


20 defectos comunes de fundición:causas, síntomas y remedios probados
La fundición de metales es un proceso de fabricación fundamental en el que el metal fundido se vierte en un molde de arena o metal para formar una pieza. Aunque se usa ampliamente por su versatilidad y rentabilidad, el proceso es inherentemente propenso a una variedad de imperfecciones (conocidas como defectos de fundición) que pueden comprometer la calidad del producto, aumentar las tasas de desperdicio e inflar los costos de producción.
¿Qué son los defectos de fundición?
En la fundición, la aleación fundida debe llenar una cavidad bajo presión, solidificarse y luego retirarse. Cualquier interrupción, contaminación o control inadecuado durante estas etapas puede crear defectos que comprometan el rendimiento mecánico y la apariencia de la pieza.
Comprender las causas fundamentales de estos defectos permite a los fabricantes implementar acciones correctivas específicas (antes, durante o después de la fundición), mejorando así el rendimiento y reduciendo el retrabajo.
20 defectos principales de fundición:causas y soluciones
-
No coincide (Mayús)
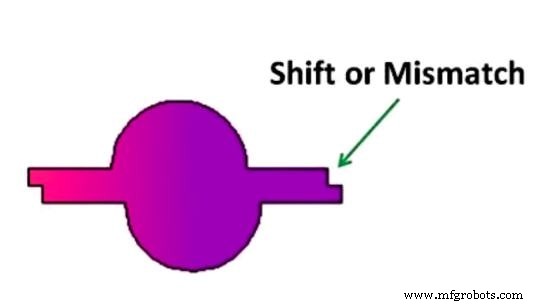
- Causas: Desalineación de la cubierta y el arrastre (mitades del molde superior e inferior), pasadores de caja flojos, colocación incorrecta de la clavija o un núcleo mal colocado.
- Remedios: Verifique la alineación de la placa coincidente, utilice cajas de moldeo y pasadores de cierre adecuados e inspeccione la alineación del matraz antes de cada ejecución.
-
Oleaje
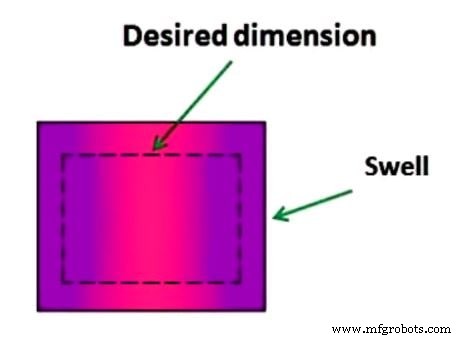
- Causas: Presión de apisonamiento excesiva, arena de baja resistencia o paredes de molde débiles que se doblan bajo la presión del metal.
- Remedios: Utilice una mezcla de arena fuerte y adecuadamente apisonada y asegúrese de que las paredes del molde sean lo suficientemente gruesas para resistir la deformación.
-
Poros
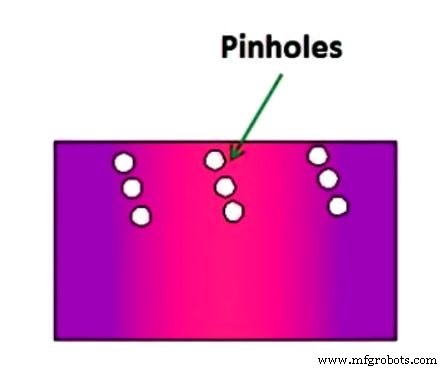
- Causas: Mala ventilación de pequeñas bolsas en la superficie superior de la pieza, lo que permite que el gas atrapado forme pequeñas perforaciones.
- Remedios: Incorpore ventilación adecuada, utilice arena de alta permeabilidad e inspeccione la pieza visualmente o mediante pruebas no destructivas para detectar cúmulos.
-
Agujeros de soplado
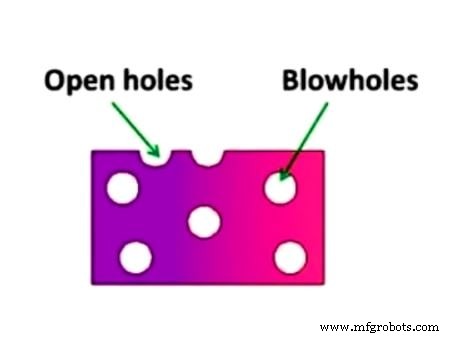
- Causas: Arena húmeda o de baja permeabilidad, ventilación insuficiente y atrapamiento de gases durante la solidificación.
- Remedios: Mantenga controlada la humedad de la arena, utilice arena de alta permeabilidad e instale una ventilación adecuada. Detectar mediante rayos X o inspección ultrasónica.
-
Agujeros abiertos (porosidad del gas)
- Causas: Ventilación insuficiente del molde o núcleo, humedad excesiva en la arena y mala permeabilidad al gas.
- Remedios: Mejore la ventilación, seque el molde y el núcleo antes de usarlos, use un agente fundente y mejore la permeabilidad de la arena.
-
Corte y Lavados
- Causas: Flujo de alta velocidad que erosiona la arena, resistencia débil de la arena y exceso de metal en ciertas áreas.
- Remedios: Optimice el diseño de las compuertas, fortalezca el núcleo y la lije, y agregue aglutinante al revestimiento.
-
Fusión (Corteza Vítrea)
- Causas: Arena sin refractariedad, sobrecalentamiento del metal fundido y mezcla de granos.
- Remedios: Utilice una mezcla de arena refractaria, reduzca la temperatura de vertido y asegúrese de que el metal esté libre de granos de arena.
-
Gotas
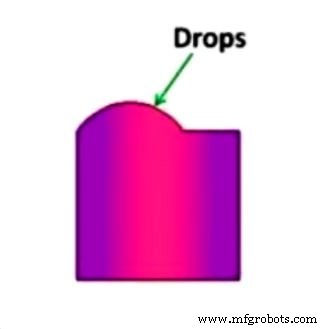
- Causas: Arena débil, mala fluidez y embestida suave.
- Remedios: Utilice arena de alta resistencia, apisonamiento duro adecuado y limpie el metal fundido con fundente.
-
Penetración de metales
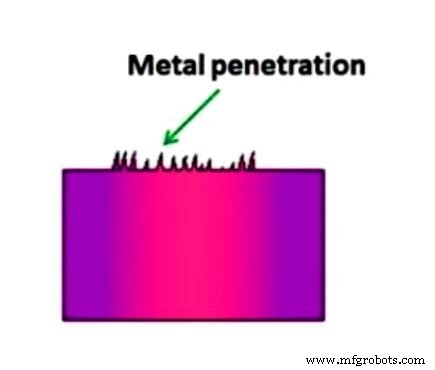
- Causas: Arena de grano grueso con alta permeabilidad, apisonamiento suave y sin lavado de molde.
- Remedios: Utilice arena de grano fino y de baja permeabilidad, apisonar con fuerza y aplicar una barrera contra el lavado de moldes.
-
Cavidad de contracción
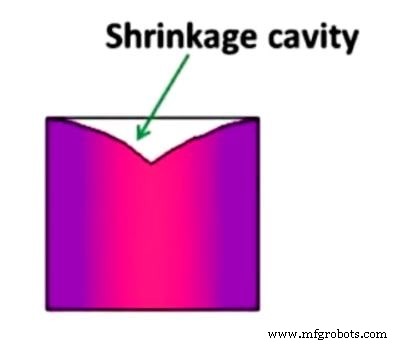
- Causas: Solidificación incontrolada y alta temperatura de vertido.
- Remedios: Aplique solidificación direccional, use escalofríos y mantenga la temperatura de vertido adecuada.
-
Agotamiento
- Causas: Molde defectuoso, matraz incorrecto o diseño de molde deficiente.
- Remedios: Reemplace los moldes defectuosos, perfeccione el diseño del matraz y garantice una entrada precisa.
-
Inclusión de escoria

- Causas: Partículas de escoria en la masa fundida, entrada incorrecta y formación de intermetálicos durante la solidificación.
- Remedios: Limpie el troquel con regularidad, diseñe un sistema de compuerta eficaz y utilice una aleación limpia y completamente disuelta.
-
Punto caliente o difícil
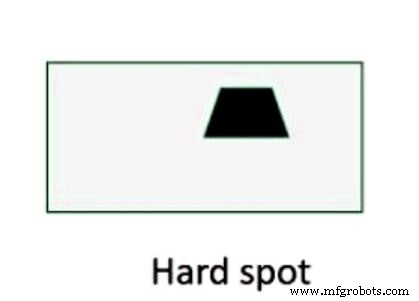
- Causas: Enfriamiento local rápido y gradientes térmicos diferenciales.
- Remedios: Implemente un enfriamiento uniforme, ajuste la composición de la aleación y utilice un tratamiento térmico controlado.
-
Rotura o grieta caliente
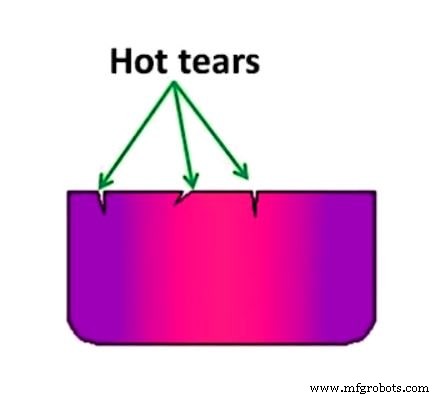
- Causas: Contracción térmica, tensión de tracción residual y colocación inadecuada de la puerta.
- Remedios: Utilice prácticas de solidificación estandarizadas, asegúrese de que la ubicación de la puerta sea óptima y mantenga un espesor uniforme.
-
Cierre en frío
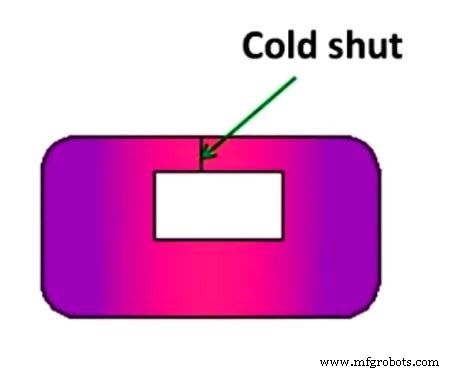
- Causas: Las corrientes de metal a baja temperatura se encuentran sin fusión, con mala compuerta y baja fluidez de la masa fundida.
- Remedios: Optimice la entrada, aumente la temperatura de fusión y mejore la permeabilidad de la arena.
-
Suciedad
- Causas: Mantenimiento inadecuado, lavado de arena y partículas de escoria en la masa fundida.
- Remedios: Mantenga el equipo limpio, utilice fundente adecuado y garantice un entorno de trabajo libre de polvo.
-
Errores
- Causas: Baja fluidez de la masa fundida y diseño inadecuado de molde/compuerta.
- Remedios: Mejore la fluidez de la masa fundida, rediseñe el molde y las compuertas y mantenga la temperatura de vertido adecuada.
-
Panal de abeja o esponjosidad
- Causas: Impurezas congeladas, desnatado inadecuado y restos de masa fundida.
- Remedios: Quite bien la escoria, filtre las impurezas y garantice un funcionamiento limpio de la cuchara.
-
Aletas y quemaduras (Flash)
- Causas: Conjunto incorrecto de molde/núcleo, peso insuficiente del molde y sujeción deficiente.
- Remedios: Asegúrese de que el ensamblaje sea preciso, aplique el peso adecuado y sujete firmemente.
-
Deformación
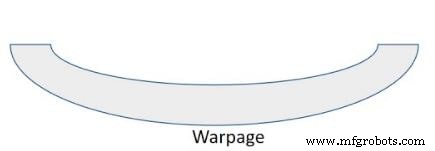
- Causas: Tasas de solidificación diferenciales que crean tensiones internas.
- Remedios: Utilice un tratamiento térmico para aliviar las tensiones residuales y diseñe piezas fundidas para minimizar las secciones planas grandes.
Recursos adicionales
Explore más sobre fundición y temas relacionados con la fabricación:
- 12 tipos de defectos de forja y sus causas [cómo prevenirlos]
- 16 tipos comunes de defectos de soldadura [causas, soluciones] PDF
- ¿Qué son los laminadores? Partes, funcionamiento y tipos de laminadores
Descargar el PDF
Descargar PDF de este artículo
Pensamientos finales
Al identificar y abordar sistemáticamente los 20 defectos de fundición descritos anteriormente, los fabricantes pueden mejorar drásticamente la calidad del producto, reducir el desperdicio y lograr una mayor eficiencia operativa. Si tiene preguntas o desea compartir sus experiencias, deje un comentario a continuación.
Suscríbase a nuestro boletín para recibir archivos PDF gratuitos directamente en su bandeja de entrada.
Equipo industrial
- Houston Dynamic Service exhibirá en el 41.º Simposio de Turbomaquinaria, del 24 al 27 de septiembre de 2012
- ¿Qué es un redactor de servicios automotrices y qué hacen?
- ¿Qué es la lubricación por salpicadura?
- ¿Qué es la sillería?
- Los múltiples usos de las cestas de seguridad
- ¿Qué es un torno de motor?
- Cogging en metalurgia:definición, proceso y aplicaciones
- Optimice sus procesos de fabricación con tecnologías de impresión industrial avanzadas
- El torno de tipo suizo permite una programación eficiente
- Empleada del mes:Vicki Donnelly
- Fresadora compacta construida para reducir el tiempo de corte