


Cómo configurar el ángulo de inicio:ejemplo de círculo de agujeros para pernos G70
G70 Bolt Hole Circle G-Code (ciclo fijo) es muy simple de programar debido a su pequeña cantidad de parámetros.
Los parámetros del círculo de orificios para pernos G70 se explican por sí mismos, pero este ejemplo de programación CNC hace hincapié en el parámetro Ángulo de inicio (G70 J).
G70 Parámetro de ángulo inicial J:este es el valor del ángulo inicial del primer hoyo (0 a 360° CCW desde la horizontal en la posición de las 3 en punto).
Ejemplo de programa CNC
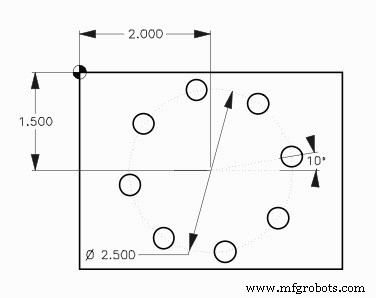
Ejemplo de círculo de agujeros para pernos G70
O1009 N10 T15 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1620 M03 N40 G43 H15 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G70 I1.25 J10. L8 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
G71 Arco de agujeros para pernos:programación de fresado CNC
Ciclo de taladrado profundo G83 con programa de ejemplo de círculo de agujeros para pernos G70
máquina CNC
- Cómo quitar un tornillo o perno oxidado
- Cómo establecer frecuencias para inspecciones de mantenimiento preventivo
- ¿Cómo configurar, depurar y usar un cortador de plasma para principiantes?
- Cómo establecer el punto cero del enrutador Cnc en la pieza de trabajo
- Cómo configurar un almacén (con lista de verificación)
- ¿Cómo configurar Lean Six Sigma?
- Cómo cortar ángulos de hierro
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Fanuc G70 G71 Ejemplo de programa de ciclo de torneado de desbaste y acabado
- Agujero de perno G72 a lo largo de un ángulo Programa de muestra de CNC
- G72 Agujeros de perno a lo largo de un ángulo:programación de fresado CNC