


Tipos de impresión 3D:7 categorías principales de tecnologías de impresión 3D
Cuando la mayoría de la gente escucha “impresión 3D”, se imagina una pequeña máquina de escritorio fabricando piezas de plástico. Pero suceden muchas más cosas detrás de escena. Lo que llamamos impresión 3D es en realidad un grupo de diferentes tecnologías que construyen objetos capa por capa a partir de un diseño digital.
A diferencia de la fabricación tradicional, donde el material se extrae de un bloque sólido, las impresoras 3D solo añaden lo que se necesita.
Según la norma ISO/ASTM 52900-15, la impresión 3D se divide en siete categorías:fotopolimerización en tina, inyección de material, inyección de aglutinante, fusión de lecho de polvo, extrusión de material, deposición de energía dirigida y laminación de láminas. Cada uno de ellos utiliza un enfoque diferente y cada uno tiene sus propios puntos fuertes dependiendo de los materiales con los que esté trabajando, su presupuesto y la complejidad de su pieza.
Algunos de los métodos de impresión 3D más avanzados de la actualidad se remontan a la década de 1980. La estereolitografía (SLA) se patentó en 1986 y, desde entonces, hemos visto grandes avances, como FDM, SLS y MJF, cada uno diseñado para diferentes objetivos:velocidad, detalle, variedad de materiales o rentabilidad.
Ahora puede encontrar máquinas de escritorio por menos de 200 dólares y sistemas de calidad industrial que cuestan más de 1 millón de dólares. Desde PLA y ABS hasta polvos metálicos, cerámica y resinas de fotopolímeros, la industria de la impresión 3D se ha convertido en una herramienta importante tanto para los aficionados como para los ingenieros de fabricación.
En este artículo, desglosaremos cada tipo importante de impresión 3D, exploraremos cómo funcionan y le ayudaremos a determinar cuál es la que mejor se adapta a sus necesidades, ya sea que recién esté comenzando o ampliando la producción.
Extrusión de materiales
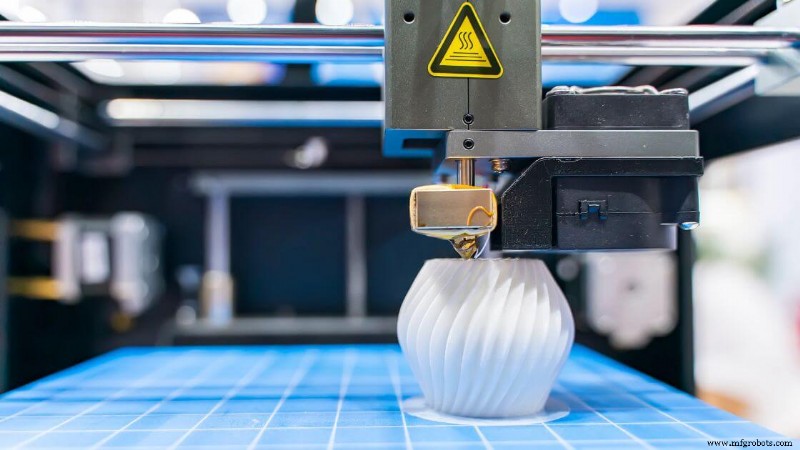 La extrusión de material se refiere a un grupo de procesos de impresión 3D en los que el material de construcción se empuja a través de una boquilla y se deposita capa por capa para formar una pieza tridimensional.
La extrusión de material se refiere a un grupo de procesos de impresión 3D en los que el material de construcción se empuja a través de una boquilla y se deposita capa por capa para formar una pieza tridimensional.
El material, normalmente un termoplástico, se calienta hasta quedar semilíquido y luego se extruye siguiendo un proceso controlado guiado por un archivo de diseño asistido por computadora. Cada capa se fusiona con la anterior a medida que se enfría, formando una estructura sólida.
Este es uno de los tipos de métodos de impresión 3D más comunes y accesibles. A menudo se ve en impresoras 3D de escritorio que utilizan filamento en bobina, pero la categoría también incluye máquinas de alta capacidad que extruyen pellets, hormigón o pastas.
Ya sea que esté produciendo componentes pequeños o prototipos a gran escala, la extrusión de materiales ofrece una flexibilidad significativa en el diseño y el volumen de construcción.
La gama de materiales de impresión 3D compatibles es amplia. Los termoplásticos estándar como PLA, ABS y PETG son comunes, mientras que las configuraciones más avanzadas pueden manejar compuestos de fibra de carbono, polímeros resistentes a la temperatura o filamentos rellenos de metal.
Algunas máquinas se utilizan incluso en la construcción o en el modelado de alimentos.
La precisión dimensional suele ser de alrededor de ±0,5 mm, aunque esto varía según el equipo, el material y los controles ambientales. Los objetos con salientes a menudo requieren estructuras de soporte para evitar el colapso durante la impresión. Es posible que sea necesario un posprocesamiento para mejorar el acabado de la superficie y eliminar los soportes.
La extrusión de materiales sigue siendo una opción líder para la creación de prototipos debido a su rentabilidad, especialmente en comparación con tecnologías más complejas como la sinterización selectiva por láser o la estereolitografía. También sirve como base para el modelado de deposición fundida, una implementación ampliamente utilizada de esta categoría.
Modelado por deposición fundida (FDM) o fabricación de filamentos fundidos (FFF)
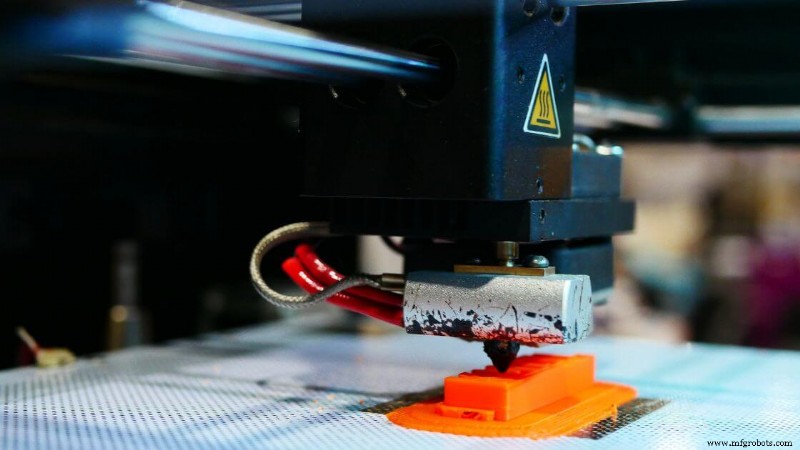
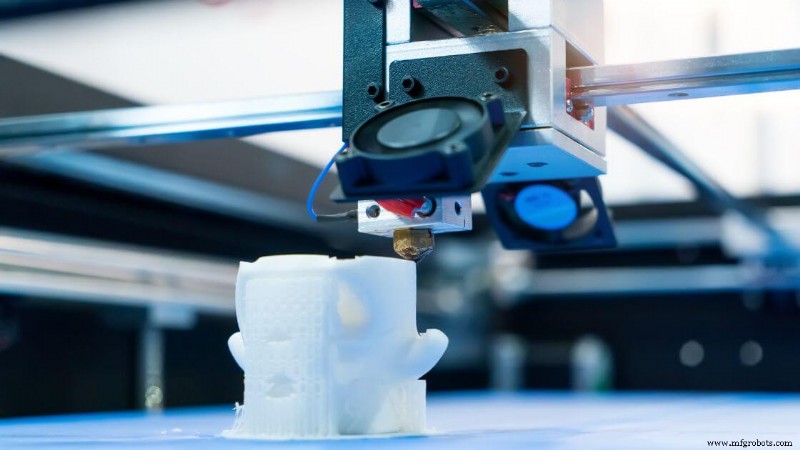
El modelado por deposición fundida, también conocido como fabricación de filamentos fundidos, es un tipo de extrusión de material en el que se introduce un filamento termoplástico en un cabezal de impresión calentado. El material se funde y se extruye a través de una boquilla, formando cada capa del objeto 3D a medida que se enfría y solidifica en la placa de construcción.
Normalmente trabajarás con materiales como PLA, ABS, PETG y TPU. Las opciones más avanzadas incluyen policarbonato, ULTEM y filamentos rellenos de fibra de carbono o polvos metálicos. Estos filamentos pueden ofrecer diferentes propiedades mecánicas dependiendo de los requisitos funcionales de su pieza.
Este proceso es ideal para aplicaciones como creación rápida de prototipos, modelos educativos, pruebas de productos de consumo y ayudas de fabricación como plantillas o accesorios.
La impresión 3D FDM también es común en los flujos de trabajo de desarrollo de productos donde es necesario evaluar la geometría de la pieza o el ajuste del ensamblaje antes de la producción en masa.
La precisión típica oscila alrededor de ±0,5 mm y la resolución de la capa suele oscilar entre 50 y 300 micrones. La velocidad de impresión varía según el material y la complejidad de la pieza, pero las velocidades estándar se sitúan entre 40 y 100 mm/s.
Ventajas:
- Bajo costo:las impresoras y los filamentos de nivel básico están ampliamente disponibles a precios asequibles.
- Variedad de materiales:una amplia selección de plásticos con diversas resistencias, colores y acabados.
- Facilidad de uso:los flujos de trabajo de software simples lo hacen accesible tanto para principiantes como para profesionales.
- Escalabilidad:disponible desde máquinas de escritorio hasta sistemas de escala industrial con grandes volúmenes de construcción.
Desventajas:
- Líneas de capa visibles:las piezas suelen mostrar crestas entre capas a menos que se aplique un posprocesamiento.
- Uniones entre capas más débiles:las propiedades mecánicas pueden ser inconsistentes según la orientación de la pieza.
- Requisitos de soporte:los voladizos y puentes pueden necesitar material adicional que deberá retirarse más adelante.
- Menor precisión:en comparación con la impresión 3D de resina o la fusión en lecho de polvo, FDM puede tener problemas con los detalles finos.
Bioimpresión 3D
 La bioimpresión 3D es una forma especializada de extrusión de material que utiliza biotintas, generalmente hechas de células vivas suspendidas en hidrogeles, para crear estructuras similares a tejidos capa por capa.
La bioimpresión 3D es una forma especializada de extrusión de material que utiliza biotintas, generalmente hechas de células vivas suspendidas en hidrogeles, para crear estructuras similares a tejidos capa por capa.
A diferencia de los métodos tradicionales de impresión 3D que se basan en termoplásticos o polvos metálicos, este proceso prioriza la viabilidad celular y la compatibilidad de biomateriales.
La extrusión debe ser lo suficientemente precisa y suave para evitar dañar los componentes vivos, al mismo tiempo que se forman geometrías biológicas funcionales.
Los materiales que encontrarás en este proceso incluyen polímeros biodegradables como alginato, colágeno, gelatina y fibrina.
Estos sirven como andamio para apoyar el crecimiento y la disposición de las células. Dado que las estructuras deben imitar el tejido real, estos materiales se seleccionan por su compatibilidad, flexibilidad y capacidad para soportar la vascularización.
Las aplicaciones avanzan rápidamente. Verá la bioimpresión 3D utilizada en la investigación de dispositivos de órgano en un chip, estructuras de tejido, modelos de medicina regenerativa e incluso biofabricación de piel o cartílago en etapas iniciales. Estos no son sólo modelos conceptuales:son pasos prácticos hacia futuras soluciones implantables.
La precisión dimensional puede alcanzar entre 100 y 200 micrones o menos, según la calibración de la impresora y la viscosidad de la biotinta. Sin embargo, el rendimiento varía según factores ambientales como la humedad, el control del cabezal de impresión y la esterilidad.
La velocidad de impresión depende de la densidad celular, el tamaño de la boquilla y los caudales del hidrogel. Normalmente, las impresiones son más lentas que la extrusión de polímeros porque mantener la salud celular es más importante que la velocidad.
Ventajas:
- Potencial de la ingeniería de tejidos:ofrece un camino hacia órganos funcionales y terapias regenerativas.
- Personalización:estructuras personalizadas para pruebas de drogas o implantes específicos para cada paciente.
- Control capa por capa:permite la ubicación espacial de diferentes tipos de células.
Desventajas:
- Alta complejidad:exige un control estricto de la temperatura, la esterilidad y la consistencia de la biotinta.
- Longevidad limitada:las construcciones impresas a menudo requieren cultivo o acondicionamiento inmediato.
- Obstáculos regulatorios:el uso clínico implica pruebas exhaustivas y pasos de cumplimiento.
Impresión 3D para la construcción
La impresión 3D para la construcción es un método de fabricación aditiva a gran escala que utiliza sistemas de extrusión automatizados, normalmente brazos robóticos o boquillas montadas en pórtico para depositar materiales aptos para la construcción, como el hormigón, en formaciones en capas.
A diferencia de los métodos tradicionales, construye directamente a partir de modelos digitales utilizando tecnología de impresión 3D, lo que permite producir capa por capa paredes, estructuras o incluso edificios enteros sin moldes ni encofrados estándar.
Por lo general, verá materiales como mezclas cementosas, concreto de fraguado rápido, compuestos de geopolímeros y morteros especializados utilizados en estos sistemas.
La elección del material base debe cumplir estrictos requisitos de fluidez y curado, asegurando que cada nueva capa de la pieza se una bien con la anterior manteniendo la integridad estructural.
Este enfoque ha ganado fuerza global en proyectos que apuntan a una construcción sostenible, rápida y de bajo costo. Desde viviendas para personas de bajos ingresos hasta refugios de emergencia y arquitectura artística, la gama de aplicaciones está creciendo.
Si bien aún está surgiendo, encontrará varios ejemplos del mundo real en los que las impresoras 3D crearon casas enteras o piezas estructurales clave en solo unos días, lo que ahorra semanas en comparación con los plazos de construcción tradicionales.
La precisión suele oscilar entre ±5 mm y ±10 mm dependiendo del tamaño de la plataforma de construcción de la impresora, la precisión de la boquilla y los factores ambientales. La velocidad de impresión puede variar, pero suele ser más rápida que el trabajo manual para formas rectas o repetitivas. La resolución de las capas tiende a ser gruesa, oscilando entre 10 mm y 30 mm, pero se puede mejorar utilizando técnicas de acabado.
Ventajas:
- Reduce las necesidades de mano de obra, especialmente en tareas repetitivas
- Acelera drásticamente el tiempo de construcción para ciertas geometrías
- Minimiza el desperdicio de material durante el modelado de deposición
- Permite formas arquitectónicas nuevas y orgánicas que no son factibles con métodos tradicionales
Desventajas:
- Requiere un equipo enorme, lo que limita la movilidad y la facilidad de instalación
- Los materiales deben diseñarse con precisión para lograr flujo y curado rápido
- Los estándares de inspección y cumplimiento del código aún están evolucionando
- El acabado de la superficie y la geometría de la pieza pueden necesitar un refinamiento manual después de la impresión
Fotopolimerización en tina
La fotopolimerización en tina es un proceso de impresión 3D que utiliza luz para curar selectivamente capas de resina líquida en partes sólidas. Se empieza con una tina llena de resina de fotopolímero, generalmente de base acrílica, que reacciona a longitudes de onda de luz específicas.
Un láser, un proyector de luz digital o una pantalla LCD guían este proceso de curado con alta precisión. A medida que cada capa de fotopolímero se endurece, la plataforma de construcción se eleva o baja gradualmente para permitir que se forme la siguiente capa. Esta secuencia se repite hasta que se completa todo el objeto.
Lo que distingue a este método es su capacidad para producir detalles extremadamente finos y acabados superficiales ultrasuaves. Por eso se prefiere para aplicaciones en las que la precisión importa, como moldes dentales, joyería compleja y componentes médicos miniaturizados.
La precisión dimensional puede estar dentro de ±0,1 mm o incluso mejor en máquinas finamente ajustadas, y la geometría de la pieza permanece consistente gracias a la exposición controlada a la luz y al comportamiento del flujo de resina.
También encontrará este proceso en múltiples formatos (SLA, DLP y LCD), cada uno usando una fuente de luz ligeramente diferente pero operando bajo el mismo principio general:fotopolimerización.
Las resinas utilizadas en estas máquinas vienen en muchas formulaciones:algunas optimizadas para su dureza, otras para su flexibilidad, claridad o resistencia a la temperatura. Algunos son biocompatibles, lo que permite su uso en prototipos médicos o guías quirúrgicas.
Sin embargo, tenga en cuenta que las estructuras de soporte son necesarias para ciertos voladizos o características del puente, y deben retirarse manualmente después de la impresión. El poscurado bajo luz ultravioleta suele ser esencial para mejorar las propiedades mecánicas y garantizar una superficie limpia y libre de cualquier pegajosidad residual.
Estereolitografía (SLA)
 La estereolitografía, o SLA, fue el primer proceso de impresión 3D comercialmente exitoso y sigue siendo uno de los más precisos en la actualidad. En los sistemas SLA, un láser UV rastrea y solidifica una capa de resina fotosensible a la vez.
La estereolitografía, o SLA, fue el primer proceso de impresión 3D comercialmente exitoso y sigue siendo uno de los más precisos en la actualidad. En los sistemas SLA, un láser UV rastrea y solidifica una capa de resina fotosensible a la vez.
Luego, la plataforma de construcción se desplaza gradualmente, permitiendo que cada capa de pieza posterior se cure encima de la anterior. Esto crea una estructura perfecta con una calidad superficial excepcional.
Lo que distingue a SLA es su gama de resinas especializadas. Encontrará resinas estándar para prototipos, versiones de alta temperatura para resistencia al calor, opciones flexibles para piezas elásticas e incluso fórmulas moldeables utilizadas en joyería y fundición a la cera perdida. Algunas resinas biocompatibles se utilizan en aplicaciones dentales y dispositivos médicos.
Las impresoras SLA típicas alcanzan resoluciones de capa de hasta 25 micrones y tolerancias dimensionales cercanas a ±0,1 mm, dependiendo de la geometría de la pieza y los ajustes de impresión. Si bien la velocidad de impresión no es su mayor ventaja, los resultados son consistentemente altos en calidad y detalles finos, ideales para modelos conceptuales o pequeñas tiradas de producción de componentes de precisión.
Ventajas:
- Ofrece un acabado superficial extremadamente suave y líneas de capa visibles mínimas
- Alta precisión y resolución para funciones complejas
- La amplia variedad de resinas admite aplicaciones funcionales y estéticas
- Ideal para creación rápida de prototipos y piezas de producción de tiradas cortas
Desventajas:
- La resina puede ser quebradiza, lo que limita las propiedades mecánicas bajo tensión
- La exposición a la luz ultravioleta puede degradar las piezas con el tiempo
- Requiere pasos de posprocesamiento como lavado y curado UV
- El coste de la resina y el mantenimiento de la impresora pueden ser relativamente altos
Procesamiento de luz digital (DLP)
El procesamiento de luz digital, o DLP, es una técnica de fotopolimerización en cuba que utiliza un proyector digital para curar capas enteras de resina líquida a la vez. A diferencia de la estereolitografía (SLA), que traza cada sección transversal con un láser UV, la DLP muestra una imagen completa de la capa utilizando un proyector de luz.
Este proceso acelera significativamente la impresión, especialmente cuando se construyen varias piezas o piezas con un área de sección transversal mayor.
DLP se basa en una resina de fotopolímero, similar a la que se utiliza en las impresoras SLA. Estos materiales requieren estructuras de soporte para determinadas geometrías y, a menudo, necesitan pasos de posprocesamiento como enjuague con alcohol isopropílico y curado UV. Cada píxel del proyector se convierte en un vóxel (esencialmente un píxel 3D), lo que genera características de superficie muy detalladas.
Este método es especialmente útil cuando necesitas detalles finos y velocidad. Si bien puede igualar o incluso superar el SLA en resolución, depende en gran medida de la resolución del proyector.
Los sistemas de gama baja pueden mostrar artefactos de pixelación, pero las impresoras DLP de escritorio modernas lo han mitigado en gran medida con ópticas mejoradas y tamaños de píxeles más pequeños.
Ventajas:
- Cura cada capa de resina simultáneamente, aumentando la velocidad de impresión
- Excelente resolución de detalles, ideal para piezas complejas impresas en 3D
- A menudo, más asequible que los sistemas SLA de gran formato
- Adhesión de capa consistente y acabados superficiales lisos
Desventajas:
- Posible pixelación visible dependiendo de la resolución del proyector
- Requiere una calibración precisa de la trayectoria de la luz digital
- Las cubas de resina y la óptica requieren un mantenimiento cuidadoso
Pantalla de cristal líquido (LCD)
La impresión 3D basada en LCD, también conocida como estereolitografía enmascarada, utiliza un panel LCD para bloquear selectivamente y permitir que la luz de una luz de fondo UV cure la resina. El panel actúa como una plantilla, exponiendo solo las áreas de cada capa que necesitan solidificarse.
Este método de curado capa por capa es similar al DLP, pero utiliza una pantalla LCD en lugar de un proyector digital, lo que hace que la configuración sea más compacta y asequible.
En los últimos años, las impresoras LCD 3D han ganado popularidad debido a su bajo costo, alta resolución y facilidad de uso. Los encontrará especialmente frecuentes en máquinas de escritorio para consumidores, prosumidores e incluso aplicaciones dentales o de joyería.
Algunos modelos ahora cuentan con pantallas LCD 4K y 8K para aumentar los detalles y reducir la pixelación visible, lo que mejora el acabado de la superficie y la resolución.
Estas impresoras funcionan con una amplia gama de resinas de fotopolímeros, al igual que los sistemas DLP y SLA. Pueden alcanzar resoluciones de capa de entre 35 y 100 micrones y precisiones dimensionales de entre ±0,1 y 0,2 mm, según el volumen de construcción y la calidad de la pantalla.
Ventajas:
- Punto de entrada económico para la impresión 3D de resina
- Máquinas de escritorio compactas con alta resolución de funciones
- Curado rápido de la capa gracias a la exposición uniforme
- Excelente para creación de prototipos con detalles finos y piezas de producción pequeñas
Desventajas:
- Las pantallas LCD se degradan con el tiempo y es posible que sea necesario reemplazarlas
- Resolución efectiva ligada a la densidad de píxeles de la pantalla
- Los volúmenes de construcción son generalmente más pequeños que las alternativas industriales
Producción continua de interfaz líquida (CLIP) y litografía axial computarizada (CAL)
CLIP y CAL representan la vanguardia de la fotopolimerización en tina, superando los límites de lo rápida y fluida que puede ser la fabricación aditiva. En lugar de curar la resina capa por capa con pausas discretas, estos métodos se centran en la impresión continua para eliminar las líneas visibles de las capas y reducir las debilidades mecánicas.
CLIP, desarrollado por Carbon, utiliza una ventana única permeable al oxígeno para crear una "zona muerta" justo encima de la fuente de luz. Esta fina capa de resina de fotopolímero sin curar permanece en estado líquido durante la impresión, lo que permite que el objeto 3D suba continuamente desde la tina.
Como resultado, se obtiene un acabado superficial extremadamente suave y piezas que no necesitan pausar entre capas. Este proceso también mejora la resistencia de las piezas y reduce las necesidades de posprocesamiento de las piezas de producción.
CAL, aún en sus primeras etapas de desarrollo, aborda el desafío de manera diferente. Proyecta múltiples imágenes 2D en un volumen giratorio de resina líquida.
Al reconstruir la geometría desde todos los ángulos simultáneamente, CAL permite el curado volumétrico. Esto reduce radicalmente el tiempo necesario para producir una pieza compleja y puede generar piezas completas impresas en 3D en minutos.
Ventajas:
- Velocidades de impresión extremadamente altas sin interrupción capa por capa
- Acabados superficiales suaves y líneas de capa mecánica reducidas
- Excelente para prototipos funcionales y componentes de producción
Desventajas:
- Requiere equipo avanzado y costoso
- Opciones de materiales limitadas en comparación con las impresoras 3D de resina tradicionales
- CAL aún no está ampliamente disponible para uso comercial
Fusión de lecho de polvo
Powder Bed Fusion (PBF) se refiere a una categoría de procesos de fabricación aditiva en los que capas de polvo fino, normalmente polímeros o metales, se fusionan selectivamente utilizando una fuente de alta energía, como un láser o un haz de electrones.
A medida que cada nueva capa de polvo se extiende por la plataforma de construcción, la fuente de calor derrite o sinteriza áreas específicas, formando secciones transversales sólidas de la pieza capa por capa.
Lo que distingue al PBF es su capacidad para producir geometrías complejas con propiedades mecánicas excepcionales. Debido a que el polvo sin fusionar rodea la pieza impresa, soporta naturalmente los salientes y las estructuras internas.
Esto elimina la necesidad de muchas estructuras de soporte tradicionales, especialmente en sistemas basados en polímeros como la sinterización selectiva por láser.
PBF admite una amplia gama de materiales de calidad de ingeniería. Las opciones comunes incluyen nailon, compuestos de poliamida, acero inoxidable, titanio y aluminio.
Estos polvos se eligen por su resistencia mecánica, resistencia térmica y características específicas de la aplicación. Ya sea que esté desarrollando prototipos rápidos o componentes funcionales de uso final, este proceso ofrece una versatilidad impresionante.
Uno de los principales beneficios de la fusión en lecho de polvo es la capacidad de lograr una calidad de moldeo cercana a la inyección para piezas impresas en 3D, particularmente en términos de propiedades mecánicas y durabilidad.
Sin embargo, el proceso exige equipos avanzados, cámaras de gas inerte (para PBF metálico) y un posprocesamiento especializado para eliminar el exceso de polvo y refinar el acabado de la superficie.
Los sistemas PBF suelen ofrecer volúmenes de construcción entre 200 y 400 mm en cada eje. Muchos fabricantes los utilizan para la producción de lotes pequeños, anidando docenas de piezas en una sola ejecución. Esta escalabilidad es una ventaja clave para una fabricación aditiva rentable a nivel de producción.
Sinterización selectiva por láser (SLS)
SLS es uno de los métodos de fusión de lechos de polvo a base de polímeros más destacados utilizados en la industria de la impresión 3D. Emplea un láser de alta potencia para escanear y sinterizar material en polvo (normalmente compuestos de nailon o poliamida) en piezas sólidas y funcionales.
Cada sección transversal se fusiona dentro de una cámara calentada, capa por capa, sin necesidad de estructuras de soporte externas.
SLS es muy apreciado por la flexibilidad de sus materiales. A menudo trabajará con nailon PA12 o PA11, a veces mezclado con fibra de carbono, perlas de vidrio o elastómeros flexibles. Estos polvos proporcionan un equilibrio sólido entre resistencia, durabilidad y libertad de diseño, lo que hace que SLS sea ideal para la creación rápida de prototipos y la producción de lotes pequeños.
Las aplicaciones comunes incluyen carcasas, plantillas, soportes, accesorios, ajustes a presión y piezas de prueba funcionales. La precisión dimensional suele ser de ±0,3 mm o ±0,3 % de la longitud de la pieza, lo que la hace competitiva con ciertos métodos de fabricación tradicionales.
Las resoluciones de capa para SLS generalmente se encuentran entre 100 y 150 micrones. Si bien las velocidades de construcción individuales varían según la potencia de la impresora y del láser, la capacidad de anidar varias piezas simultáneamente mejora significativamente el rendimiento.
Ventajas:
- No se necesitan estructuras de soporte debido al lecho de polvo circundante
- Excelentes propiedades mecánicas, ideal para piezas funcionales y de uso final
- Fuerte resistencia al desgaste y al calor con ciertos materiales de ingeniería
- Compatible con geometrías complejas y finos detalles de diseño
Desventajas:
- El acabado de la superficie es polvoriento y puede requerir alisado o recubrimiento
- Mayores costos de equipo y requisitos de mantenimiento
- El polvo debe actualizarse o reciclarse entre compilaciones
Fusión de chorro múltiple (MJF)
Multi Jet Fusion es un método avanzado de fusión en lecho de polvo utilizado en la impresión 3D. En lugar de utilizar un láser para sinterizar polvo como SLS, MJF inyecta selectivamente un agente fusor sobre un lecho de polvo de polímero y luego aplica calor infrarrojo para unir las partículas.
Esto da como resultado una fusión de capas más rápida y uniforme, lo que convierte a MJF en una solución altamente eficiente en la fabricación aditiva.
Lo más común es que vea nailon (PA12) utilizado en MJF, y los desarrollos más recientes se expanden a TPU, polipropileno y materiales retardantes de llama. Estos polímeros de grado de ingeniería son ideales para piezas funcionales que requieren resistencia, precisión y consistencia en las propiedades mecánicas.
MJF se utiliza con frecuencia para piezas de producción de tiradas cortas, carcasas, soportes y gabinetes personalizados. Puede que le resulte especialmente útil para componentes con características internas finas o texto que debe permanecer legible después de la impresión.
La precisión dimensional suele estar entre ±0,2 y 0,3 mm, lo que la hace más precisa que muchos métodos de modelado por deposición fundida.
El espesor de la capa está generalmente entre 80 y 120 micrómetros. Debido a que cada capa se fusiona simultáneamente en toda la sección transversal, las velocidades de impresión son significativamente más rápidas que los procesos basados en láser como SLS.
Ventajas:
- Propiedades mecánicas uniformes en toda la pieza
- Más rápido que SLS debido a la fusión de capas de toda la superficie
- No se necesitan estructuras de soporte gracias al polvo circundante
- Acabado superficial más suave en comparación con las piezas sinterizadas típicas
Desventajas:
- Mayores costos de materiales y equipos
- Aún es necesario realizar un posprocesamiento para eliminar el polvo residual y mejorar el acabado
Fusión selectiva por láser (SLM)
La fusión selectiva por láser es un proceso de fusión en lecho de polvo a base de metal que utiliza un láser de alta potencia para fundir completamente las partículas de metal en partes densas y fuertes.
A diferencia de la sinterización, que fusiona el material a temperaturas más bajas, SLM crea capas completamente solidificadas, con un rendimiento más cercano al de los componentes metálicos fabricados tradicionalmente.
SLM trabaja con materiales como acero inoxidable, titanio, cromo cobalto y aluminio. Estos metales se utilizan ampliamente en industrias donde la resistencia, la precisión y la durabilidad son esenciales, como la aeroespacial, la automoción, los implantes médicos y las herramientas industriales.
La precisión dimensional típica oscila entre ±0,1 y ±0,2 mm, dependiendo de la geometría de la pieza y la estrategia de escaneo. Las resoluciones de las capas son buenas, entre 20 y 50 micras, lo que permite imprimir componentes muy detallados con características internas complejas.
Ventajas:
- Produce piezas metálicas casi 100% densas
- Las propiedades mecánicas igualan o superan la fabricación tradicional
- Permite geometrías muy complejas como estructuras reticulares o canales de refrigeración
- Compatible con sectores críticos como el aeroespacial y el médico
Desventajas:
- Las máquinas son caras y requieren entornos de gas inerte
- El posprocesamiento requiere mucha mano de obra (eliminación de soporte, tratamiento térmico, acabado de superficies)
- Velocidad de impresión más lenta en comparación con la fusión en lecho de polvo a base de polímeros
Sinterización directa por láser de metales (DMLS)
La sinterización directa por láser de metales (DMLS) es un proceso de fusión en lecho de polvo en el que un láser de alta potencia sinteriza partículas de polvo metálico capa por capa para construir componentes metálicos complejos.
Si bien es similar a la fusión selectiva por láser (SLM), DMLS puede operar cerca del punto de fusión del metal en lugar de fundir completamente el polvo, según los requisitos de la aleación y el material.
Con mayor frecuencia verá acero inoxidable, acero para herramientas, aleaciones de titanio y superaleaciones a base de níquel utilizadas en DMLS. Estos materiales se seleccionan comúnmente en los sectores aeroespacial, de herramientas industriales y de dispositivos médicos.
Los prototipos funcionales y las piezas de producción en lotes pequeños se benefician de este proceso, especialmente cuando la fabricación convencional implicaría costosas operaciones sustractivas.
DMLS logra una precisión dimensional en el rango de ±0,1 a ±0,2 mm y utiliza alturas de capa fina entre 20 y 50 micrones. La velocidad de impresión varía según la estrategia de escaneo y la potencia de la máquina, pero generalmente se alinea con otras tecnologías de fabricación aditiva de metal.
Ventajas:
- Permite la creación de piezas impresas en 3D consolidadas y de alta resistencia
- Admite geometrías complejas que no son factibles con el mecanizado tradicional
- Minimiza el desperdicio de material en comparación con el CNC o la fundición
- Compatible con muchas aleaciones de alto rendimiento utilizadas en industrias críticas
Desventajas:
- Requiere protección con gas inerte (argón o nitrógeno)
- Puede implicar tensiones internas que requieran un tratamiento térmico posterior a la impresión
- Los costos de equipos y materiales son relativamente altos
Fusión por haz de electrones (EBM)
La fusión por haz de electrones (EBM) es otro proceso de fusión en lecho de polvo metálico, pero en lugar de un láser, utiliza un haz de electrones enfocado para fusionar partículas.
Lo que hace que la EBM sea única es su funcionamiento dentro de una cámara de alto vacío, que reduce significativamente la oxidación y soporta materiales de alta temperatura.
A menudo encontrará que la EBM se utiliza con aleaciones de titanio y cromo-cobalto, metales ampliamente adoptados en las industrias aeroespacial y biomédica. La capacidad de imprimir estructuras livianas con fuertes propiedades mecánicas lo hace particularmente valioso para implantes ortopédicos y componentes de motores de alto rendimiento.
La precisión dimensional es generalmente de alrededor de ±0,2 mm o mejor, y el espesor de la capa cae entre 50 y 100 micrones. Precalentar la cámara de construcción ayuda a reducir la tensión residual, lo que le permite producir piezas con una deformación mínima.
Ventajas:
- Excelente para materiales propensos a la oxidación debido al ambiente de vacío
- La alta temperatura de construcción mejora la resistencia de la pieza y el alivio de tensiones
- Proporciona piezas impresas en 3D totalmente densas con propiedades uniformes
- Adecuado para implantes médicos y componentes de grado aeroespacial
Desventajas:
- Requiere operación de vacío, lo que aumenta el tiempo de configuración y la complejidad
- Opciones de materiales limitadas en comparación con la impresión 3D de metal basada en láser
- Aún es necesario el posprocesamiento para la eliminación del soporte y el acabado de la superficie
Fusión de lecho de polvo con láser (LPBF)
 Laser Powder Bed Fusion (LPBF) es un término general para tecnologías de impresión 3D de metal basadas en láser, como la fusión selectiva por láser (SLM) y la sinterización directa por láser de metal (DMLS).
Laser Powder Bed Fusion (LPBF) es un término general para tecnologías de impresión 3D de metal basadas en láser, como la fusión selectiva por láser (SLM) y la sinterización directa por láser de metal (DMLS).
Este proceso de fabricación aditiva utiliza un láser de alta potencia para fundir o sinterizar selectivamente capas de polvo metálico fino, formando piezas impresas en 3D totalmente densas y altamente complejas. Cada capa de material se deposita y se fusiona en un entorno controlado, normalmente con un flujo de gas inerte para evitar la oxidación.
A menudo trabajará con una amplia gama de materiales de impresión 3D en LPBF, incluidos acero inoxidable, aleaciones de titanio y aluminio. Estos materiales de ingeniería son especialmente preferidos en los sectores aeroespacial, médico y automotriz debido a su relación resistencia-peso y su capacidad para formar geometrías intrincadas.
La precisión dimensional suele oscilar entre ±0,1 y ±0,2 mm, lo que es lo suficientemente preciso para piezas de producción y prototipos funcionales. El espesor de la capa generalmente oscila entre 20 y 60 micras, lo que permite obtener detalles superficiales finos. La velocidad de impresión varía según la potencia del láser, la estrategia de escaneo y la complejidad de la pieza.
Ventajas:
- Crea piezas completamente densas con fuertes propiedades mecánicas
- Adecuado para diseño de productos de alto rendimiento y componentes industriales
- Permite geometrías complejas que no son factibles con la fabricación tradicional
- Compatible con una amplia gama de materiales
Desventajas:
- Impresoras 3D caras y materia prima en polvo
- Requiere procesamiento posterior (p. ej., eliminación de soporte, mejora del acabado superficial)
- Volumen de construcción limitado y, a veces, más lento para piezas de gran escala
Expulsión de material
El chorro de material es un proceso de fabricación aditiva centrado en la precisión que construye piezas depositando pequeñas gotas de material líquido en una plataforma de construcción. Estas gotas, a menudo fotopolímeros o sustancias similares a la cera, se solidifican capa por capa mediante luz ultravioleta o curado térmico.
El proceso se asemeja a la impresión de inyección de tinta 2D, pero en lugar de crear imágenes planas, construye objetos completamente tridimensionales.
Descubrirá que la inyección de material es ideal cuando el acabado de la superficie y los detalles son lo más importante. El material de construcción se dispensa a través de múltiples boquillas, a veces junto con un material de soporte separado. Posteriormente, ese soporte se disuelve o se elimina, dejando geometrías limpias e intrincadas con una limpieza manual mínima.
Dado que cada gota se coloca con gran precisión, las piezas resultantes pueden presentar múltiples materiales o incluso múltiples colores dentro de la misma impresión, lo que lo diferencia de muchos otros procesos de impresión 3D.
Material jetting is frequently used with UV-curable resins, elastomeric inks, and waxes. These materials allow for visual prototyping, functional testing of soft-touch components, and even mold-making.
Because it can produce smooth surface finishes and capture ultra-fine resolution, it’s especially useful for design validation, medical visualization models, or overmold simulations in product design workflows.
However, this method does come with trade-offs. Photopolymers used in material jetting generally don’t match the mechanical strength of thermoplastics used in fused deposition modeling. Material costs are also higher, and parts may be sensitive to prolonged UV exposure.
PolyJet
PolyJet is a high-resolution material jetting technology that precisely jets and cures layers of photopolymer using UV light. The process builds parts with exceptional surface finish and detail by depositing droplets layer by layer, similar to an inkjet printer working in 3D. It’s a powerful option if you need visual accuracy, multiple material properties, or color simulation in a single part.
You can choose from a wide range of materials—rigid, rubber-like, transparent, or high-temperature resins—many of which are blendable in real time during printing. This allows you to replicate overmolded parts, simulate silicone or soft-touch textures, and produce full-color prototypes for marketing or ergonomic testing.
PolyJet typically offers dimensional accuracy within ±0.1–0.2 mm and layer heights down to 16 microns.
Print speed depends on the model’s size and complexity, but the ability to jet multiple materials at once increases throughput for multi-property components. It’s most commonly used for concept models, dental or medical devices, and design verification of complex assemblies.
Pros:
- Exceptional surface finish and resolution (as low as 16 microns)
- Ability to print multiple materials and colors in one part
- Smooth gradient transitions for lifelike visual models
- Supports dissolvable or water-removable support structures
- Ideal for overmold simulations and concept validation
Cons:
- Parts may degrade when exposed to long-term UV light
- Lower mechanical durability compared to thermoplastics
- Material costs are relatively high
- Photopolymer parts are not ideal for load-bearing functions
NanoParticle Jetting (NPJ)
NanoParticle Jetting (NPJ) is a precision-driven 3D printing process that deposits liquid suspensions containing nanoparticles of metal or ceramic materials. These suspensions are jetted layer by layer, similar to how inkjet printers work—except instead of ink, the droplets contain densely packed particles.
After deposition, the liquid carrier evaporates or is removed, and the remaining solid material is sintered in a post-processing stage to form a high-density part.
This method enables the creation of fine-featured metal or ceramic components. Common 3D printing materials for NPJ include stainless steel, zirconia, and other engineering-grade alloys and ceramics. These parts are ideal for industries that demand miniaturization and high mechanical properties, such as medical, aerospace, and electronics.
You’ll often find NPJ used for prototypes and production parts that require tight tolerances, such as surgical tools or micro-mechanical assemblies. It’s capable of producing intricate geometries and detailed surface textures without the need for traditional support structures, thanks to the inherent self-supporting nature of each layer during the drying stage.
Dimensional accuracy generally falls within ±0.1–0.2 mm, although some shrinkage occurs during sintering. Print speed is moderate and depends on part geometry and the thickness of the printed layers. Layer resolution is usually within 20–50 microns, allowing for highly detailed builds.
Pros:
- Capable of producing dense metal or ceramic parts with fine details
- Minimal material waste compared to subtractive methods
- No need for complex support removal systems
- Suitable for multi-material applications using different suspensions
Cons:
- Requires post-processing via sintering, which adds time and cost
- Dimensional changes from shrinkage must be anticipated in design
- Material options are more limited than in polymer-based technologies
- Equipment and nanoparticle inks can be expensive
Binder Jetting
Binder jetting is a 3D printing process where a liquid binding agent is selectively deposited onto thin layers of powder, gradually building up a part layer by layer. Unlike energy-intensive methods like laser sintering or melting, this approach relies on adhesion between particles to create what’s called a “green part.”
The materials used in binder jetting are diverse—metals, ceramics, sand, and polymer powders are all common.
Once a part is fully printed, it often requires post-processing to gain final strength. This may involve sintering, infiltration with metals like bronze, or curing, depending on the base material.
Binder jetting stands out for its speed and scalability. Because it doesn’t use lasers or high heat during printing, machines can process layers more rapidly and in larger volumes. However, accuracy and final density often depend on the specific post-processing route used.
Applications range from functional metal components to full-color architectural models made with plaster-like gypsum powder. You’ll also find it used in low- to mid-volume production of parts where traditional manufacturing would be cost-prohibitive.
Because it prints without the need for complex support structures, binder jetting is ideal for geometries that would be challenging with other 3D printing methods.
Metal Binder Jetting
Metal binder jetting is a subset of the binder jetting process that targets metallic powders. Instead of melting the metal directly, a print head deposits a binding agent onto the metal powder layer by layer.
After printing, the “green” part is sintered in a furnace to fuse the particles and achieve the required strength and density.
Typical materials include stainless steel, tool steel, and cobalt-chrome, which are all known for their mechanical properties and thermal resistance. This makes the process well-suited for end-use parts in aerospace, industrial tooling, and even consumer electronics.
Dimensional accuracy is typically in the ±0.3–0.5 mm range, though sintering shrinkage must be anticipated during the design phase. Print speed is a major advantage since it avoids point-by-point scanning. Layer resolution usually falls between 50 and 100 microns.
Pros:
- Lower machine and operational costs than laser-based metal 3D printing systems
- No need for support structures during the build phase
- Allows production of complex geometries and internal channels
- Ideal for batch production of small metal parts
Cons:
- Final part density may be lower than laser-melted components
- Sintering introduces shrinkage and potential warping
- Post-processing can add time and complexity
Sand Binder Jetting
Sand binder jetting is a form of binder jetting where layers of sand are selectively bonded using a liquid adhesive.
The process creates large-scale molds and cores that are primarily used in metal casting applications. Instead of producing the final part, this method builds complex sand forms that act as temporary structures into which molten metal is poured.
The materials typically include silica sand and specialty foundry-grade sands. These sands are chosen for their thermal stability and compatibility with different casting alloys.
You’ll find this method valuable in industries like automotive, heavy machinery, and aerospace, where intricate or large cast components are needed quickly.
Dimensional accuracy ranges from ±0.5 to ±1 mm, depending on sand grain size and geometry. Although the layer resolution is coarser than polymer-based processes, it’s more than sufficient for foundry-grade precision. One of the standout benefits is the high print speed, especially when producing large molds or multi-part assemblies.
Pros:
- Enables fast production of large, complex casting molds
- Eliminates traditional mold tooling, reducing cost and time
- Allows internal geometries not possible with conventional sand cores
- Scalable for industrial applications
Cons:
- Printed object is not the final part; casting is a required next step
- Limited to foundry sands; surface finish depends on particle size
- Fragility of green molds may require careful handling before use
Plastic Binder Jetting
 Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Common materials used in this process include thermoplastic powders, resin powders, and sometimes full-color composites. These materials can produce vivid, detailed parts that are especially useful for visual prototypes, marketing samples, and moderate-strength components.
Dimensional accuracy usually falls within ±0.3 to ±0.5 mm, depending on geometry and finishing techniques.
Print speed tends to be high because the process avoids laser scanning, making it an efficient option for volume prototyping or display-grade production. Layer resolution typically ranges from 100 to 200 microns.
Pros:
- Ideal for full-color 3D printing with rich visual detail
- Fast throughput with relatively low machine complexity
- No laser or complex energy source required
- Good for marketing models and concept design validation
Cons:
- Requires careful curing or post-infiltration to reach usable strength
- Lower mechanical properties compared to other polymer 3D printing methods
- Parts can be brittle if not properly post-processed
Directed Energy Deposition (DED)
Directed Energy Deposition (DED) is a metal 3D printing process where material is fed directly into a high-energy source—usually a laser, electron beam, or plasma arc—which creates a melt pool on the surface of a substrate.
Wire or powdered feedstock is melted upon contact, then solidifies as you build up the part layer by layer. Unlike powder bed fusion, which forms parts in a static bed, DED uses motion-controlled multi-axis systems to apply material dynamically in various directions.
One of the major strengths of DED is its ability to add material to existing components. You can use it to repair damaged parts, reinforce areas with wear, or add entirely new features to an otherwise finished component.
This makes it incredibly valuable in aerospace, oil and gas, and defense sectors where part costs are high and downtime is expensive.
DED is compatible with a variety of metals, including stainless steel, titanium, nickel-based superalloys, and even composite materials. The process supports rapid deposition rates, which is especially useful for building large parts near net shape. However, you’ll often need follow-up machining or post-processing to achieve precision tolerances or smoother surfaces.
Since shielding gas is critical during energy deposition, a stable inert atmosphere helps prevent oxidation or contamination.
Some systems also enable gradient material transitions by blending powders during deposition.
You should consider DED if you’re looking to extend the life of expensive components, experiment with multi-material designs, or produce large-scale metallic parts that can’t be made efficiently through traditional manufacturing methods.
Laser Directed Energy Deposition
Laser Directed Energy Deposition (L-DED) is a specific type of DED that uses a focused laser beam to melt metal feedstock, usually in the form of powder or wire directly onto a build surface. This method is excellent for adding new material to existing parts or fabricating large metal structures from scratch.
L-DED supports a wide range of metals including tool steels, titanium, cobalt-chrome, and nickel superalloys.
These materials are typically used in high-performance or mission-critical applications. Think turbine blade repairs, aerospace brackets, or custom medical components where both size and strength matter.
Dimensional accuracy for laser DED generally ranges from ±0.5 mm to ±1 mm. While this is coarser than what powder bed systems can achieve, it’s often sufficient when you plan to machine the part post-build.
The layer resolution typically falls between 300 and 1000 microns, depending on the laser settings, nozzle diameter, and material feed rate.
Pros:
- Supports large parts and hybrid manufacturing with fewer size constraints
- Ideal for repair and refurbishment of high-value components
- Flexible deposition with multi-axis robotic systems
- Utilizes common welding powders, reducing raw material costs
Cons:
- Requires precision machining afterward to achieve tight tolerances
- Equipment and operation complexity drive up initial cost
- Surface finish is rougher and may require secondary processing
Electron Beam Directed Energy Deposition
Electron Beam Directed Energy Deposition (EB-DED) is a metal additive manufacturing method that uses a focused electron beam to melt metal wire or powder feedstock, layer by layer.
The process is performed inside a vacuum chamber to prevent oxidation and ensure high purity in the final part. Unlike laser-based systems, the electron beam offers deeper penetration and faster energy transfer, making it well-suited for reactive materials.
EB-DED is commonly used with titanium alloys, nickel-based superalloys, and stainless steels. These materials are ideal for aerospace, energy, and defense sectors—especially when large structural parts or critical repairs are needed.
The vacuum setup not only protects the metal from oxidation but also enhances bonding and thermal stability.
Dimensional accuracy is usually around ±1 mm, depending on the feedstock form, beam stability, and system calibration. Layer resolution is coarse, often ranging from several hundred microns to a few millimeters.
While this limits fine detail, the process shines when you need fast deposition over large areas.
Pros:
- Enables high deposition rates for large or heavy-duty parts
- Vacuum chamber prevents oxidation and preserves material properties
- Excellent for working with reactive metals like titanium
Cons:
- Requires a large vacuum system, increasing setup time and machine size
- Limited to materials that perform well under vacuum conditions
- Surface finish is rough and needs post-processing for precision
Wire Directed Energy Deposition
Wire Directed Energy Deposition (Wire DED) is a form of metal 3D printing where a spool of metal wire is continuously fed into a melt pool generated by a laser, electron beam, or plasma arc.
This process enables you to build up layers of metal quickly and efficiently, particularly when you’re dealing with large-scale structures or repairs.
Wire DED supports a wide range of materials, including stainless steel, titanium alloys, and aluminum alloys. It’s often chosen for aerospace frames, marine parts, and large industrial structures that benefit from thick wall sections and robust material properties.
Because wire feedstock is easier to handle and generally safer than metal powder, it’s also attractive for operations focused on safety and simplicity.
Dimensional accuracy for wire DED typically ranges around ±1 mm. The print speed can be quite high thanks to the continuous feed, although layer resolution is on the coarser side, often over 1 mm per layer.
Despite this, you can achieve excellent mechanical strength, especially when paired with subtractive finishing processes like CNC machining.
Pros:
- Lower material cost and safer handling than powder-based systems
- Faster build rates for large-scale parts
- Suitable for repairs and bulk material additions
Cons:
- Requires machining to achieve fine tolerances and surface finish
- Not ideal for highly detailed or intricate geometries
- Limited design freedom compared to powder-based 3D printing
Cold Spray
Cold spray is a form of directed energy deposition where metal powders are accelerated to supersonic speeds using compressed gas and then directed at a target surface.
Unlike other 3D printing methods that rely on melting, cold spray achieves bonding through solid-state deformation. When the particles hit the surface at high velocity, they plastically deform and adhere without undergoing any melting.
This unique approach enables you to apply material without the thermal stress typically associated with metal additive manufacturing.
This process is well-suited for materials like aluminum, copper, titanium, and other ductile alloys. Because of its low-heat nature, cold spray is often used in the additive manufacturing industry to repair aerospace components, restore damaged surfaces, or apply corrosion-resistant coatings.
It’s also useful for creating functional metal parts with decent mechanical properties, especially when thermal distortion must be avoided.
Dimensional accuracy tends to be relatively coarse, around ±1 mm or more due to the spray nature of deposition. Layer resolution is also limited, so you’ll often need post-processing or machining to achieve precision. However, cold spray offers fast coverage, especially for larger parts.
Pros:
- Minimal heat input reduces oxidation, warping, or thermal distortion
- Ideal for repair applications or surface coating in high-performance industries
- No melting means metallurgical integrity of base material is preserved
Cons:
- Coarse resolution and surface roughness limit use in high-detail applications
- Requires specialized, high-pressure gas equipment
- Not ideal for complex 3D printed parts or internal geometries
Molten Directed Energy Deposition
Molten Directed Energy Deposition (DED) refers to additive manufacturing processes where the feedstock—typically metal wire—is fully melted during deposition.
Unlike standard wire DED, molten DED focuses on controlling the melt pool with greater precision or alternative energy inputs, such as variable arc control or plasma transfer. This allows for more consistent material flow and fusion, especially in large-scale metal parts.
Materials commonly used include stainless steels, titanium alloys, and nickel-based superalloys. These are often chosen for applications in shipbuilding, energy infrastructure, and heavy machinery.
Whether you’re fabricating structural frames or adding material to worn parts, molten DED enables you to build big—fast.
Dimensional accuracy is usually coarse, in the range of ±1–2 mm. Layer resolution is also larger, often exceeding 1 mm per pass. But that’s a tradeoff many are willing to make for the speed and size advantages this process delivers.
Pros:
- High deposition rates make it ideal for large, bulky components
- Suitable for multi-material builds and custom alloy mixing
- Effective for adding features or repairing large industrial equipment
Cons:
- Significant thermal gradients can introduce residual stress
- Requires post-machining for accuracy and smoother surface finish
- Geometry complexity is limited compared to powder-based 3D printing
Sheet Lamination
Sheet lamination is a group of 3D printing processes where objects are created by stacking and bonding sheets of material layer by layer.
These sheets, commonly paper, metal foil, or plastic film—are either pre-coated with adhesive or fused during the build process through heat, pressure, or ultrasonic welding.
Once a layer is bonded, a laser or blade cuts the profile of the part, either before or after the bonding stage.
Unlike some additive manufacturing methods that require high-energy sources like lasers or UV light, sheet lamination operates at lower temperatures.
This makes it a more cost-effective option for producing large parts, especially in applications where surface finish or material strength is not the primary concern.
Materials often used in this process include standard office paper for color prototypes, polymer films for lightweight models, or thin metal foils for structural or embedded-function parts. Depending on the bonding and cutting technique used, the level of detail and final mechanical properties can vary.
Sheet lamination is often chosen for its speed, affordability, and ability to create large visual prototypes quickly. Its applications range from architectural models and packaging mockups to experimental builds involving embedded electronics or multi-material stacking.
Laminated Object Manufacturing (LOM)
Laminated Object Manufacturing, or LOM, is a specific type of sheet lamination where layers of adhesive-backed material are bonded together and cut to shape, one layer at a time. It works by feeding sheets—usually paper—over a build platform.
Each layer is bonded using heat and pressure, then shaped with a laser or mechanical blade based on the CAD design.
This process is straightforward and cost-effective, particularly useful when you need a large physical prototype quickly but don’t need engineering-grade mechanical properties. It doesn’t use photopolymers or require a controlled atmosphere, which makes it relatively easy to implement in an office or design studio environment.
Typical materials include standard paper, plastic films, or thin composite sheets. Paper-based builds can even include color by printing graphics onto each sheet before layering. Once the part is finished, excess material is trimmed, and post-processing like sanding or sealing can improve appearance.
The layer resolution of LOM is usually determined by sheet thickness; usually around 0.1–0.2 mm. Depending on blade sharpness and calibration, the dimensional accuracy is within ±0.5–1 mm.
Pros
- Low-cost raw materials (especially paper)
- High-speed production for large models
- Easy to operate without hazardous materials
- Simple post-processing and cleanup
Cons
- Limited mechanical properties for structural parts
- Visible layer lines, especially on paper builds
- Not suitable for fine detail or functional testing
- Significant waste from trimmed sheet margins
Ultrasonic Consolidation (UC)
Ultrasonic Consolidation is a solid-state additive manufacturing method where thin layers of metal foil are bonded using high-frequency ultrasonic vibrations. Unlike traditional 3D printing methods that rely on high heat or melting, UC fuses metal at a molecular level by vibrating the foil while applying pressure. This allows bonding without reaching the material’s melting point.
The process is part of the broader sheet lamination category in additive manufacturing. Each foil sheet is cut to shape using a CNC-controlled system and ultrasonically welded layer by layer.
Because there’s no full melting involved, this method avoids issues like residual stress or large heat-affected zones—making it ideal when you want to preserve original material properties.
Materials include lightweight metals like aluminum, titanium, and copper alloys—especially in foil form. UC can also embed sensors, wires, or electronics between layers, enabling functional integration in a single part.
Applications are most common in aerospace and defense, where you might need lightweight structures with embedded components, or multi-metal parts for complex mechanical behavior. Its dimensional accuracy typically falls within ±0.2–0.3 mm, though final machining is often performed for tight tolerances.
Print speed is moderate; each weld is fast, but layering takes time due to foil preparation and trimming. Also, the layer resolution depends on foil thickness—usually between 50 to 200 microns.
Pros
- Minimal thermal distortion and residual stress
- Can bond dissimilar metals effectively
- Supports embedding of sensors or electronics during printing
- Avoids oxidation due to solid-state bonding
Cons
- Requires specialized ultrasonic welding equipment
- Limited to foil-based feedstock
- Post-processing often required for surface finish
- Slower overall speed for large parts compared to powder-based deposition
Additive Friction-Stir Deposition
 Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Friction between the tool and material generates enough heat to plastically deform and bond the layers. This energy-efficient process allows you to create or repair metal components while avoiding the residual stresses and porosity often seen in melt-based additive manufacturing methods.
You’ll typically see materials like aluminum, copper, and titanium used in AFSD due to their favorable mechanical properties and thermal conductivity. Since the feedstock stays below its melting point, the final part often retains better structural integrity.
AFSD is ideal for applications requiring large-scale structural builds, localized repair jobs, or multi-metal gradient structures.
It allows the integration of dissimilar alloys without forming brittle intermetallic layers—something difficult with traditional powder bed fusion or fused deposition modeling.
While the dimensional accuracy may still require post-machining for tight tolerances, the process enables unique possibilities for producing high-performance 3D printed parts with minimal distortion.
Other Emerging or Specialized 3D Printing Methods
Beyond the well-known additive manufacturing processes like fused deposition modeling and stereolithography, several specialized or still-developing 3D printing methods are gaining attention.
These techniques often tackle very specific design challenges, whether it’s printing micro-scale features, combining materials in a single build, or achieving full-color surface finishes for display models.
You’ll find these methods pushing boundaries in fields such as biomedical device manufacturing, embedded electronics, and aerospace prototyping.
Hybrid techniques are also emerging, where two or more energy deposition methods (like friction and powder) are combined.
These innovations continue to broaden the scope of 3D printing technology, expanding material compatibility, reducing printing time, and improving part resolution in unique ways.
3D Printing at Microscale or Nanoscale
When your project demands ultra-high precision, such as building medical micro-implants or lab-on-a-chip devices, microscale 3D printing enters the picture. These advanced systems use highly focused energy sources, including lasers or electron beams, to deposit or cure materials at resolutions measured in microns or even nanometers.
At this scale, specialized photopolymer resins and nanoparticle inks become essential. Some methods use two-photon polymerization to cure light-sensitive materials only at the precise focal point of a laser, allowing incredibly detailed structures to be built layer by layer. This results in 3D printed parts with minimal feature size and excellent dimensional accuracy.
Despite its precision, this method is slower than traditional processes and requires careful control over heat, material flow, and shrinkage. However, the benefits are significant when you’re working on microfluidics, drug delivery systems, or advanced electronics packaging.
Drop on Demand (DOD)
Drop on Demand (DOD) is a precision-oriented 3D printing method where droplets of build material are selectively deposited only where needed. Unlike continuous inkjet systems, DOD technology triggers each droplet individually, allowing you to achieve tight control over shape and detail. These droplets solidify immediately upon contact or through a curing process like UV exposure.
This process is commonly used for wax patterns in investment casting or small polymer parts that require detailed surface finish and dimensional accuracy. DOD printers often feature two nozzles, one for build material and one for support material that’s later dissolved or removed. Layer height can be as fine as tens of microns, making it ideal for smooth, intricate 3D printed parts.
Continuous Fiber Reinforcement (CFR)
CFR 3D printing combines traditional polymer extrusion with continuous fiber placement to boost mechanical strength. You feed fibers such as carbon, Kevlar, or glass through a specialized nozzle while depositing a thermoplastic matrix. The result is a high-strength composite that retains lightweight characteristics, something you’d want for functional parts in aerospace, automotive, or tooling applications.
The fiber paths can be customized within your computer-aided design software to align with stress loads, enhancing tensile performance where it’s needed most. Parts produced with this method often outperform metal in strength-to-weight ratio and can replace heavier components in structural designs.
Atomic Diffusion Additive Manufacturing (ADAM)
Atomic Diffusion Additive Manufacturing (ADAM) is a metal 3D printing technique that begins with metal rods encased in a polymer matrix. These rods are deposited layer by layer, forming a “green” part that retains the desired geometry but lacks full density. After printing, the part undergoes sintering, where heat causes the metal particles to diffuse and bond, resulting in a fully metallic component.
This process is ideal for complex metal parts that require simpler post-processing and is more cost-effective than some powder bed fusion systems. Since the base material is rod-shaped rather than powder, ADAM minimizes handling hazards and can increase deposition rates. It’s well-suited for prototyping, functional testing, and low-volume production of geometries that are difficult to achieve using traditional manufacturing methods. If you’re looking for a bridge between fused filament fabrication and direct metal laser sintering, ADAM is worth considering for its balance of safety, resolution, and performance
Powder Adhesion
Powder adhesion is a lesser-known additive manufacturing method closely related to binder jetting. Instead of using lasers or high-powered heat sources, it selectively bonds powder using chemical binders or controlled heat. This can involve applying infrared light or heat-absorbing agents to fuse specific regions of thermoplastic or composite powder. Each pass deposits a fine layer of material, which bonds where energy or binder is applied.
While the parts often need post-processing—such as sintering or infiltration—this technique offers flexibility in handling materials that respond poorly to direct melting. Maintaining a consistent powder bed is critical to ensure layer accuracy and part geometry. Powder adhesion processes are especially appealing for industries focused on prototyping and product development where powder bed fusion might be too costly or intense. As with most powder-based 3D printing methods, it emphasizes surface finish, build plate stability, and post-processing to refine mechanical properties and dimensional tolerances.
Plaster-Based 3D Printing &ColorJet Printing (CJP)
ColorJet Printing (CJP) is one of the few 3D printing processes capable of producing full-color models directly from CAD files, making it ideal when you need high-fidelity visuals for presentations, educational models, or marketing prototypes.
Each layer is formed by selectively depositing liquid binder and colored ink droplets onto a thin layer of gypsum powder. Over time, the printed part is built layer by layer with accurate coloring embedded in the structure.
After printing, parts can be strengthened and sealed using infiltration materials like epoxy resin, enhancing durability and vibrancy. The resulting 3D printed parts don’t possess high mechanical strength but excel in aesthetics and detail—particularly useful for architecture, figurines, and medical demonstrations.
ColorJet technology reflects the diverse applications of inkjet printing in additive manufacturing. Unlike other types of 3D printing that prioritize strength, CJP focuses on appearance, offering vibrant models at a lower cost and faster turnaround than polymer-based SLA or FDM 3D printing methods.
Selective Heat Sintering (SHS)
Selective Heat Sintering (SHS) is a thermoplastic-based additive manufacturing method that uses a thermal printhead to fuse powder rather than relying on high-power lasers like those used in selective laser sintering (SLS). The process is energy-efficient, operating at lower temperatures, and is well-suited for quick prototyping with polymers like nylon or polylactic acid (PLA).
In each layer, the printhead selectively applies heat to regions of the powder bed based on your 3D model.
As new layers are deposited, they fuse together and gradually build up the object. Since the heat input is lower than in laser sintering, SHS may result in parts with reduced mechanical properties and rougher surface finish, making it better suited for concept models than production parts.
If you’re exploring different types of 3D printing for prototyping without the cost and safety demands of laser-based machines, SHS offers an approachable entry point. It also supports workflows with smaller desktop machines and doesn’t require specialized build chambers.
Laser Metal Deposition (LMD)
Laser Metal Deposition (LMD) is a form of directed energy deposition that exclusively uses a laser as the energy source to melt metal feedstock—either wire or powder—as it is deposited. Unlike electron beam melting (EBM) or plasma-based systems, LMD is often integrated with CNC machines to convert them into hybrid platforms that combine additive and subtractive manufacturing in one setup.
This method is ideal for adding features to existing components or producing near-net-shape parts with minimal material waste. It enables precise control of the melt pool, which can help reduce thermal stress and improve overall surface finish compared to more generalized DED systems.
While it shares many traits with other 3D printing processes, its laser-based control and ability to repair or modify components mid-life make it particularly appealing for aerospace and industrial tooling applications.
Multi-Jet Modeling (MJM)
Multi-Jet Modeling (MJM) is a material jetting technique where multiple print heads dispense photopolymers or waxes in parallel lines across the build area. Each droplet is cured by UV light or solidified by cooling, depending on the material used.
This method stands out from typical inkjet printing by offering simultaneous deposition of support and build materials, allowing you to fabricate complex geometries with minimal post-processing.
Thanks to its fine resolution, sometimes under 20 microns, MJM is well-suited for concept models, investment casting patterns, and even dental devices. Because you can vary materials between jets, MJM can also create gradient structures or embed variable mechanical properties in a single build. While not the fastest of the 3D printing methods, its precision and surface quality give it a place in high-end product design and prototyping workflows.
Powder Bed and Inkjet Head (PBIH)
Powder Bed and Inkjet Head (PBIH) printing works by laying down thin layers of powder, often metal or ceramic, and then selectively depositing a liquid binder through an inkjet print head.
This technique is essentially a type of binder jetting, where the deposited binder holds the part together in a “green” state before final sintering or infiltration.
What makes PBIH unique is its material flexibility. It’s often used for research applications, small-batch production, or parts that require advanced ceramics or metal alloys. Because no lasers or thermal energy are used in the printing stage, there’s less warping and distortion, making it ideal for geometrically complex parts.
While mechanical properties depend on post-processing, this method is becoming a valuable tool in your 3D printing toolkit if you’re working with unconventional or fragile materials.
Photopolymer Jetting (PJ)
Photopolymer Jetting (PJ) is very similar to PolyJet 3D printing but can differ depending on the printer brand or specific system design. In this process, UV-curable photopolymers are jetted as tiny droplets onto the build plate and solidified with ultraviolet light.
The layer height can be extremely fine, often producing parts with a smooth surface finish and high dimensional accuracy.
Some PJ systems offer multiple nozzles for different material types, allowing you to create multi-color or multi-material prints within a single build. Other versions provide temperature-controlled print heads to maintain material viscosity for consistent droplet formation.
Because of its precision and quality, PJ is widely used in fields such as product design, dental modeling, and visual prototyping—where aesthetics and surface detail are more important than load-bearing performance.
How to Choose the Right 3D Printing Type for Your Needs?
 When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
If you’re producing functional parts with high mechanical properties, selective laser sintering (SLS) or direct metal laser sintering (DMLS) may be better than basic fused deposition modeling (FDM).
For visual models or concept parts, stereolithography (SLA) or inkjet printing methods like Multi Jet Fusion (MJF) or PolyJet could deliver excellent surface finish and detail.
Geometry matters too. Are there overhangs, internal channels, or thin walls?
Processes like powder bed fusion or vat photopolymerization handle complex geometries better than material extrusion.
Budget also plays a role—binder jetting can offer lower unit costs at medium volumes, while traditional FDM 3D printers remain cost-effective for prototyping and consumer use.
Consider your accuracy and tolerance requirements. Some technologies like SLA or DMLS consistently hit sub-0.1 mm tolerances.
Others, such as large-format material extrusion or DED, may produce larger deviations but accommodate bigger build volumes.
Lastly, don’t overlook post-processing. Support removal, sanding, infiltration, and heat treatments all affect lead time and cost. If speed and minimal finishing matter most, aim for processes with clean support strategies or automated post-processing workflows.
Which 3D Printing Method Is Most Accurate?
If your top priority is accuracy, vat photopolymerization—especially SLA and DLP—is your best bet. These methods can achieve resolutions as fine as 25–50 microns, producing sharp edges, smooth surface finishes, and intricate features.
For high-precision metal parts, powder bed fusion technologies like DMLS or SLM are also excellent, often maintaining tolerances of ±0.1–0.2 mm.
However, final accuracy still depends on post-processing like machining or heat treatment to correct for shrinkage.
Material jetting methods such as PolyJet and photopolymer jetting also excel in accuracy and are ideal for smaller components that need tight dimensional control and visual detail.
In contrast, FDM 3D printing generally offers lower resolution and visible layer lines, though tuned machines can achieve decent results—especially for low-cost prototyping or fixtures where tolerances are less critical.
So, if you’re aiming for ultra-precise parts, start with SLA, DLP, or PolyJet, and consider metal powder bed fusion when strength and dimensional fidelity must combine.
What Is the Most Common 3D Printing Type?
Fused deposition modeling (FDM) is the most widely used 3D printing method across consumer, educational, and industrial segments.
This material extrusion process dominates due to its affordability, ease of use, and wide availability of plastic filaments.
Desktop FDM 3D printers are often priced under $500, making them ideal for classrooms, hobbyists, and small businesses. Many product designers and startups use them for prototyping and early-stage development.
Industrial FDM systems can handle engineering-grade thermoplastics with higher melting points, enabling production runs of durable parts. The popularity of FDM stems from its low entry barrier and the scalability it offers across multiple use cases.
Which Process Is Best for Complex Geometries?
Powder bed fusion (PBF), including selective laser sintering and selective laser melting, is the best method for printing intricate geometries.
It excels at producing parts with internal channels, fine lattice structures, and unsupported overhangs, especially when using polymer powder or metal powder as the base material.
Resin-based vat photopolymerization processes, like SLA or digital light processing, also perform exceptionally well with fine features and delicate structures. They provide high-resolution prints and are favored in industries requiring precision, such as dental modeling and medical devices.
Binder jetting offers similar freedom since the surrounding powder bed supports overhangs naturally. However, keep in mind that final properties depend on post-processing like sintering or infiltration. If you’re designing components with high complexity, these technologies offer the greatest design freedom.
Which Method Produces the Smoothest Surfaces?
SLA consistently delivers the smoothest surface finish among all 3D printing methods. It uses a UV laser to cure liquid resin layer by layer, producing minimal layer lines and high detail. This makes SLA ideal for visual prototypes, jewelry design, or dental models.
Material jetting also ranks high in surface quality. These systems jet tiny droplets of photopolymer and cure them instantly with UV light. The result is a nearly polished surface without the need for sanding or polishing.
For other methods like FDM or SLS, achieving similar finishes usually requires additional post-processing. Sanding, vapor smoothing, or coating can reduce visible layer lines, but the base print typically won’t match the native smoothness of photopolymer technologies.
What’s the Cheapest 3D Printing Method?
Fused deposition modeling (FDM) is typically the most affordable 3D printing method available. You’ll find low-cost desktop machines under $500, and basic thermoplastic filaments are inexpensive and widely accessible.
This makes FDM ideal for hobbyists, educators, and startups experimenting with prototyping or concept models.
Even in small production environments, its low material cost and minimal support requirements keep unit costs down.
For large prints or complex parts, however, FDM may not always remain the cheapest. Resin printers and binder jetting with gypsum can also offer cost-efficiency, especially when accuracy or color modeling is essential and post-processing is minimal.
Which 3D Printing Type Is Most Expensive?
Powder bed fusion (PBF) for metals, especially DMLS, SLM, and EBM is currently the most expensive form of 3D printing. These machines rely on high-powered lasers or electron beams, requiring precise energy deposition, inert gas handling, and extremely fine metal powder.
The cost goes beyond just the equipment. You’ll also have to factor in powder handling systems, post-processing tools, and highly trained technicians. Parts may need heat treatment or machining for final tolerances, adding labor and time.
These systems are often used in aerospace or medical sectors where performance justifies the investment, but for most users, the price tag is a major barrier to entry.
Which 3D Printing Process Is Fastest?
Continuous liquid interface production (CLIP), developed by Carbon, is among the fastest 3D printing processes. It builds parts continuously without stopping between layers, unlike most layer-by-layer techniques.
In other high-speed categories, multi jet fusion (MJF) and binder jetting also perform well. These methods apply entire layers of powder and binder in one pass, cutting down build time significantly for certain geometries.
Material extrusion can be fast when using pellet-fed systems and large nozzles, though you trade off fine detail. If you need production speed without sacrificing resolution, MJF and DLP (digital light processing) offer a strong balance.
Which 3D Printing Is Best for Metal Parts?
Powder bed fusion processes, specifically DMLS, SLM, and EBM are the best options for metal 3D printing. They produce fully dense, high-strength metal components that can match or exceed the performance of cast or machined parts.
These technologies are especially effective for complex geometries, tight tolerances, and critical applications in aerospace, medical, or tooling.
Proper post-processing like support removal, surface finishing, and thermal treatments ensures optimal results.
Binder jetting is an alternative for larger batches or lower-cost metal parts. While mechanical properties may be slightly lower, it offers faster throughput and lower material costs. For repairs or large features, directed energy deposition (DED) provides added flexibility.
Conclusión
Yes, we’ve covered a lot, but here’s the truth:choosing the right 3D printing method isn’t about picking the “best” one. It’s about finding the one that fits you.
Each process, from simple fused filament fabrication (FDM) to high-end metal printing like DMLS or EBM, has its own strengths, costs, and materials. And whether you’re building a quick prototype, a functional part, or something that looks like it came out of a sci-fi movie, there’s a 3D printing solution waiting for you.
Maybe you’re just starting out with a low-cost desktop printer and some PLA. Or maybe you’re working with engineering-grade materials for aerospace parts.
Either way, this technology lets you create faster, smarter, and more flexibly than traditional manufacturing ever could. Today, 3D printing isn’t just for experimenting, it’s shaping real production across industries.
¿La mejor parte? You don’t have to do it all alone. If you’re unsure which path to take, reach out to experts and 3D printing service provider like 3ERP who know the machines, the materials, and the methods.
Your perfect match isn’t just out there, it’s already printing.
máquina CNC
- Directrices de diseño para la fabricación:Parte 2
- ¡Victorioso! Hurco Control gana premio
- Una breve guía sobre los conceptos básicos de las máquinas CNC
- Cómo posicionar la calibración de herramientas en el sistema de control NK260:guía experta paso a paso
- Máquinas CNC para trabajar la madera confiables y asequibles en Kazajstán:rendimiento comprobado durante 4 años
- Cómo encender la máquina CNC FangLing 2300A:guía paso a paso
- Cómo se denominan los controles CNC de Fanuc Fresado Torneado Rectificado
- ¿Cómo utilizar un torno de madera para principiantes?
- 7 tipos comunes de tornos para madera
- Ejemplo de mecanizado interno de torno CNC de ciclo fijo Fanuc G71 G72 G70 (mandrinado y refrentado)
- Iniciar un negocio de enrutadores CNC:una guía paso a paso hacia el éxito