 4.000 milímetros cúbicos por segundo utilizando boquillas con un diámetro interior de 0,5 a 8 milímetros. El movimiento lineal del sistema varió de 10 a 50 milímetros por segundo. El área de deposición tenía 1000 milímetros de largo por 500 milímetros de ancho, sin embargo, las limitaciones de longitud se eliminaron posteriormente mediante una plataforma de impresión deslizante.
Los motores paso a paso, el sistema neumático y el brazo robótico se controlaron digitalmente para coordinar las relaciones de alimentación / velocidad, permitir relaciones de mezcla variables y velocidades de extrusión y ajustar la presión y la velocidad de deposición sobre la marcha en función de las geometrías de extrusión deseadas y las propiedades del material. El movimiento robótico y la extrusión no estaban vinculados explícitamente, es decir, ambas funciones eran independientes entre sí, lo que permitía el control independiente de cada jeringa accionada por motor, así como el desplazamiento del efector final del brazo robótico. El sistema produjo con éxito formas 3D a gran escala sin moldes y logró una amplia gama de formas geométricas con diferentes propiedades estructurales.
Diseño digital hasta la deposición
Las pruebas iniciales de fabricación se basaron en estructuras biológicas como hojas y alas de libélula. Una estructura longitudinal principal proporcionó una forma global, hecha con depósitos de diámetro más grueso y concentraciones de material más altas para la rigidez. A continuación, se formaron estructuras secundarias mediante redes depositadas de materiales de menor diámetro y menor concentración. El sistema de fabricación utilizó varias técnicas para construir estas estructuras:aplicando diferentes soluciones de concentración a lo largo de ciertos caminos, controlando digitalmente la presión durante la deposición para controlar el ancho y alto del material y la repetición de capas. Estas estrategias se codificaron en las instrucciones de posición, velocidad, presión e material que se enviaron en tiempo real al robot KUKA (posicionamiento) y al efector final de extrusión (deposición).
Para empezar, las estructuras se modelaron en un programa CAD y luego el software de corte personalizado las convirtió en capas impresas. El sistema de control digital probó y optimizó las rutas de deposición. Las rutas de herramientas geométricas que proporcionan control y funcionamiento del sistema de extrusión se diseñaron con el software de modelado Rhino3D (Robert McNeel and Associates, EE. UU.) Y su complemento de scripting Grasshopper.
A continuación, el sistema codificó una serie de parámetros independientes asociados con el diseño digital, así como las propiedades mecánicas y químicas básicas del material. También moderó las restricciones dependientes de la plataforma dadas por el sistema de fabricación, como viscosidades, tasas de corte, tipos de barriles, tiempos de respuesta del hardware y / o tamaño de la envolvente. Luego, todos estos parámetros se combinaron con específicos del diseño variaciones como el tipo de boquilla, la composición del material y los mapas de presión dependientes del tiempo. Luego, los cálculos resultantes generan los caudales necesarios, los patrones de llenado del barril y las velocidades de posicionamiento. Finalmente, se generaron instrucciones de fabricación personalizadas, codificando los comandos de movimiento y extrusión para los sistemas de posicionamiento y deposición, respectivamente.

Exploración de estructuras novedosas
Los ensayos de fabricación descritos por Mogas-Soldevila incluyen una estructura de 50 centímetros de largo inspirada en alas de libélula. Sus “venas” estructurales estaban hechas de gel de quitosano espesado con polvo de alginato de sodio natural, sobre el cual se superpuso una membrana transparente resistente a la tensión de gel de quitosano al 3%. Debido a las características de autorreparación de los materiales, la membrana se adhirió a las venas durante la deposición. Este concepto se exploró más a fondo en una variedad de estructuras en forma de hojas de hasta 3 metros de largo. En otro ejemplo, se depositó una rejilla de 5 x 15 milímetros plana usando una solución de microfibra de celulosa en gel de quitosano al 2%. Al secarse, formó un cilindro de 50 centímetros de largo, utilizando la capacidad de diseñar tensiones de evaporación internas como se discutió anteriormente.
Esta tecnología fue iniciada por Jorge Duro-Royo, arquitecto e ingeniero e investigador principal del MIT Mediated Matter Group bajo la dirección del Prof. Neri Oxman, y se desarrolló en los proyectos de Aguahoja donde se crearon y moldearon estructuras similares a piel ("hojas") con soluciones a base de agua ("agua"). Aquahoja I incluyó un pabellón arquitectónico de 5 metros de altura (Fig.2) y una biblioteca de experimentos materiales que fueron exhibidos en 2018 y luego adquiridos por el Museo de Arte Moderno de San Francisco (SFMOMA, California, EE. UU.) Para su colección permanente. . Aguahoja II fue parte de una exhibición de 2019 coorganizada por el Cube Design Museum (Kerkrade, Países Bajos) y el Cooper Hewitt, Smithsonian Design Museum (Nueva York, N.Y., EE. UU.).
La plataforma de fabricación robótica en los proyectos de Aguahoja evolucionó para incluir sistemas robóticos y de pórtico. El pabellón constaba de 95 segmentos individuales impresos en 3D. El lomo blanco se imprimió usando un sistema de modelado por deposición fundida (FDM) F900 listo para usar y termoplástico de acrilonitrilo estireno acrilato (ASA). Los múltiples paneles de biocompuestos se diseñaron con diversos grados de rigidez, flexibilidad y opacidad para crear regiones que sirven como estructura, ventana y filtro ambiental. Algunos de los materiales en Aguahoja I cambian en respuesta a la humedad y el calor, otros se oscurecen o aclaran a medida que cambian las estaciones. Los materiales van desde quebradizos y transparentes hasta flexibles y parecidos al cuero, pero todos pueden programarse para degradarse en el agua (por ejemplo, lluvia), restaurando así los componentes básicos del ecosistema natural.
Desde entonces, Mogas-Soldevila completó un doctorado en The Silklab dentro de Tufts Biomedical Engineering (Medford, Mass., EE. UU.), Y estudió cómo usar la seda y otras fibras y materiales naturales, incluidos aquellos con los que trabajó en el MIT. Ahora es profesora asistente de Arquitectura en la Escuela de Diseño Stuart Weitzman de la Universidad de Pensilvania, donde enseña e investiga el diseño impulsado por materiales en la intersección de la sostenibilidad y las ciencias de la vida de vanguardia. Algunos de sus trabajos recientes se pueden encontrar en dumolab.com. “Estos son materiales que provienen de la naturaleza y son fácilmente funcionalizables:podemos mezclarlos, doparlos y transformarlos. De hecho, podemos ajustarlos a capacidades de fabricación específicas. Estamos mirando lo que viene mañana ".

Material compuesto
- Introducción a la fabricación de metales
- Uso del voltímetro
- ¿Por qué digital?
- Propiedades de compuestos termoestables en HVAC
- Herramientas de alta calidad para compuestos termoendurecibles
- Razones para utilizar composites termoendurecibles en su producto
- Beneficios de usar compuestos termoendurecibles
- Compuestos de fibra de carbono en un rollo en Auto Wheels
- RS Electric Boats selecciona a Norco para la fabricación de materiales compuestos
- Compuestos de alto rendimiento en Israel
- ¿Qué es una fuerza laboral digital?