


Principios metalúrgicos en el tratamiento térmico de aceros
Principios metalúrgicos en el tratamiento térmico de aceros
El tratamiento térmico de aceros se lleva a cabo para lograr los cambios deseados en las propiedades de la estructura metalúrgica de los aceros. Por tratamiento térmico, los aceros sufren cambios intensos en las propiedades. Normalmente se obtienen estructuras de acero muy estables cuando el acero se calienta hasta el estado austenítico de alta temperatura y luego se enfría lentamente en condiciones cercanas al equilibrio. Este tipo de tratamiento térmico, normalmente conocido como recocido o normalización, produce una estructura que tiene un bajo nivel de tensiones residuales encerradas dentro del acero, y las estructuras se pueden predecir a partir del diagrama de equilibrio Fe (hierro)-C (carbono). Sin embargo, las propiedades que mayormente se exigen en los aceros son alta resistencia y dureza, y éstas generalmente van acompañadas de altos niveles de tensiones residuales. Estos se deben a las estructuras metaestables producidas por el enfriamiento o enfriamiento fuera del equilibrio del estado austenítico.
Estructura cristalina y fases
Se sabe que la estructura cristalina del Fe puro en estado sólido existe en dos estados alotrópicos. Desde la temperatura ambiente hasta los 910 grados C, el Fe posee una red cúbica centrada en el cuerpo (bcc) y se llama alfa-Fe. A 910 grados C, los cristales de alfa-Fe se convierten en cristales de gamma-Fe que poseen una red cúbica centrada en las caras (fcc). Los cristales gamma conservan la estabilidad hasta una temperatura de 1400 grados C. Por encima de esta temperatura, adquieren nuevamente una red bcc que se conoce como cristales delta. Los cristales delta difieren de los cristales alfa solo en la región de temperatura de su existencia. Fe tiene dos constantes de red, a saber (i) 0,286 nm para redes bcc (alfa-Fe, delta-Fe) y (ii) 0,364 nm para redes fcc (gamma-Fe). A bajas temperaturas, el alfa-Fe muestra una fuerte característica ferromagnética. Esto desaparece cuando se calienta a alrededor de 770 grados C, ya que la red pierde su orden de espín ferromagnético. El estado de Fe por encima de 770 grados C se llama beta-Fe. La red de cristales beta paramagnéticos es idéntica a la red de cristales alfa.
Mientras pasa de una forma a otra, Fe es capaz de subenfriarse. Esto provoca una diferencia en la posición de los puntos de transformación en calefacción y refrigeración. La diferencia depende de la velocidad de enfriamiento y se denomina histéresis. Las letras 'c' y 'r' indican si la transformación se debe a calentamiento o enfriamiento. Además, el cambio en la densidad de alfa-Fe a medida que se transforma en gamma-Fe da como resultado un cambio abrupto en el volumen del material. A veces da lugar a tensiones que superan el límite elástico y conducen al fallo. La densidad del gamma-Fe es alrededor de un 4 % más alta que la del alfa-Fe.
Diagrama de equilibrio hierro-carbono
La estructura de los aceros, que son aleaciones de Fe-C, puede contener C puro (grafito) o un compuesto químico conocido como cementita (Fe3C) como componente enriquecido de C. La cementita está presente incluso en aceros enfriados con relativa lentitud (por lo general, se necesita un mantenimiento prolongado a temperaturas más altas para descomponer el Fe3C en Fe y C). Por esta razón, el diagrama de equilibrio Fe-C se trata con frecuencia como el diagrama de equilibrio Fe-Fe3C. El diagrama Fe-C es estable, mientras que el diagrama Fe-Fe3C es metaestable. El diagrama de equilibrio de Fe-C que incorpora tanto el diagrama estable de Fe-C como el diagrama metaestable de Fe-Fe3C se muestra en la figura 1. Las líneas discontinuas representan el diagrama estable de Fe-C y las líneas continuas indican el diagrama metaestable de Fe-Fe3C.
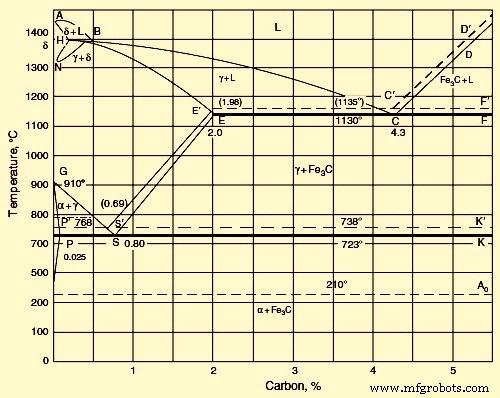
Fig. 1 Diagrama de carbono de hierro
En el diagrama metaestable Fe-Fe3C, las redes de formas alotrópicas de Fe (delta, gamma y alfa) sirven como sitios de formación de delta, gamma y soluciones sólidas de C en Fe. Cuando los aceros empobrecidos en C cristalizan, los cristales de la solución sólida delta precipitan en el liquidus AB y solidus AH. La solución sólida delta tiene una red bcc. A la temperatura máxima de 1490 °C, la solución delta contiene 0,1 % C (punto H). A 1490 °C, tiene lugar una reacción pertéctica entre la solución delta saturada y el líquido que contiene 0,5 % C (punto B). Como resultado, se forma la solución gamma sólida de C en gamma Fe. Contiene 0,18% C (punto I).
Si el contenido de C es superior al 0,5 %, la solución sólida gamma cristaliza directamente del líquido (en liquidus BC y solidus IE). A 1130 grados C, la solubilidad límite de C en gamma Fe es cercana al 2,0 % (punto E). Disminuir la temperatura de 1130 grados C conduce a disminuir la solubilidad de C en gamma-Fe en la línea ES. A 723 grados C la solubilidad de C es 0,8 % (punto S). La línea ES corresponde a la precipitación de Fe3C de la solución gamma.
A medida que aumenta el contenido de C, la temperatura a la que la red gamma se transforma en red alfa disminuye, y la transformación tiene lugar en el intervalo de temperatura correspondiente a las curvas GS y GP. La curva de precipitación de fase alfa GS se cruza con la curva de precipitación de Fe3C ES. El punto S es un punto eutectoide con las coordenadas 723 grados C y 0,80 % C. En este punto, una solución alfa saturada y el precipitado de Fe3C forman simultáneamente la solución gamma de concentración eutectoide. La red de la solución sólida alfa es idéntica a la red de la solución sólida delta. A la temperatura eutectoide de 723 °C, la solución sólida alfa contiene 0,02 % C (punto P).
Un mayor enfriamiento conduce a una disminución de la solubilidad del C en el alfa-Fe y, a temperatura ambiente, equivale a una pequeña fracción de un porcentaje (punto D). Cuando el contenido de C es del 2 % al 4,3 %, la cristalización comienza con la precipitación de la solución gamma en la línea BC. Un aumento del contenido de C por encima del 4,3 % provoca la precipitación de Fe3C en la línea CD. La precipitación de la fase primaria excedente en todas las aleaciones de hierro que contienen más de 2,0 % C es seguida por una cristalización eutéctica de la solución gamma y Fe3C en el punto C, cuyas coordenadas son 1130 °C y 4,3 % C. La línea Ao está asociada con un magnético transformación que es una transición del estado ferromagnético al paramagnético.
En el caso del diagrama de equilibrio Fe-C estable, debido a las bajas velocidades de enfriamiento, el C (grafito) puede cristalizar directamente del líquido. En este caso, se forma una mezcla eutéctica de austenita y grafito en lugar del eutéctico de austenita y cementita. Las líneas discontinuas en la figura 1 simbolizan el sistema Fe-grafito. Estas líneas están a temperaturas más altas que las líneas del sistema Fe-Fe3C. Esto afirma la mayor estabilidad y cercanía a un pleno equilibrio del sistema Fe-grafito. Esto también está respaldado por el hecho de que el calentamiento de aceros con alto contenido de C con una gran cantidad de Fe3C conduce a su descomposición, que se muestra en la ecuación Fe3C =3Fe + C.
A velocidades intermedias de enfriamiento, una parte del acero puede cristalizar según el sistema de grafito y la otra parte según el sistema de cementita. Las líneas de equilibrio de fase en los diagramas de ambos sistemas se pueden desplazar dependiendo de las tasas de enfriamiento particulares. Se aprecia un pronunciado desplazamiento de las líneas de precipitación de la solución sólida de C en gamma-Fe (austenita). Por esta razón, el diagrama es completamente cierto solo con respecto a los aceros que están expuestos a una velocidad de enfriamiento relativamente lenta.
Influencia del carbono
Se observa una solubilidad máxima de C en alfa-Fe a 721 grados C y es igual a 0,018 % C. Sujeto a extinción, C puede permanecer en la solución sólida alfa, pero pronto comienza la precipitación de fases, por un mecanismo de envejecimiento. En una solución sólida, C puede formar (i) una solución homogénea, una distribución intersticial estáticamente uniforme que es un caso raro, o (ii) una solución no homogénea; con la formación de cúmulos en lugares donde se altera la estructura de la red cristalina (límites de grano, dislocaciones). Este último es el estado más probable de la solución sólida. Los cúmulos así formados representan un obstáculo para el movimiento de dislocaciones durante la deformación plástica y son responsables de un desarrollo no homogéneo de la deformación al comienzo del flujo plástico.
Para analizar la influencia del contenido de C en las aleaciones de Fe-C, se requiere considerar cada componente estructural. Los aceros enfriados lentamente comprenden ferrita y cementita o ferrita y grafito.
La ferrita es de plástico. En el estado recocido, la ferrita tiene una gran elongación (alrededor del 40 %), es blanda (la dureza Brinell es de 65 a 130 dependiendo de la dimensión del cristal) y es fuertemente ferromagnética hasta 770 °C. A 723 °C, se disuelve 0,22 % de C. en ferrita, pero a temperatura ambiente solo quedan milésimas de porcentaje de C en la solución.
La cementita es quebradiza y muestra una mayor dureza (la dureza Brinell es de alrededor de 800). Es débilmente magnético hasta 210 grados C y es un mal conductor de la electricidad y el calor. Tiene una red rómbica complicada. Normalmente se hace una distinción entre (i) Fe3C primario, que cristaliza del líquido en la línea CD, (ii) Fe3C secundario, que precipita de la solución gamma en la línea ES, y (iii) Fe3C terciario, que precipita de la solución a en la línea PQ.
El grafito es blando. Es un mal conductor de la electricidad pero transfiere bien el calor. El grafito no se derrite incluso a temperaturas de 3000 °C a 3500 °C. Posee una red hexagonal con una relación de eje c/a superior a 2.
La austenita es blanda (pero más dura que la ferrita) y dúctil. El alargamiento de la austenita oscila entre el 40 % y el 50 %. Tiene una conductividad de calor y electricidad más baja que la ferrita y es paramagnético. La austenita posee una red fcc.
La estructura del acero que contiene 0 % – 0,02 % C consiste en ferrita y Fe3C terciario. Un aumento adicional en el contenido de C conduce a la aparición de un nuevo componente estructural que es un eutectoide de ferrita y Fe3C (perlita). La perlita aparece primero como inclusiones separadas entre los granos de ferrita y luego, a 0,8 % C, ocupa todo el volumen. La perlita caracteriza una mezcla de dos fases, que generalmente tiene una estructura laminar. A medida que el contenido de C del acero aumenta a un valor superior al 0,8 %, se forma Fe3C secundario junto con la perlita. El Fe3C secundario tiene forma de agujas. La cantidad de Fe3C aumenta a medida que aumenta el contenido de C. A 2 % C, ocupa el 18 % del campo de visión del microscopio. Una mezcla eutéctica aparece cuando el contenido de C supera el 2 %. En aceros enfriados rápidamente, no toda la fase sobrante (ferrita o Fe3C) tiene tiempo de precipitar antes de que se forme un eutectoide.
Las aleaciones con 3,6 % de C contienen ledeburita (una mezcla eutéctica de solución sólida de C en gamma-Fe y Fe3C). Las aleaciones se clasifican más correctamente con fundiciones blancas hipoeutécticas.
Temperaturas críticas (de transformación)
El carbono tiene un efecto notable en las transformaciones de Fe en estado sólido. La posición s de las líneas GS y NL en el diagrama de equilibrio Fe-C muestra que un aumento en el contenido de C conduce a la disminución del punto A3 y la elevación del punto A4 con respecto a sus contrapartes que se muestran en la Fig. 1. Por lo tanto, C se extiende el rango de temperatura de la fase delta.
Cuando se forma un eutectoide (perlita), las curvas de calentamiento y enfriamiento muestran una parada. Esto está etiquetado como el punto A1 (Ac1 en calentamiento y Ar1 en enfriamiento). Este fenómeno tiene lugar a 0,9 % C (punto S en el diagrama Fe–C). La precipitación de ferrita en aceros hipoeutectoides (al cruzar la línea GOS) se manifiesta en las curvas de calentamiento y enfriamiento como una inflexión que se denota con el punto A3. El punto corresponde a la transformación de gamma a alfa en hierro puro. La precipitación de Fe3C (cruce de la línea ES), que precede a la precipitación eutectoide, se observa en la curva de enfriamiento como una débil inflexión designada como el punto Acm (Ac,cm al calentar y Ar,cm al enfriar). La adición de C tiene poca influencia en la temperatura de transformación magnética (punto A2). Por lo tanto, la línea MO corresponde a la transformación magnética en aceros con bajo contenido de C. En aleaciones que contienen mayores cantidades de C, esta transformación ocurre en la línea GOS, que corresponde al inicio de la precipitación de ferrita. Si el contenido de C es superior al correspondiente al punto S, entonces la transformación magnética coincide con la temperatura A1.
La cementita sufre una transformación magnética. Cualquiera que sea el contenido de C, la transformación tiene lugar a una temperatura de 210 °C a 220 °C. Ocurre sin una histéresis marcada, al igual que la transformación magnética del Fe puro en el punto A2.
Transformación estructural en aceros
Cuando se va a templar el acero, se calienta a una temperatura alta para convertir la estructura total en la fase austenita, que es una estructura monofásica de Fe y C estable a altas temperaturas. Si este acero calentado se enfría lentamente, la austenita se transforma en perlita, que es la fase de equilibrio a temperatura ambiente. Una estructura perlítica es una estructura recocida y es relativamente suave con propiedades físicas bajas. Si el acero calentado se enfría muy rápido, se forma una estructura dura y fuerte llamada martensita, que es una fase metaestable de C disuelto en hierro. Esta fase se puede templar para producir una estructura de menor dureza que es menos frágil. Las velocidades de enfriamiento intermedias producen otras estructuras como la bainita, aunque este tipo de estructura solo se produce en cantidad en un acero aleado. El acero eutectoide C produce principalmente martensita o perlita, dependiendo de la velocidad de enfriamiento.
Transformación austenita perlita
La transformación de la red fcc de austenita en la red bcc de ferrita se ve obstaculizada por la presencia de C disuelto en la austenita. La red de austenita tiene suficiente espacio para acomodar átomos de C en el centro de la celda. La red bcc de ferrita no tiene este espacio. Debido a esto, la solubilidad de C se reduce considerablemente en la transición de austenita a ferrita. Durante la transformación beta a alfa, casi todo el C precipita de la red austenítica. De acuerdo con el diagrama metaestable Fe-Fe3C, precipita como cementita. Esta transformación se puede definir mediante tres rutas interconectadas, a saber (i) transformación de la red de gamma-Fe a la red de alfa-Fe, (ii) precipitación de C como Fe3C y (iii) coagulación de los carburos.
A la temperatura del punto A1, la transformación por las rutas (i) y (ii) procede casi simultáneamente, con la formación de una mezcla laminar de ferrita y cementita. Los átomos de C disuelto se distribuyen al azar en la red. Debido a ello, el Fe3C nuclea en las regiones ricas en C y la ferrita en las regiones que tienen poco o nada de carbono. Tal redistribución de C tiene lugar por difusión y depende de la temperatura y el tiempo.
Cuando el acero hipoeutectoide que contiene menos de 0,8 % de C se somete a un enfriamiento lento, la transformación comienza con la formación de ferrita en el límite de grano. Este límite de grano actúa como centro de cristalización de ferrita. El carbono es forzado dentro del cristalito. A medida que precipita la ferrita, se alcanza una concentración necesaria para la formación de ferrita en el volumen central. Cuando el acero hipereutectoide (C superior al 0,8 %) se somete a un enfriamiento lento, al cruzar la línea ES, el Fe3C empieza a precipitar en la frontera de grano. Aquí el límite de grano también sirve como sitio de cristalización.
La tasa de difusión de C en las redes de gamma-Fe y alfa-Fe disminuye rápidamente a medida que baja la temperatura, ya que el coeficiente de difusión depende de la temperatura. Presentando una velocidad de enfriamiento adecuada, el subenfriamiento puede aumentar hasta tal punto que imposibilite la formación de perlita.
En el rango de bajas temperaturas, el mecanismo de transformación y las características de la estructura formada dependen únicamente de la temperatura a la que se produce la transformación. Teniendo en cuenta el grado de subenfriamiento, se distinguen tres rangos de temperatura de transformación, a saber, (i) rango de perlita, (ii) rango intermedio y (iii) rango de martensita. La transición continua de un mecanismo de transformación a otro puede tener lugar en estos rangos de temperatura. Los procesos de transformación dependen fuertemente del contenido de C y otros elementos en el acero. Pueden comenzar por un mecanismo más rápido y terminar por uno más lento.
En la gama de las perlitas, la transformación se caracteriza por la formación simultánea de una mezcla de ferrita y carburo. La ferrita libre o el carburo pueden precipitar en el límite de grano austenítico. Aquí, la formación y el crecimiento de ambas fases están controlados por procesos de difusión. La difusión de Fe y otros elementos juega un papel importante. La finura de la estructura aumenta a medida que se reduce la temperatura, hasta que se requiere un tiempo más largo para la cristalización por difusión de ferrita y carburos.
La perlita es una mezcla mecánica de placas de ferrita y carburo que se forma por transformación en el rango de la perlita. La velocidad a la que se forman los núcleos de cristalización de perlita depende de la sobresaturación de la austenita con carburo, que aumenta a medida que se reduce la temperatura. La velocidad también depende de la velocidad de difusión, que disminuye con la temperatura. El crecimiento de las islas de perlita depende principalmente de la velocidad de difusión de los átomos de C y Fe. Los otros factores son (i) el grado de sobresaturación y (ii) la ventaja de energía libre durante la formación de ferrita. Las islas de perlita crecen no solo a través de la formación de nuevas placas, sino también a través del crecimiento adicional de placas antiguas en todas direcciones. Las placas de carburo crecen más rápido que las placas de ferrita.
El proceso de formación de perlita comienza con la formación de núcleos de ferrita. Múltiples alternancias de nucleación de placas de ferrita y cementita y ramificación de las placas de ambas fases conducen a la formación de placas de perlita plano-paralelas y en forma de abanico. Los núcleos de perlita aparecen predominantemente en las regiones de la red con defectos en la estructura cristalina como límites de grano, carburos insolubles o inclusiones no metálicas. Una característica muy significativa de la perlita es el espacio entre placas. Las propiedades de resistencia del acero mejoran con una disminución en el espaciado.
La tasa de formación de centros de cristalización de Fe3C y ferrita en el rango de perlita se acelera a medida que baja la temperatura. El espacio entre placas disminuye cuando aumenta la finura de la estructura.
Una característica importante que afecta las propiedades del acero es la dimensión de la colonia de perlita. Una disminución en la dimensión de la colonia va acompañada de un aumento de la resistencia al impacto y una disminución de la fragilidad. La temperatura crítica de fragilidad depende de la morfología de la perlita. Así, se forma una perlita de resistencia relativamente alta en el caso de la rotura de placas de ferrita y cementita, formando una alta densidad de dislocaciones dentro de la ferrita.
Se logra una mejor resistencia a la fractura de la perlita mediante la esferoidización de las partículas de Fe3C. La esferoidización se puede facilitar mediante la deformación de la perlita, el posterior calentamiento y el mantenimiento a una temperatura cercana a Ac1. Otro método que proporciona una resistencia y ductilidad relativamente altas de la perlita consiste en la deformación durante la transformación de la perlita. Esto conduce a la formación de una estructura poligonal y esferoidización de cementita. El límite elástico (YS) de la mezcla de ferrita y perlita depende de las propiedades de la ferrita y la perlita de forma aditiva.
Transformación de austenita
Durante la transformación de la austenita en los aceros hipo eutectoide e hiper eutectoide, la transformación de la perlita está precedida por la precipitación de las fases en exceso, a saber, la ferrita y la cementita secundaria. La cantidad relativa de la fase en exceso estructuralmente libre depende del grado de subenfriamiento de la austenita. La cantidad de exceso de ferrita o Fe3C disminuye con un aumento en la velocidad de enfriamiento. Cuando existe un grado adecuado de subenfriamiento, se puede evitar la formación de una fase en exceso como componente estructural independiente.
Cuando el acero hipoeutectoide que contiene una pequeña cantidad de austenita eutectoide se expone a un enfriamiento lento, la ferrita eutectoide crece en los granos de ferrita en exceso y el Fe3C eutectoide queda como capas intermedias estructuralmente libres en el límite de grano. En el acero hipereutectoide, el eutectoide también puede estar sujeto a degeneración estructural. La cementita, que se forma debido a la precipitación eutectoide bajo un enfriamiento muy bajo por debajo del punto A1 (por encima de 700 °C), se deposita sobre cementita secundaria. Al costado se notan áreas de ferrita estructuralmente libre. Esta transformación eutectoide, que se acompaña de separación de las fases, se considera anormal. En la transformación eutectoide normal, la ferrita y el Fe3C crecen juntos en forma de colonias con una alternancia regular de las dos fases. En el caso de una transformación inusual, una mezcla gruesa de ferrita y Fe3C no tiene una estructura eutectoide distintiva. Durante una transformación eutectoide, el mecanismo puede cambiar de anormal a normal. Por lo tanto, con un enfriamiento rápido y un subenfriamiento correspondientemente pronunciado de la austenita, la transformación anormal puede suprimirse por completo.
En caso de exceso de ferrita en aceros hipoeutectoides, la ferrita se encuentra en dos formas, a saber (i) granos equiaxiales compactos y (ii) placas de Widmanstätten orientadas. Los precipitados compactos de ferrita hipoeutectoide aparecen principalmente en el límite del grano austenítico, mientras que las placas de Widmanstätten se forman dentro de los granos. La ferrita de Widmanstätten se observa solo en aceros con menos de 0,4 % C y granos de austenita bastante gruesos. A medida que disminuyen las dimensiones de los granos de austenita, crece la proporción de ferrita en forma de granos equiaxiales. La ferrita de Widmanstätten se forma en el intervalo de temperatura de A3 (50 °C) a 600 °C a 550 °C. Con un aumento en el contenido de C del acero, la proporción de ferrita de Widmanstätten en la estructura disminuye.
Se supone que la ferrita de Widmanstätten se forma debido a un reordenamiento gamma-alfa de cizallamiento de la red, que se acompaña de un movimiento interrelacionado ordenado de átomos. Los granos equiaxiales de ferrita crecen por un reordenamiento difusivo normal de la red con una transición desordenada de átomos a través del límite gamma/alfa.
Uno de los métodos utilizados para reforzar los aceros consiste en dotar a la estructura de ferrita hipoeutectoide que contiene precipitados de carburos dispersos. Para producir una estructura de este tipo, el acero debe calentarse hasta que los carburos especiales se disuelvan en austenita y luego enfriarse rápidamente para evitar la precipitación habitual de carburo directamente de la austenita antes de que comience a formarse la ferrita hipoeutectoide.
Transformación de martensita
La transformación de la martensita se debe al enfriamiento rápido (enfriamiento rápido) de la fase de alta temperatura. A continuación se exponen las principales características de la transformación martensítica en aceros C.
- La transformación de la martensita tiene lugar debido al rápido enfriamiento del acero desde una temperatura superior a A1, por ejemplo, en agua. Debido al enfriamiento rápido, se suprime la precipitación difusiva de austenita a una mezcla bifásica de ferrita y carburo. La concentración de C en la martensita coincide con la de la austenita. La transformación de la martensita tiene lugar sin ninguna difusión.
- La transformación de austenita en martensita comienza a partir de la temperatura de inicio de martensita (Ms). Ms por lo general no depende de la velocidad de enfriamiento. La martensita se forma durante un cierto intervalo de temperatura. La temperatura particular está determinada por el contenido de C del acero.
- La terminación del enfriamiento durante el intervalo de temperatura Ms-Mf (acabado de martensita) suspende la formación de martensita. Esta característica distingue la transformación de martensita de la transformación de perlita. En la transformación de perlita, la transformación continúa hasta el final a una temperatura constante por debajo del punto A1, y el resultado final es una desaparición completa de la austenita dado un tiempo de mantenimiento isotérmico suficiente. Con la transformación de la martensita, queda una cierta cantidad de austenita retenida.
- La transformación de martensita no tiene período de incubación. Una cierta cantidad de martensita se forma instantáneamente por debajo de la temperatura Ms.
- Al enfriarse por debajo de Ms, la cantidad de martensita aumenta rápidamente debido a la rápida formación de nuevas placas. Las placas inicialmente formadas no crecen con el tiempo.
- La red de martensita está orientada regularmente en relación con la red de austenita. Existe una cierta relación de orientación entre las redes.
La temperatura Ms caracteriza un acero de cierta composición que ha sido sometido a un pretratamiento particular. En un acero dado, la transformación martensítica comienza a la misma temperatura sea cual sea la velocidad de enfriamiento. Esta temperatura depende de la composición del acero y disminuye mucho a medida que aumenta el contenido de C del acero. Parte del C entra en carburos, que coexisten con la austenita. Los carburos se disuelven en austenita si se aumenta la temperatura de enfriamiento. Por lo tanto, la concentración de C de la austenita aumenta y el punto Ms disminuye.
La formación de martensita se considera un mecanismo de cizalla del reordenamiento de la red austenítica. El mecanismo martensítico (cizallamiento) de transformación de fase es bien conocido por un movimiento interrelacionado ordenado de átomos a distancias más cortas que el espacio interatómico, y los átomos no intercambian lugares. Un átomo en la fase inicial conserva a sus vecinos en la fase martensita. Esta es la principal característica específica de un reordenamiento por cortante de la red.
Esta naturaleza del reordenamiento de la red proporciona coherencia al límite entre las fases antigua y nueva. La coherencia (conjugación elástica) de las redes en el límite entre la martensita y la fase inicial asegura un movimiento muy rápido del límite hacia la matriz incluso a bajas temperaturas. Los átomos se mueven cooperativamente a distancias más cortas que el espacio interatómico que da como resultado el crecimiento del cristal de martensita.
Con el crecimiento del cristal de martensita, se acumula una deformación elástica en el límite de coherencia. Al llegar al YS, la coherencia se altera. Los átomos se desordenan en el límite entre el cristal de martensita y la matriz inicial. El movimiento de deslizamiento del límite se vuelve imposible. Por lo tanto, se termina el crecimiento del cristal por el mecanismo martensítico, y luego el cristal puede crecer solo por difusión. Pero la transformación de la martensita tiene lugar a bajas temperaturas, donde la velocidad de difusión es muy pequeña. Por lo tanto, después de que se rompe la coherencia, se observa poco o ningún crecimiento del cristal de martensita.
La transformación polimorfa de soluciones sólidas por el mecanismo martensítico se caracteriza por la ausencia de redistribución difusiva de los componentes. Aquí se describen las condiciones que son necesarias para el mecanismo martensítico por el cual la fase de alta temperatura se transforma en la fase de baja temperatura. La transformación de martensita no es posible con un subenfriamiento pequeño. Esto se debe al hecho de que en el caso de un reordenamiento desordenado de la red, la deformación elástica está determinada únicamente por cambios en el volumen, mientras que con la transformación de martensita depende adicionalmente de la coherencia de las redes de los cristales iniciales y de martensita. A medida que aumenta el grado de subenfriamiento, la tasa de reordenamiento desordenado de la red aumenta, alcanza un máximo y luego cae. Para obtener el mecanismo martensítico de transformación polimorfa en Fe, el acero debe sobrecalentarse fuertemente en el rango gamma y luego enfriarse muy rápidamente para suprimir el desarrollo de la transformación normal.
Durante la formación de martensita, se produce el reordenamiento de la red fcc de austenita a la red tetragonal bcc de martensita, que es similar a la red bcc de alfa-Fe. La red austenítica se transforma en red martensítica a través de la deformación de Bain que consiste en la compresión de la celda tetragonal de austenita a lo largo del eje c y un aumento simultáneo de dimensiones a lo largo del eje a. El grado de distorsión tetragonal de la red de martensita, c/a, crece directamente con la concentración de C de martensita. La red de martensita conserva la tetragonalidad a temperatura ambiente. Se ha establecido la relación de orientación de las fases inicial y martensítica.
Hay muchas hipótesis sobre la naturaleza de la nucleación de martensita. Muchos de ellos abogan por una nucleación heterogénea en sitios de defectos especiales en la matriz inicial.
La martensita se divide en dos tipos básicos con respecto a la morfología. Estos son martensita en placa y martensita masiva. Son diferentes en forma, arreglo mutuo de cristales, subestructura y plano de hábito. La martensita de placa (aguja) se encuentra más a menudo en acero alto C. Los cristales de martensita tienen forma de finas placas lenticulares. Las placas que aparecen primero pasan por toda la unidad, la dividen en partes separadas. Pero no pueden cruzar el límite de grano de la matriz. Por lo tanto, la dimensión de la placa está limitada por la dimensión del grano de austenita. Se forman nuevas placas de martensita en las secciones de austenita. Aquí la dimensión de la placa está limitada a la dimensión de la sección. Si el grano de austenita es pequeño, las placas de martensita son tan finas que la estructura de agujas de la martensita no se puede ver en las muestras de microsección. Tal martensita se llama estructura menos martensita, y es la más deseable.
Se puede observar martensita masiva (rejilla) en acero de C bajo y acero de C medio. Los cristales de este tipo de martensita tienen forma de placas interconectadas que tienen aproximadamente la misma orientación. Las placas de martensita maciza están separadas por límites de ángulo bajo.
Transformación de la bainita
La transformación de la bainita es intermedia entre las transformaciones de perlita y martensita. La cinética de transformación de la bainita y la estructura formada muestra características tanto de transformación difusiva de perlita como de transformación difusiva de martensita. Como resultado de esta transformación se forma una mezcla de ferrita y carburo. Esta mezcla se llama bainita. El mecanismo de transformación de la bainita involucra el reordenamiento de gamma a alfa de la red, la redistribución de C y la precipitación de carburo.
Aquí se explica la cercanía de la transformación de bainita a sus contrapartes de perlita y martensita. El movimiento de difusión de los átomos del componente básico, Fe, se suprime casi por completo en el rango de transformación de la bainita. Entonces la formación de gamma a alfa de ferrita es difícil debido a la supresión de la precipitación de perlita. Sin embargo, la difusión de C es bastante activa y provoca la precipitación de carburos. En el rango intermedio, los cristales de fase gamma se forman a través de un crecimiento coherente como las placas de martensita. Pero las placas de fase alfa se forman lentamente en lugar de instantáneamente.
This is due to the fact that over the intermediate temperature range the alpha phase can precipitate only from the C depleted gamma phase. Thus the growth rate of the alpha phase crystals depends on the C diffusive removal rate. In this case, the martensite start point Ms in austenite rises and the martensite gamma to alpha transformation takes place at temperatures above the temperature Ms typical of the steel with a given composition.
At the instant of martensite transformation, the C concentration remains unchanged. Only the crystal lattice is altered and a supersaturated a solution is formed. Carbide precipitates after gamma to alpha transformation.
There is a difference between upper and lower bainite, which are formed in the upper and lower parts of the intermediate temperature range. The conventional boundary between the bainite is close to 350 deg C. Upper bainite has a feathery structure, whereas lower bainite shows an acicular morphology, which is close to that of martensite. The difference in the structures of upper and lower bainite is due to the difference in the mobility of C in the upper and lower parts of the bainite temperature range.
The alpha phase substructure of upper bainite resembles the substructure of massive martensite in low C steel, while the alpha phase structure of lower bainite approaches the structure of martensite in high C steels. In upper bainite, carbide particles can precipitate both at lath boundaries and inside laths. This fact suggests that here carbides precipitate directly from austenite. In lower bainite, carbide is found inside the alpha phase. This is since carbide is formed during precipitation of a supersaturated solid solution of C in the alpha phase. Both upper and lower bainite shows a high density of dislocations inside the alpha phase. Fe3C is the carbide phase in upper bainite and epsilon carbide (Fe2C) in lower bainite. As the holding time is increased, Fe2C turns into cementite. The dimensions of austenite grain have no effect on the kinetics of martensite transformation.
Tempering
The processes which take place during tempering are precipitation and recrystallization of martensite. Quenched steel has a metastable structure. If subjected to heating, the structure becomes closer to equilibrium. The nature of the processes which occur during tempering is determined by three major characteristics of quenched steel namely (i) strong super saturation of the martensite solid solution, (ii) high density of crystal lattice defects (dislocations, low angle and large angle boundaries, and twin interlayers etc.), and (iii) presence of retained austenite.
The main process taking place during tempering of steel is the precipitation of martensite accompanied by formation of carbides. Depending on the temperature and duration of tempering, the martensite precipitation can involve three stages namely (i) pre-precipitation, (ii) precipitation of intermediate metastable carbides, and (iii) precipitation and coagulation of cementite. Retained austenite can precipitate simultaneously. Since there is a high density of dislocations in martensite, hence its substructure is similar to the substructure of steel which is work hardened. Hence, polygonization and recrystallization can develop during tempering.
When C steel is tempered, super-saturation of the gamma solution in austenite increases with an increase in the C content of steel. This leads to lowering of the Ms-temperature and transition from massive martensite to plate martensite. The amount of retained austenite also increases.
The segregation of C represents the first structural changes which take place during tempering of C steel. The segregated C can nucleate heterogeneously at lattice defects or homogeneously in the matrix. The heterogeneous nucleation of the segregated C takes place either during quenching or immediately after it.
Flat homogeneous clusters of C atoms not connected with lattice defects are formed at tempering temperatures of less than 100 deg C. This is due to the considerable displacements of Fe atoms and the appearance of elastic distortions. As the tempering temperature is increased, the clusters become larger and their composition is close to Fe4C. This process is dependent on the C diffusion. Metastable Fe2C is formed above 100 deg C. It has a hexagonal lattice and appears directly from C clusters when the C concentration is increased. Metastable Fe2C can also precipitate directly from the alpha solution. Fe2C precipitates as very fine (10 nm to 100 nm) plates or rods at low temperatures. With an increase in tempering temperature or time, Fe2C particles become coarser and precipitate in steels containing a minimum of 0.2 % C. In steels with a high Ms-temperature, partial precipitation of martensite is associated by the deposition of excess carbide and is obtained during quench cooling in the martensite range. Hence self-tempering of these steels occurs during their quenching.
Cementite is formed at a temperature higher than 250 deg C. Two known mechanisms of Fe3C nucleation are (i) precipitation directly from a supersaturated alpha solid solution and growth of Fe3C particles at the expense of the dissolution of less stable carbides, and (ii) appearance of Fe3C as a result of transformation of the intermediate carbide lattice to the Fe3C lattice.
In the final stage of the carbide formation during tempering, coagulation and spheroidization of carbide take place. These happen intensively starting from 350 deg C to 400 deg C. At temperatures higher than 600 deg C, all Fe3C particles have a spherical shape and undergo coagulation only.
A substantial part of the tempering process is devoted to the precipitation of retained austenite accompanied by deposition of carbides. Precipitation occurs over the temperature range of 200 deg C to 300 deg C. During tempering, retained austenite transforms into lower bainite.
A decrease in the C concentration of the alpha phase during carbide formation results into changes in the phase structure. Martensite precipitation is conventionally divided into two stages. The first stage of precipitation is achieved below 150 deg C when the mobility of C atoms is sufficient for the formation of carbide plates. But, it is insufficient for the carbide plates to grow by diffusion of C from the areas of non-precipitated martensite with a high C concentration. This results in a non-uniform content of C in different areas of the martensite and hence inhomogeneity of martensite results with respect to its tetragonality. In areas with precipitated carbide, tetragonality is lower than in non-precipitated areas. Two solid solutions with different C concentrations coexist. For this reason the precipitation is referred to as a two -phase precipitation. The two phase precipitation of martensite results from the deposition of new carbide particles in areas containing martensite with the initial C concentration. Carbide particles do not grow at this stage.
At the second stage of martensite precipitation (150 deg C to300 deg C the alpha solution is depleted of C owing to diffusive growth of carbide particles, but the process proceeds very slowly. Hence, the precipitation kinetics is due to the rapid depletion of the alpha solution in carbon. Subsequently, depletion of the solid solution in C stops. At 300 deg C around 0.1 % C is left in the alpha solution. Above this temperature, no difference between the lattice of the alpha solution and that of the alpha-Fe is detected. Below 300 deg C the degree of tetragonality is still measurable. Above 400 deg C the alpha solution becomes completely free of excess C and transformation of martensite to ferrite is finished.
Plates (needles) of quench martensite have a high density of dislocations which is comparable to the density of the deformed steel. However, recrystallization centres and their progress to recrystallized grains are not observed. This is since carbide particles pin dislocations and large angle boundaries. It is only above 600 deg C, when the density of the particles decreases owing to the coagulation, that the recrystallization growth of grains takes place at the expense of migration of large angle boundaries. With this the morphological structures of lath martensite disappear. These processes are hampered in high C steels as compared to low C steels, since the density of carbides is greater in high C steels. The acicular structure is retained up to the tempering temperature of around 650 deg C.
The structural changes which occur during tempering cause alteration of steel properties. These changes depend on the tempering temperature and time. Hardness decreases as the tempering temperature is increased.
Kinetics of transformation of austenite
The kinetics of transformation of austenite is described below.
Isothermal transformation diagrams
It is important to follow the process at a constant temperature for the understanding of the kinetics of the transformation to austenite. For this purpose, isothermal transformation (IT) diagram is usually made which illustrates the isothermal process of austenite precipitation. In IT diagram (Fig 2), the transformation time is in the X-axis shown on the logarithmic scale and the temperature is plotted on the Y-axis. From this diagram, the incubation period (left hand curve) can be determined and also the time required for completion of the process (right hand curve). The instant, steel passes the points A3 and A1 during quenching, is usually taken as the zero time reference.
The time required to achieve the temperature of the quenching medium is frequently neglected. The start and finish of the transformation are difficult to determine from the transformation curve behaviour at the initial and final sections of the curve. Hence, the lines of the IT diagram generally correspond to a certain final volume which has undergone transformation, e.g., 2 % and 98 % for the transformation start and finish, respectively. The volume value is usually not shown in the IT diagram.
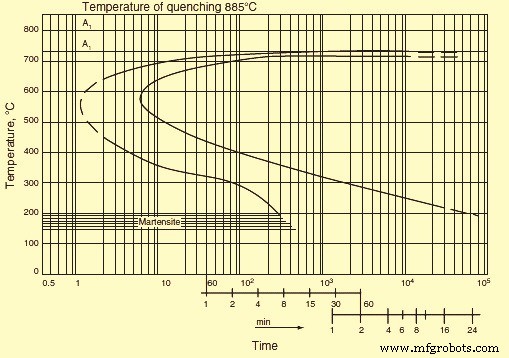
Fig 2 Isothermal transformation diagram
In addition to the curves stated above, IT diagram frequently contains intermediate curves corresponding to certain values of the transformed volume, say 20 %, 50 %, or 80 %. A decrease in the transformation rate causes displacement of the transformation start and finish curves to the right, i.e., toward greater duration. This phenomenon can be seen if the quenching heating temperature increases as a result of a decrease in the number of inclusions and growth of austenite grains. An increase in the transformation rate leads to displacement of the curves to the left. This phenomenon can be accounted for (i) by a decrease in the quenching heating temperature, (ii) the presence of carbides or inclusions, and (iii) refinement of the austenite grain. For a specified sample of steel the temperature which corresponds to a maxi mum transformation rate (the nose of the sigmoid curve) does not, as a rule, change significantly.
Continuous cooling transformation diagrams
Continuous cooling transformation (CCT) diagrams consider the transformation kinetics of eutectoid steel. The major transformation which takes place during annealing cooling of steel is a eutectoid precipitation of austenite into a mixture of ferrite and carbide. The eutectoid transformation kinetics is given by IT diagrams of austenite at a temperature of 727 deg C. The structure attained after tempering below 300 deg C is called tempered martensite. An acicular structure is seen after tempering at 300 deg C to 450 deg C. Tempering over the temperature interval of 450 deg C to 600 deg C shows a distinct dot structure. Austenite is in a thermodynamically stable equilibrium with the ferrite-Fe3C mixture. Stability of undercooled austenite is defined by a period of time during which the appearance of precipitation products in the diagram cannot be registered by conventional methods. The degree of austenite undercooling is the main factor which determines the steel microstructure. The necessary degree of undercooling is provided by either continuous cooling or isothermal treatment.
As seen earlier, in hypo-eutectoid steels the formation of pearlite is preceded by precipitation of hypo-eutectoid ferrite. With a decrease in the transformation temperature and an increase in the degree of undercooling, precipitation of hypo-eutectoid ferrite is suppressed. The amount of pearlite increases and the C content becomes less than that in pearlite of the eutectoid steel. In the region of the maximum transformation rate, the two curves merge. Thus, a purely pearlitic structure is formed in steel with 0.4 % C. In steels containing higher amounts of C, the precipitation of ferrite cannot be suppressed even if the C content decreases. Ferrite precipitation precedes the formation of pearlite even at a maximum transformation rate, but the amount of ferrite is less than that is formed at smaller undercooling.
These propositions are valid for the precipitation of cementite in hyper-eutectoid steels, but it can be suppressed even at relatively small undercooling. In this case, the C content of pearlite becomes higher than that in the eutectoid steel. As a result of suppression of the hypo-eutectoid ferrite precipitation under continuous cooling from the region of the gamma solid solution, the point Ar3 lowers much faster than the point Ar1 as the cooling rate is increased. With a certain cooling rate, both points merge into one point, which corresponds to the formation of a fine plate structure of the pearlite type free of ferrite.
Under continuous cooling the transformation process can also be visualized as diagram in temperature-time coordinates. Therefore the behaviour of cooling curves is to be analyzed to find characteristics of the transformation processes. In this diagram, the ferrite and pearlite start lines are shifted toward longer periods of time compared to the IT diagram. This is due to an increase in the temperature interval necessary for preparing the transformation processes in the austenite lattice. As a result, only part of the incubation period, which is needed for the IT to start, is effective. In this case, the incubation period is the mean of the effective lengths of time corresponding to different periods of time in the given range. This proposition can be used to calculate the behaviour of the transformation start line in the pearlite range from the IT diagram. The reverse calculation is also possible.
Similar to the pearlite range, in the bainite temperature range, the precipitation of undercooled austenite starts after a certain incubation period. Resemblance of the bainite and pearlite transformation kinetics consists not only in the presence of an incubation period but also in the character of the volume increase during isothermal soaking which is the fraction of the transformed volume of austenite increases first with acceleration and then with deceleration. At the same time, as in the case of the martensite transformation, retained austenite does not disappear completely during the bainite transformation. Every point in the bainite finish curve corresponds to certain amount of retained austenite. Similar to the pearlite transformation, the bainite transformation can take place both during isothermal soaking and under continuous cooling. Austenite which has not been transformed over the bainite range turns partially into martensite when the steel is cooled to room temperature. Since the austenite is inhomogeneous with respect to the C content after the bainite transformation, martensite is formed predominantly in C enriched regions.
For the high alloy steel, IT curves can be separated by a temperature interval in which undercooled austenite is highly stable. In this interval, pearlite precipitation does not take place for many hours, while undercooling is inadequate for the bainite transformation. In C steel, the bainite transformation proceeds concurrently with the pearlite transformation. Products of the pearlite transformation dominate at higher temperatures, and those of the bainite transformation at lower temperatures.
During the transformations of austenite on cooling in the martensite range, martensite component in the steel structure appears when the cooling rate achieves a certain value. The minimum cooling rate at which the martensite component is formed is called the lower critical rate of cooling. The rate at which transformations by the pearlite and bainite mechanisms are suppressed completely is referred to as the upper critical rate of cooling (quenching). If the conditions of austenite formation (austenitization temperature and the holding time at this temperature) and the cooling conditions (cooling rate exceeds the upper critical rate) are constant, the location of the martensite start point Ms depends only on the contents of C and alloying elements in the steel.
If the cooling rate is high, the formation rate of separate needles of martensite is also high, and transformation of austenite to martensite begins on reaching Ms-temperature. It continues on subsequent cooling to lower temperatures. As the temperature of the quenching medium is lowered, the amount of formed martensite increases first quickly and then slowly. With an increase in the quenching heating temperature (austenitization temperature), the transformation also shifts toward lower temperatures as more of the alloying elements are taken into solution. A certain amount of martensite can be formed during isothermal holding, but it is not high in C steels. Retained austenite is stabilized during isothermal holding. As a result, more martensite is formed during subsequent cooling. Formation of martensite stops at the point Mf. There is a relationship between some factors which influence the stabilization of martensite. The effect of stabilization increases with the amount of martensite in the structure or, the amount of martensite being equal, with temperature.
There is a close link between the CCT and IT diagrams. When resolving practical issues involved in heat treatment of steel, it is sometimes necessary to know how the continuous cooling rate affects the structure formed as a result of austenite transformation. For this, there have been efforts to establish the relationship between the transformation kinetics of austenite under isothermal conditions and under continuous cooling conditions. The efforts have started from the concept of additivity of the transformation processes at different temperatures. It has been presumed that holding of undercooled austenite at a preset temperature is part of the incubation period. However, it has been found, that calculated and experimental data coincide satisfactorily only if the pearlite transformation is continuous.
If the pearlite transformation is preceded by precipitation of eutectoid pearlite or the pearlite and bainite transformations occur concurrently, calculated data are at a discrepancy with the experimental data. It has been found that the discrepancy is due to the factors namely (i) holding of austenite during the time accounting for fractions of the incubation period causes acceleration of the subsequent intermediate transformation at the expense of preparatory processes, (ii) precipitation of hypo-eutectoid ferrite alters the austenite composition which delays the subsequent intermediate transformation, (iii) partial transformation of austenite over the intermediate range reduces the rate of the said trans formation at lower temperatures and facilitates an increase in retained austenite which is due to a redistribution of C and enrichment of the non-transformed part of austenite in carbon, and (iv) a change in the cooling rate over the martensite range affects stabilization of austenite in different ways.
For the above reason, special methods of constructing thermo-kinetic transformation diagrams of austenite subject to continuous cooling have been elaborated for non-eutectoid steels. From these diagrams it is possible to determine the critical rate of quenching cooling or continuous cooling which is necessary to complete a particular stage of austenite precipitation.
It has been seen that the CCT diagram is a function of the bar diameter. When steel is subjected to martensitic hardening, it is required to be cooled from the quenching temperature so that on undercooling to a temperature below the Ms point austenite has no time to precipitate and form a ferrite-carbide mixture. For achieving this, the cooling rate is to be less than the critical value. The critical cooling rate is the minimum rate at which austenite does not precipitate to a ferrite-carbide mixture. Of course, the cooling rate of steel products is non-uniform over their cross section. It can be higher than the critical rate on the surface and lower than the critical rate at the centre.
The critical cooling rate at different points of a product can be directly determined from an IT diagram. In the first approximation, it is given by the slope of the tangent to the C curve which denotes the austenite precipitation onset. This method gives a value which is around 1.5 times the true critical rate. The cooling rate can be determined more accurately if thermo-kinetic diagrams are used. Intercepts of the cooling curves with the lines of the thermo-kinetic diagrams show the start and finish temperatures of the corresponding transformation.
From the transformation diagram, it is possible to determine, for example, the rate which provides 40 % martensite in the structure or the rates at which the entire transformation occurs in the pearlite range, i.e., hardening is omitted altogether. Because the data on the critical hardening rate depend on cooling time and is to be associated with a specific temperature (at which direct measurements of the hardening rate are practically impossible), it is proper to specify the cooling time for a specific interval of temperature, for example, from the point A3 to 500 deg C. Point A3 in the diagram is the time reference. Then it is possible to directly determine the critical cooling time K (Km for fully martensitic hardening, Kf for initial appearance of ferrite, and Kp for full transformation in the pearlite range).
Since the cooling time and the progress of the subsequent cooling of the sample during end-face hardening are known, the outcome of hardening can be determined from the transformation diagram. It is to be remembered that a transformation diagram is valid only for particular conditions of melting and homogenization. Deviations in the composition or grain dimensions cause changes in the trend of thermodynamic curves. This is explained by the fact that an increase in the homogenization temperature and time and, consequently, enlargement of the grains enhance the stability of austenite. Conversely, refinement of grains lowers the critical cooling rate, since stability of austenite decreases with an increase in the extent of grain boundaries.
Hardenability
The depth of the hardened zone is termed hardenability. This is one of the most important characteristics of steel. Since the cooling rate is non-uniform along the cross section of a sample, austenite can pass into martensite in surface layers only, while at the centre of the sample austenite undergoes the pearlite transformation. In the first place, hardenability depends on the critical cooling rate. An examination of the temperature curves plotted for different areas of the sample shows that the cooling rate of the core of a large diameter product is lower than the critical value and hence the core is not martensitically hardened. Martensite is present in the surface layer only.
After hardening treatment, a bulky part with a large cross section can show the entire range of structures such as a smooth transition from martensite near the surface through troostite-martensite and troostite to pearlite at the centre. The geometry of samples can influence the character of the cooling curves. However, given the same surface-to-volume ratio, the curves coincide in general. The highest changes in the cooling rate are experienced by the diameter of samples.
Considering the above, for achieving a through hardening of bulky products or full martensitic hardening to the core of a product, it is essential to provide the critical hardening rate along the entire cross section of the product. IT and CCT diagrams can be used to determine this rate. The diagrams are usually plotted for different grades of steel, taking into account the progress of cooling in different sections and in different hardening media.
The hardenability of steels depends on the steel composition, specifically on the C content. In the steel hardenability diagrams, the hardenability of each grade of steel is normally presented as a hardenability band. These diagrams have been plotted for almost all existing grades of steel. They show how to achieve hardening of a product made of particular steel.
Hardenability of steel is also categorized by IT curves. The more the curve is shifted to the right along the X-axis, the greater is the hardenability of the steel. This is explained by the fact that the rightward shift of the IT curve is due to better stability of austenite.
An improvement in the stability of undercooled austenite and hence an increase in the critical hardening rate lead to a greater depth of hardening. Then hardenability depends on all the factors which improve the stability of undercooled austenite. As an example, the stability of austenite can be raised by alloying steel with chromium and tungsten. These elements lower the austenite precipitation rate and can make steel an air-hardening one. Steel with a normal content of impurities is hardened to strength ten times that of a pure Fe-C alloy.
Elevation of the hardening temperature favours an increase in the hardening depth due to the homogenization of austenite and enlargement of austenite grains. Refinement of grains impairs hardenability as grain boundaries affect the stability of austenite. The hardening depth also depends on the hardening medium used. The greater is the intensity of cooling, the greater is the depth of hardening. Besides, the hardening depth depends on the cross-sectional diameter of the products. The critical diameter is that of the greatest cross section which lends itself to through hardening in a given hardening medium. The critical diameter is different for different hardening media and characterizes the hardenability provided by a particular method only.
Hardenability has an effect on the mechanical properties of steel. In the case of through hardening, the properties do not differ along the cross section of a product. Otherwise they decrease from the surface to the centre. The analysis of the influence of hardenability on the properties of steels which have been tempered after hardening shows that a high temperature favours equalization of hardness along the cross section. However, the structure of weakly hardenable steels remains inhomogeneous. This is due to a grain structure appearing on the surface, where martensite is formed during quenching, while a lamellar structure remains at the centre. A grain structure is present along the entire cross section of through-hardening steel. This determines the character of changes in the properties of steels with different hardenability. The properties which are independent of the Fe3C form (YS, specific elongation, impact strength) differ.
The properties of tempered steels (fracture stress, YS, impact strength, reduction in area) are impaired if ferrite precipitates during quenching. The mechanical properties of a product depend on its cross-sectional area. To obtain the best mechanical properties in the tempered state, a grain structure is required to be provided along the entire cross section; i.e., through hardenability is to be ensured in the quenched state.
Grain size
It is necessary to know the material structure while analyzing any processes or properties associated with grain boundaries. Most of the steel materials have polycrystalline structure and they comprise a set of grains separated by boundaries. The grain boundary is one of the basic structural elements in polycrystalline steel materials. The grain boundary represents an interface between two differently oriented crystals. This is the region of crystal imperfection. It is capable of moving and adsorbing impurities. The boundary has a high diffusive permeability.
In polycrystalline steel materials, the boundaries determine the kinetics of many processes. For example, movement of grain boundaries controls the process of recrystallization. A high diffusive permeability of grain boundaries determines the kinetics of diffusion-dependent processes at moderate temperatures. Embrittlement of steel material is connected with enrichment of grain boundaries in impurities.
Grain boundaries are normally divided into two large groups namely (i) low angle boundaries, and (ii) large angle boundaries. Low angle boundaries are sub-grain boundaries with an angle of less than 10 degrees. They represent networks or walls of dislocations. The structure of large angle boundaries is much more complicated. The progress in understanding the structure of grain boundaries is connected with elaboration of the models describing the observed microscopic properties of the boundaries.
Grain size determination
The size of the grain that is formed under a given treatment is determined from micro-sections after their etching. For C and alloyed steels the reagent used is 1ml to 5 ml HNO3 +100 ml ethyl or methyl alcohol. Austenitic steel is etched in a copper sulphate-chloride solution containing 10 grams copper sulphate, 50 ml hydrochloric acid, and 50 ml water. When C and low alloy steels are etched, the reagents turn pearlite dark and make visible the ferrite grain boundaries, the martensite structure, and tempering products. The etching rate rises with the amount of nitric acid. The etching time is from several seconds to a minute. Etching of austenitic steel reveals the austenite structure and the austenite grain boundaries.
Carburization is also used to establish the austenite grain boundaries. In this case, samples are heated to 930 deg C in a carburizing medium (e.g., a mixture of 40 % BaCO3 and 60 % charcoal), cooled, and etched.
In addition, an oxidation method is used according to which micro-sections are heated in vacuum to a temperature 20 deg C to 30 deg C higher than the quenching temperature and are soaked for 3 hours. Subsequently air is fed to the furnace for 30seconds to 60 seconds, and the samples are cooled in water. Before quenching it is desired to heat samples in borax melt at 930 deg C to 950 deg C for 30 seconds to 40 seconds and then cool them in water. After these treatments micro-sections are polished and etched in a 15 % solution of hydrochloric acid in ethyl alcohol. Grain boundaries are seen as the oxide network.
Apart from this, use is made of the method of etching austenite grain boundaries, the method of the network of ferrite (for steels with a C content of up to 0.6 %) or Fe3C (for hypereutectoid steels), and the method of the pearlite network for steels which are closer in composition to eutectoid steels.
The grain size is determined by comparing the observed microstructure at a 100x magnification with standard scales (the scales are elaborated so that at a magnification of 100x the grain number N corresponds to the formula ‘n =8 X 2 to the power n’, with n the number of grains per sq mm of the micro-section area) or by counting the number of grains per unit area of the micro-section, or by calculating the mean nominal diameter of the grains or their number per cubic millimeter.
The austenite grain boundary structure which is produced on heating above the critical points is important since the austenite transformation products formed during cooling (martensite and pearlite etc.) appear inside austenite crystals. A coarse austenite grain determines a coarse plate structure of martensite during quenching or a coarse cellular network of ferrite (cementite) precipitates at the boundary of the initial austenite grains during annealing or normalization. The pearlite structure is also the coarser and the larger is the pearlite grain.
As is known, a coarse grain structure of steel (ferrite-pearlite, martensite, etc.) is characterized by lower mechanical properties. For this reason a fine-grain structure of steel is desirable in practice.
Grain size refinement
It is possible to refine a coarse-grained structure and this is widely used in the heat treatment of steel. The grain refinement, which takes place on heating steels above the Ac3 temperature, is related to a transition to the austenite state through nucleation of numerous centres of the austenite phase. Development of these centres leads to formation of a relatively fine grained structure. Above Ac3 temperature, the cross sectional size of the grain is 10 mm -30 mm. Initially the grain size is independent of the grain of the starting structure. It can be very fine irrespective of whether the starting structure of the steel is fine or coarse. A fine grain structure of the restored austenite provides a fine grain structure of cooled steel irrespective of the structural components (pearlite, bainite, or martensite) which are formed. This is due to the fact that all the transformation products nucleate within each separate grain of austenite.
Excess phases (ferrite in hypo-eutectoid steel and Fe3C in hyper-eutectoid steel) precipitate at boundaries of small austenite grains, and the pearlite transformation is accompanied by the appearance of smaller pearlite colonies. Fine austenite grains determine the formation of fine-needle martensite. This underlies the grain refinement effect which is associated with heating above Ac3 temperature. Heating the steel above Ac3 temperature during full annealing, normalization, or quenching is followed by recrystallization. With an initially coarse grain structure, recrystallization results in refinement of grains at a heating temperature corresponding to Ac3 temperature.
If the heating temperature is much higher than Ac3 temperature, then the grain is enlarged again, and the expected correction of the structure during the gamma to alpha transformation does not take place. Refinement of crystallites is especially pronounced when transformation to the austenite state starts in many centres inside the initial structure. The formed centres are to have a random orientation, which is not connected with the orientation of the alpha phase in the initial structure. Normally such centres are sufficiently large in number so that the grain size does not exceed 15 mm to 30 mm. During pearlite precipitation of austenite, breaking of an austenite grain into pearlite colonies, each of which can be considered an independent grain, also represents refinement of steel.
Strengthening mechanism in steel
There are four strengthening mechanisms in steel namely (i) solid solution strengthening, (ii) grain size refinement, (iii) dispersion strengthening, and (iv) work hardening.
Solid solution strengthening is a phenomenon which occurs when the number of impurity atoms in the lattice of the basic element is so small that they are incapable of forming both stable and metastable precipitation phases under any heat treatment conditions. However the impurity atoms favour improvement of the mechanical properties. The presence of impurity atoms in the matrix lattice leads to distortion of the lattice because of the difference in size between the atomic radii of the impurity and the basic component. This in turn leads to the appearance of elastic deformation fields, which retard movement of dislocations in slip planes under the action of applied stresses. In addition, the impurity atoms can obstruct movement of dislocations by forming impurity atmospheres around them. Both of the above factors play a leading role in solid solution strengthening.
Carbon which is statistically uniformly distributed in the lattice of the alpha iron has an influence on the structure and properties of alpha iron. Solubility of C in alpha iron is much lower than in the gamma iron. It forms interstitial solid solutions with both types of irons. However, whereas the gamma iron lattice has sufficiently large pores for implantation of C atoms, the cubic lattice of the alpha iron suffers. Upon introduction of C atoms, a tetragonal distortion takes place which is similar to the one of the martensite lattice except that in the former case the distortion is much smaller. In addition, inserting of C atoms causes the entire lattice of the alpha iron to somewhat expand. Hence, C affects the properties of the alpha phase. Actually, there is a dependence of the YS on the C concentration in the solid alpha solution. The influence which C exerts on plastic deformation resistance of the alpha phase is due to its strong interaction with dislocations as well as pinning of the dislocations and elastic deformations arising as a result of the tetragonal distortion of the alpha phase lattice after insertion of C atoms.
The presence of C in lattices of different structural components formed during thermal treatment of steel also leads to changes in their mechanical properties. As an example, the location of inserted C atoms primarily in one of the sub-lattices of interstitial sites during the martensite formation brings about additional tetragonal distortions of the martensite crystal lattice. This enhances plastic deformation resistance owing to the interaction between the stress fields around C atoms and those at dislocations. The influence of C dissolved in the alpha phase on the mechanical properties of steel is also witnessed in the case of the ferrite – pearlite transformation. The dissolution of part of the C in the alpha phase suggests that the solid solution strengthening of the phase is one of the factors providing the high strength properties of intermediate transformation products.
Grain size refinement of steel has a strengthening effect on steel. Impact strength is especially sensitive to the austenite grain size, and it decreases with grain enlargement. A decrease in the dimensions of pearlite colonies inside the initial austenite grain also favours a rise in impact strength.
Although the grain size has a considerable effect on impact strength, its influence is small if any on the individual mechanical properties such as hardness, fracture stress, YS, and specific elongation. Only the actual grain size affects steel properties, the inherited size has no effect. However, the technological process of heat treatment is determined by the inherited grain.
In the steels, precipitation of supersaturated solid solutions formed during quenching is followed by precipitation of disperse particles enriched in atoms of the alloying components. The strength (hardness) of the steels increases with the precipitation of these particles. The increment in the value of these characteristics increases as the dispersion and volume fraction of the particles increase. This phenomenon has been referred to as dispersion strengthening.
Precipitation of supersaturated solid solutions takes place during the heating (aging) of quenched steels. The strengthening is due to an increase in resistance to the movement of dislocations in a crystal when obstacles (barriers) of any type are formed. In aging steels, dislocations meet regions which retard their movement. The character of interaction between moving dislocations and precipitates of the second phase can be different depending on the phase morphology and structure. The total effect of aging on the strength properties of steels is determined by (i) the strength of the precipitates formed, (ii) the volume fraction of precipitates, (iii) the degree of precipitate dispersion, (iv) morphology, structure, and type of binding with the matrix, and (v) temperature.
When a solid solution of C in alpha Fe is cooled below A1 temperature, C precipitates as Fe3C with lowering of the C solubility and a decrease in temperature. This process takes place under sufficiently slow cooling, which is accompanied by diffusion processes, leading to the formation of cementite. In the case of abrupt cooling (water quenching) C has no time to precipitate. A super-saturated alpha solid solution appears. During subsequent storage at room temperature (natural aging) C tends to precipitate from the solid solution. Carbon enriched regions appear primarily in defective sections of the matrix. Precipitation of C from a supersaturated solid solution during natural aging results in an improvement of its strength properties and hardness. However, plastic properties such as reduction in area, specific elongation, and impact strength are deteriorated and the phenomenon of dispersion strengthening is seen.
As the heating temperature is increased (artificial aging), dispersion strengthening accelerates. This is due to the intensification of diffusion processes with an increase in temperature. The total process of C precipitation from the super-saturated solid solution in alpha Fe comprises several successive processes. Mechanical properties and hardness are not sensitive to structural changes which take place during the aging of the steels. Sharp changes in properties indicate alterations in the structural state of the steel.
A maximum change in mechanical properties during precipitation is achieved only if excess crystals in a highly disperse state precipitate. Subsequent coagulation of the crystals leads to degradation of the properties.
The influence of different solubilities of C in alpha Fe on the properties of the steel (dispersion strengthening) during low temperature aging is prominent in low C steels. In steels containing C higher than 0.4 %, the above effects are not noticed due to the influence of Fe3C particles formed during the pearlite transformation. Besides, nucleation of the precipitating phase can be inhibited owing to migration of C to the Fe3C-ferrite interfaces. As a result, the amount of C concentration at lattice defects decreases.
Cold plastic deformation greatly accelerates precipitation of a supersaturated solid solution. This is due to an increase in the density of dislocations, which are preferable sites of heterogeneous nucleation of precipitates as well as to an increase in the concentration of vacancies, which facilitates the diffusion of C to clusters. Mechanical properties change during aging after cold working in the same way as after quenching, that is, the YS, the fracture stress, and hardness are altered. With an increase in aging time, specific elongation and reduction in area decrease and the tendency to brittle fracture is enhanced. The rate of change is higher than in quenched steel. Also, the nature of the changes is different. Whereas in the case of aging after quenching, hardness reaches a maximum and then drops, after cold working hardness does not decrease with the aging time. As the aging temperature is raised, the maximum hardness of quenched steel lowers, while after cold working hardness is independent of the aging temperature. This is explained by the fact that a considerable amount of C is concentrated near dislocations. Few, if any, clusters nucleate in the matrix homogeneously. Consequently, clusters cannot grow at the expense of other clusters, i.e., they cannot coagulate.
An important method used to strengthen steels is deformation strengthening. Strengthening achieved with crystal deformation can be judged from the shape of stress-strain curves. The actual shape of these curves largely depends on the crystal lattice type of the metal, its purity, and thermal treatment.
In the case of cubic lattice steels, strengthening curves are parabolic, whereas for hexagonal lattice metals a nearly linear dependence is observed between the stress and the strain. This fact suggests that plastic deformation strengthening is determined mainly by the interaction of dislocations and is associated with the structural changes which retard the movement of dislocations. Metals with a hexagonal lattice are less prone to deformation strengthening than cubic lattice steels because the hexagonal lattice has fewer easy slip systems. In cubic lattice steels, the slip proceeds in several intersecting planes and directions.
There are three stages during the work hardening. The first stage is due to the easy slip. It depends on the orientation of the crystal relative to external forces and on the presence of impurities. This stage is characterized by a linear dependence of strain stresses on the strain at a small work hardening rate. Dislocations usually slip in primary systems.
In the second stage the work hardening rate is much higher than the first stage. Dislocations move in intersecting slip planes and, on colliding, form additional obstacles to their movement. This state is most extensive in the stress-strain curve. The ratio between the work hardening rate and the shear modulus (or any other elastic constant) is almost independent of the applied stress and temperature. It depends little on the crystal orientation and presence of impurities.
In the third stage changes are possible in the distribution of dislocations. They can either get around obstacles which retard their movement at the second stage or interact with dislocations. As a result, the work hardening rate is lower compared to which is observed during the second stage. At this stage, a partial relaxation of stresses can occur owing to the appearance of the secondary slip system. The reduction of distortion can have the result that deformation continues in the primary system, which gets rid of a certain number of dislocations passing to the system. A characteristic feature of deformation in the third stage is the development of a cross-slip representing the main mechanism by which dislocations bypass the obstacles formed in the second stage.
Heat treatment processes for steels
There are three basic processes for the heat treatment of steels. These are (i) annealing, (ii) quenching, and (iii) tempering.
Annealing
Annealing process of steels has different methods namely (i) diffusion annealing, (ii) softening, (iii) phase recrystallization annealing or full annealing (normalization, high temperature or coarse grain annealing, and pearlitization), and (iv) stress relief annealing and recrystallization annealing.
The objective of diffusion annealing is to eliminate, as far as possible, in-homogeneities in the chemical composition, in particular liquation in-homogeneities, which occur during crystallization of steels. This annealing is usually carried out in the range of the gamma solid solution at a temperature of 1100 deg C to 1300 deg C. Diffusion annealing can be used primarily to smoothen out a difference in the content of alloying elements, the difference being due to the inter-crystal liquation. This shows up as smearing of dendrites with an increase in temperature and heating time. Differences in micro-hardness are removed simultaneously. The overall hardness of the steel decreases since liquation regions possessing high hardness is removed. Some average hardness is attained. The success of diffusion annealing largely depends on the steel purity and liquation. This type of annealing is generally used to improve properties of medium purity steels.
Softening is used to produce the structure of globular pearlite. This structure is very soft and readily lends itself to deformation during drawing and cold rolling etc. Steels with a low C content become too soft after this annealing treatment. The globular pearlite structure is favourable in steels with a C concentration of more than 0.5 %. Another goal of softening is to produce a uniform fine structure with finely dispersed C after quenching. The simplest method of softening consists in holding for many hours at a temperature slightly above Ac1 temperature. In this case, martensite which is left from the previous treatment is removed and the work hardening caused by cold working is eliminated. Cooling after softening can be done in air starting from 600 deg C. Refinement of the structure subjected to softening is achieved only above the point A1 temperature.
Phase recrystallization annealing consists of a twofold gamma to alpha transformation, which takes place during this annealing. It leads to the appearance of a fine grained uniform structure differing completely from the initial structure. Refinement of the grain during normalization results in the disappearance of the Widmanstätten and coarse grained cast structures, which have poor mechanical properties. Inhomogeneity of the structure in the work hardened state is removed. The closer the annealing temperature is to Ac3 temperature and the shorter the holding time at this temperature, the finer is the grain. Refinement of the grain structure is also facilitated if the heating rate to the annealing temperature and the cooling rate from this temperature are increased.
In the case of normalization, cooling is done in air. Here it is important to allow for different rates of cooling along the cross section of large sized products. The arising thermal stresses are removed by stress relief annealing or high temperature tempering. To obtain a fine grained structure, rapid cooling is done only over the transformation temperature interval. The normalization heating temperature is not to be much higher than the transformation point, or else the grain may be too coarse (overheating). An excessively long holding time also have the same result. The optimal heating temperature is determined by the C content.
Stress relief annealing and recrystallization annealing removes macroscopic stresses which are present in cold worked steels due to the dislocation pile ups and crystal lattice distortions. Normally these stresses are very high. Changes in properties which occur during the cold working can be rectified during subsequent heating. The greater is the degree of cold working, the lower is the heating temperature. Depending on the temperature and time of annealing, various structural changes take place in a cold worked material. The changes are divided into recovery and recrystallization processes.
Recovery is a totality of any spontaneous process of variation in the density and distribution of defects before the onset of recrystallization. If recovery proceeds without the formation and migration of sub-grain boundaries inside the recrystallized grains, it is called restoring. If sub-grain boundaries are formed and migrate inside the crystallites, recovery is referred to as polygonization.
Restoring does not include an incubation period. Properties start changing right at the beginning of annealing. Restoring is accompanied by a redistribution of point defects whose concentration decreases subsequently from excess concentration to the equilibrium concentration. Simultaneously, dislocations are redistributed and unlike-sign dislocations are annihilated.
The structure of steel starts changing drastically from a certain annealing temperature. New rather equilibrium grains are seen along with extended cold worked grains. They differ from the grains of the deformed matrix by having a more perfect internal structure. As distinct from the polygonized structure, recrystallized grains are separated from the matrix with large angle boundaries.
The formation and growth of grains with a more perfect structure which are surrounded by large angle boundaries at the expense of initially cold worked grains of the same phase is called primary recrystallization. Recrystallization begins with an incubation period. The recrystallization rate increases initially from zero to a maximum and then decreases due to an ever rising number of new grains in contact with one another.
Inclusions of insoluble impurities (carbides, nitrides) lower the tendency to growth of recrystallized grains. This is especially important in the case of ferritic steels, which are prone to grain growth. Another phase can precipitate during recrystallization in alloy steels which are subjected to a strong cold working.
Sometimes the intensive growth of individual crystals can be seen after a strong deformation and long holding (for several days) at temperatures close to the melting point. This phenomenon is called secondary or collective recrystallization.
Quenching
Quenching is the strengthening treatment. It consists of cooling from the temperature range of the solid solution at such a rate that transformation in the primary and bainite ranges are suppressed and martensite is formed. In this state, steel has the property of the highest hardness. There is a distinction between (i) normal quenching, which is used mainly for treatment of medium C and high C steels, and (ii) quenching after a thermo-chemical treatment (carburization, high temperature cyaniding etc.), which is used for low C steels.
In case of normal quenching for providing a required cooling rate during quenching, different cooling media and methods are used. Water, oil, or air can serve as the cooling medium. Many alloy steels, which have a high stability of austenite, are subjected to step quenching. With this method of quenching, the temperature drop is less than in the case of direct cooling to room temperature and consequently quenching stresses are less.
Some quantity of austenite is retained during quenching even in steels with a relatively small C content. For this reason it is impossible to impart the maximum hardness to a product. Since austenite is stable at room temperature and passes to martensite at lower temperatures, steels are being given a subzero treatment. Under this treatment quenching is continued and steels with a high content of retained austenite are immersed in liquid nitrogen (N2) or quenching mixtures whose temperature is below 0 deg C.
For surface quenching (if it is necessary to harden only the surface layer to a preset depth), special quenching heating schedules are used. The surface of the steel is fully heated, while the core is cold and remains unquenched on subsequent fast cooling. The selection of steel for surface quenching is governed by the sensitivity of the steel to quick heating and cooling. For this reason the C concentration is limited to 0.7 % to prevent cracking of the steel.
Among the quenching defects, the main defects are excessive holding and overheating. They show up as enlargement of martensite needles and coarse grain fracture. This leads to a high brittleness of quenched steel and the formation of cracks. Cracks are frequently formed at the boundaries of initial austenite grains. A low quenching temperature or too short a holding time at the given temperature causes incomplete quenching. In this case, the quenched steel is insufficiently hard.
Carburization is the thermo-chemical treatment which is associated with surface saturation of steel with C and N2. These elements quickly dissolve in Fe by the interstitial method and are capable of rapid diffusion to a considerable depth. Low C steels are subject to carburization. Carburization is usually carried out at 900 deg C to 950 deg C. Gas carburization is used mostly, under which steel is heated in the atmosphere generated from a gas which contains predominantly methane (CH4) or from liquid hydrocarbons (kerosene and gasoline etc.). Carburization is aimed at enrichment of the surface layer with carbon. The required strengthening of the surface layer is achieved by quenching, which is done after the carburization. The specific volume of the quenched carburized layer is higher than the specific volume of the core, and hence considerable compression stresses arise in the layer. This improves the fatigue strength of the steels.
Cyaniding consists of the saturation of the surface of steels with C and N2 in a cyanide-containing salt bath. The C-N2 ratio in the diffusion layer is controlled by changing the medium’s composition and the processing temperature. Advantages of cyaniding over carburization consist in a shorter processing time and improvement in the wear and corrosion resistance (owing to the presence of N2 in the surface layer).
Tempering
The main purpose of tempering is to provide a disperse structure at a preset degree of cooling. In the case of low C steels, quenching serves as tempering even if the steel is not subjected to high temperature tempering it has a high viscosity and a relatively high strength.
When some of the steels are quenched in oil, a structure is formed even during transformation in the bainite range which is more disperse than the one formed after cooling in air. But the most disperse distribution of carbides and the most favorable properties are obtained after martensite tempering. The structure dispersion has the highest effect on the YS. An improvement of the fracture stress and YS and an increase in the fracture stress -YS ratio can be taken as a measure of the tempering efficiency. The tempering efficiency depends on the cross-sectional area and on the content of C and alloying elements in the steels.
Although to achieve a thorough quenching the critical quenching rate has to be exceeded over the entire cross section, full tempering does not require this procedure. As an example, in quenched steel which has martensite in the surface zone and pearlite in the core, the hardness of the core can sometimes be higher than that of the surface zone after tempering. This is particularly the case during a short tempering when precipitation of carbides from martensite proceeds faster than the coagulation of pearlite plates.
Tempering of hypo-eutectoid steels which do not contain free ferrite gives a uniform improved structure. In the presence of ferrite precipitates, the fracture stress-YS ratio decreases and the impact strength is lesser than in the surface zone. Hence, in selecting the content of C and alloying elements and particular conditions of austenitization and cooling, the size of the steel product to be tempered is required to be considered. For tempering to give adequate properties, it is often enough to suppress the formation of ferrite during continuous cooling. Only when a very high fracture stress is required an abrupt cooling is used for tempering. In this case, susceptibility to full tempering can be improved by raising the quenching temperature and thus enlarging the austenitic grain size.
Proceso de manufactura
- Tratamiento térmico de piezas mecanizadas de precisión
- Beneficios del tratamiento térmico al vacío en punzones y matrices
- La importancia de un tratamiento térmico eficaz para punzones, matrices, hojas y aceros para herramientas
- Los principios para lograr un punzonado exitoso
- Los principios fundamentales del rectificado de superficies
- La Bomba de Calor Perfecta Agua Caliente
- Comprensión del tratamiento térmico de solución, recocido, nitruración
- Proceso de tratamiento térmico del acero.
- 3 etapas del proceso de tratamiento térmico
- Tratamiento térmico de aluminio y aleaciones de aluminio
- Tratamiento térmico de cobre y aleaciones de cobre.