


Directrices de diseño de HP Multi Jet Fusion

Multi Jet Fusion permite la producción eficiente de piezas de nylon de uso final utilizando tecnologías aditivas. Aquí hay una lista de verificación para los equipos de diseño.
Introducción
¿Qué es Multi Jet Fusion?
Multi Jet Fusion (MJF) es una forma industrial de impresión 3D que se puede utilizar para producir desde prototipos funcionales de nailon hasta piezas de producción de mayor volumen con una libertad de diseño y propiedades mecánicas excepcionales. El proceso MJF funciona mediante el uso de boquillas de inyección de tinta para distribuir de forma selectiva los agentes de fusión y detallado a través de un lecho con capas de polvo de nailon. A diferencia de la sinterización selectiva por láser, que usa láseres para fusionar el polvo en material sólido, la impresora MJF usa un movimiento de barrido continuo para distribuir agentes y aplicar calor a través de la cama de impresión capa por capa hasta que la pieza está terminada, MJF puede producir piezas de alta calidad. a altas velocidades.
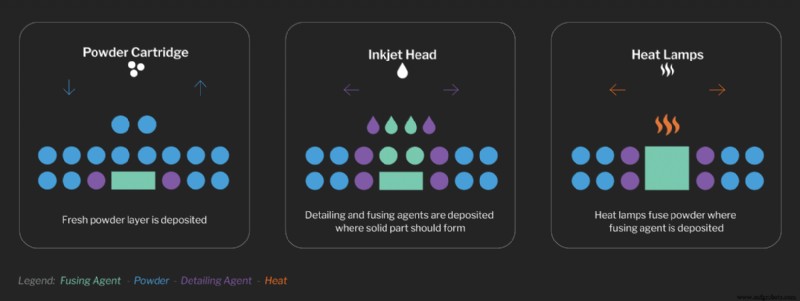
Este proceso de fabricación tampoco requiere estructuras de soporte para producir piezas, lo que permite crear geometrías complejas como canales internos o ensamblajes coimpresos. Las piezas MJF tienen propiedades mecánicas comparables a las moldeadas por inyección, pero sin necesidad de herramientas costosas.
El diseño para la capacidad de fabricación contribuirá en gran medida a garantizar una calidad y un rendimiento óptimos de las piezas, minimizando las necesidades de posprocesamiento e impulsando la reducción de costos. Aquí hay una lista de verificación rápida para ayudar a su equipo a asegurarse de que está siguiendo las mejores prácticas de diseño de MJF.
1. ¿Es MJF un proceso adecuado para mi proyecto?
Antes de sumergirse en los cambios de diseño, es importante asegurarse de que el proceso MJF cumplirá con todos los requisitos del producto. Aquí hay algunas preguntas que debe hacerse:
¿Alguna de las ofertas de materiales cumple con los requisitos de mi producto?
Si bien MJF tiene muchas fortalezas, tiene una lista limitada de materiales aprobados. PA12 y su contraparte de perlas de vidrio son bastante versátiles para aplicaciones de plástico rígido. TPA, una poliamida flexible, puede encontrar uso donde se requiere un material elastomérico. Si los materiales disponibles no cumplen con un requisito específico, es posible que deba considerar un proceso diferente.
¿Mi pieza cabe en el volumen de construcción?
Un factor limitante clave es el volumen de construcción de la máquina, que es de 380 x 380 x 284 mm para la Jet Fusion 4200. En algunos casos, las piezas grandes pueden imprimirse como subcomponentes más pequeños y ensamblarse mediante uniones adhesivas o mecánicas. En este caso, las características de diseño, como las juntas de cola de milano, pueden facilitar la alineación y la adhesión.
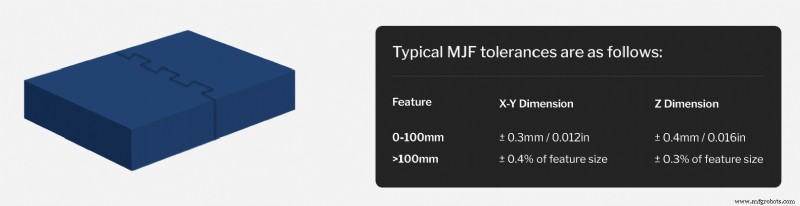
¿Tengo tolerancias estrictas que debo alcanzar?
Si bien la brecha entre las tolerancias del moldeo por inyección y aditivo se está reduciendo, es importante asegurarse de que las tolerancias de MJF sean suficientes dentro del contexto de su ensamblaje.
2. ¿Hay áreas donde puedo usar menos material?
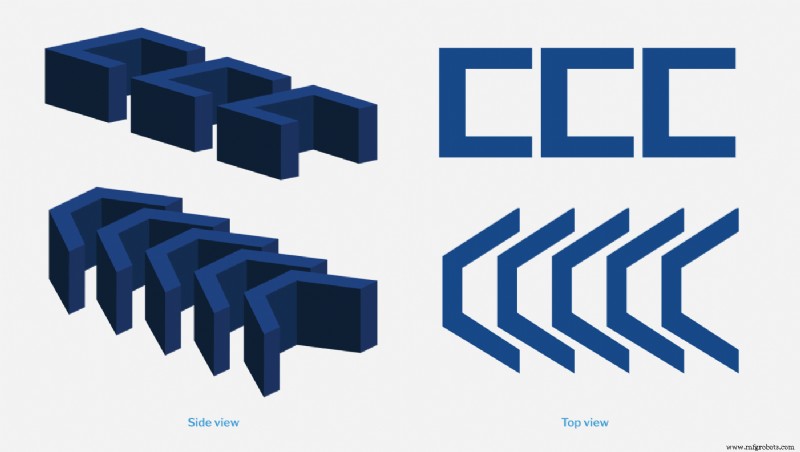
En la mayoría de los casos, los defectos de MJF son causados por gradientes térmicos que se desarrollan durante la construcción. Si el material se enfría de manera desigual, la pieza puede deformarse o hundirse. Las piezas que son largas y delgadas, tienen cambios abruptos en las secciones transversales o tienen superficies curvas delgadas son especialmente propensas a la deformación inducida por la contracción.
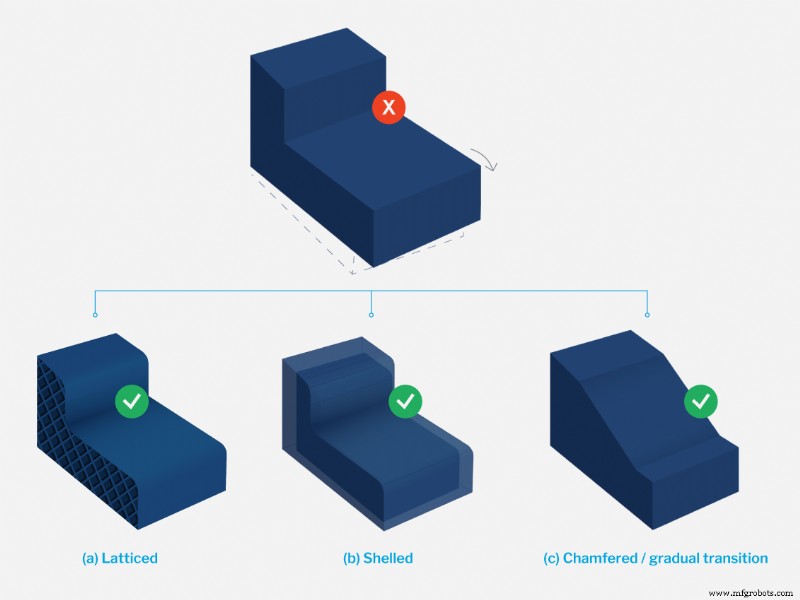
La eliminación de material de los diseños de piezas siempre que sea posible mediante el uso de cavidades, descascarado, celosías y optimización de topología es clave para mitigar y prevenir estos defectos. Evitar grandes cambios en las secciones transversales es otra forma de limitar la deformación. Asegúrese de que se incorporen chaflanes y redondeos donde sea necesario en todo el diseño de la pieza para que las transiciones entre diferentes funciones sean más graduales.
3. ¿Mis funciones están por encima del tamaño de umbral mínimo?
En general, el grosor de la pared de las piezas impresas con MJF debe ser como mínimo de 1,5 mm. Las características de diseño pequeñas tampoco deben ser menores de 1,5 mm, aunque algunas características, como ranuras, relieves, grabados o los diámetros de los orificios y ejes, pueden ser tan pequeños como 0,5 mm. Para texto en relieve o grabado, la fuente no debe ser inferior a 6 puntos (aproximadamente 2 mm) y debe tener un mínimo de 0,3 mm de profundidad.
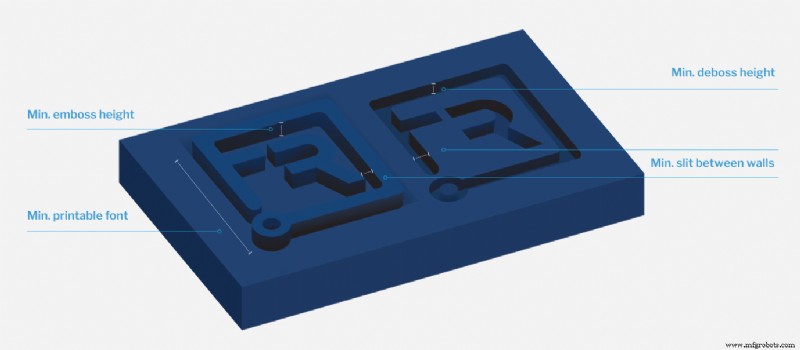
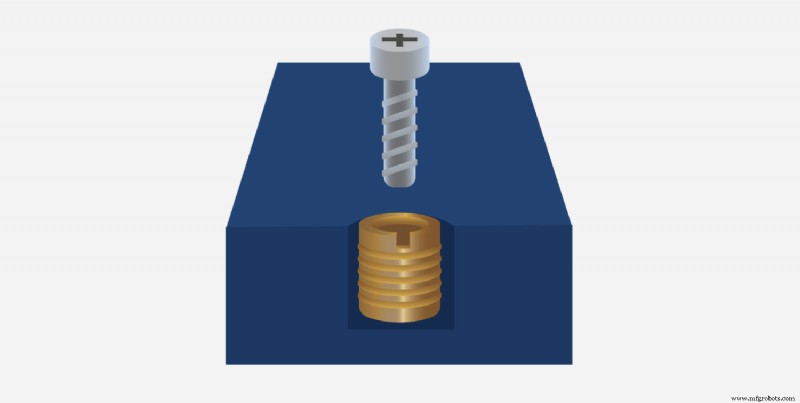
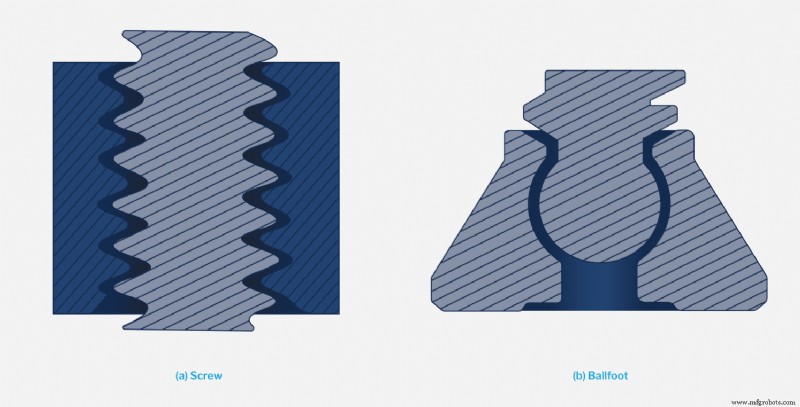
Si una parte incluye roscas de tornillo, deben ser M6 o más grandes. Cuando se necesiten roscas más pequeñas, más precisas o más duraderas, considere el uso de insertos roscados. Más allá de la resolución de características, también debe considerar qué características pequeñas y esbeltas pueden romperse en el posprocesamiento.
4. ¿He tenido en cuenta las tolerancias de montaje?
Incluso con la mayor flexibilidad geométrica proporcionada por el proceso MJF, algunas aplicaciones aún pueden requerir que una pieza se ensamble a partir de múltiples componentes. En general, las caras de contacto deben tener un espacio libre de 0,4 a 0,6 mm para garantizar que los componentes encajen correctamente.
Si su proyecto implica ensamblajes de coimpresión, los componentes impresos juntos deben tener al menos 0,5 mm de espacio libre, pero pueden requerir más, particularmente cuando hay secciones transversales gruesas o hay un área de superficie de contacto significativa.
5. ¿El diseño de mi pieza está optimizado para el posprocesamiento?
Si su pieza requiere posprocesamiento, hay algunas cosas que debe verificar dos veces en su diseño para ayudar a que las operaciones secundarias sean más efectivas.
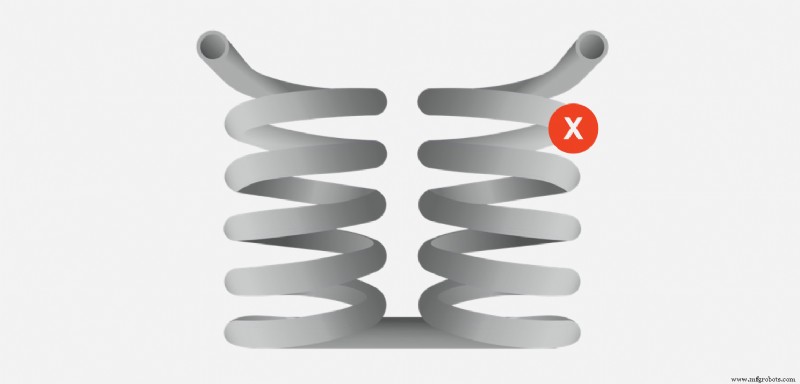
- Asegúrese de que no haya volúmenes atrapados o sin ventilación en el diseño.
- Evite los agujeros ciegos siempre que sea posible:son difíciles de limpiar, lo que puede aumentar rápidamente los costos.
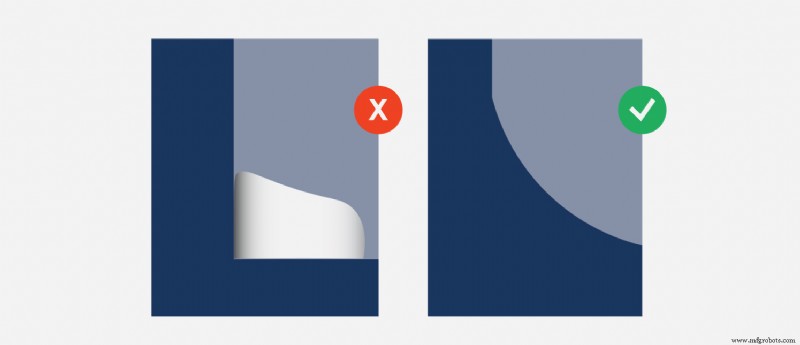
- Agregue filetes en las esquinas donde el polvo se puede apelmazar y volverse difícil de quitar con el volteo estándar y el granallado.

6. ¿He aprovechado todas las oportunidades para reducir los costes de las piezas?
Además de mejorar la calidad de las piezas, los cambios inteligentes de DFM pueden generar ahorros de costos. Aligerar su parte, por ejemplo, reduce el riesgo de defectos y reduce el costo del material por parte. La otra consideración principal al diseñar para MJF y el costo es optimizar la anidabilidad en una construcción. Agregar un borrador o alterar la posición de los ensamblajes impresos puede aumentar la cantidad de piezas que caben por construcción y distribuir los costos fijos entre más piezas, lo que reduce el costo total de la pieza.
Además de optimizar los diseños para la capacidad de fabricación, los factores adicionales que se deben considerar incluyen la estética de la pieza, el acabado de la superficie y la facilidad de almacenamiento y transporte. Las piezas de MJF son naturalmente grises, pero se pueden teñir de negro fácilmente. Si la pintura, la imprimación u otros procesos no son esenciales para el funcionamiento de la pieza, se pueden prescindir de ellos para reducir los gastos. La mayoría de las piezas impresas con MJF tendrán un acabado RA de 125-250 micropulgadas; si se necesita una superficie más lisa, la pieza puede someterse a una variedad de tratamientos superficiales, que incluyen lijado, volteo o alisado con vapor. El texturizado puede ser una técnica de diseño eficaz para mejorar la estética de las piezas sin un procesamiento posterior adicional.
Cómo empezar con un experto en DFM
Cumplir con los principios de DFM es clave para el éxito de los procesos de fabricación por varias razones. Ayuda a mantener sus gastos operativos lo más bajo posible, le permite detectar y abordar los problemas de diseño de manera temprana y mejora la calidad general de sus piezas. Esta lista de verificación es un recurso valioso para asegurarse de que sus piezas MJF estén optimizadas y refinadas antes de que comience la producción.
La ventaja adicional de asociarse con Fast Radius es que su equipo obtiene acceso a lo último en tecnologías de diseño digital y asesoramiento de expertos. Nuestro equipo está listo para ayudar a guiar cada proyecto desde el diseño y la creación de prototipos hasta el cumplimiento, asegurando que reciba piezas de calidad superior a tiempo y al precio correcto.
Contáctenos hoy para obtener más información y comenzar.
Para obtener más información sobre MJF y nuestras capacidades de fabricación aditiva, visite el centro de aprendizaje Fast Radius.
Descargue las pautas de diseño de HP Multi Jet Fusion.
¿Listo para fabricar tus piezas con Fast Radius?
Inicia tu cotizaciónTecnología Industrial
- Una guía para la impresión 3D con Multi Jet Fusion de HP
- HP Jet Fusion 380 Color
- HP Jet Fusion 580 Color
- HP Jet Fusion 4200
- HP Jet Fusion 3200
- Directrices de diseño para la fabricación:Parte 2
- Mecanizado por chorro abrasivo:piezas, principio de funcionamiento, aplicación
- Directrices para el diseño de RF y microondas
- ¿Qué es Multi Jet Fusion (MJF)? Explicado por Hubs
- ¿Cuál es la diferencia entre la impresión 3D de sinterización selectiva por láser (SLS) y Multi Jet Fusion (MJF)?
- Directrices de diseño de impresión 3D HP MJF