


Piezas pequeñas y mecanizado de precisión:consejos de los expertos en herramientas y técnicas
El torneado de piezas pequeñas significa tolerancias estrictas, velocidades de husillo extremas y materiales difíciles de mecanizar. Esto es lo que dicen los expertos sobre cómo maximizar la productividad en este entorno exigente.
Algunas personas dicen que el mundo se está haciendo más pequeño. Podrían tener razón, pero a menos que trabajen para un fabricante médico, aeroespacial o automotriz, es posible que no se den cuenta de lo pequeño que se ha vuelto.
Estas y otras industrias de alta tecnología continúan exprimiendo más funcionalidad en espacios cada vez más pequeños, y eso significa que las piezas mecanizadas que se utilizan en implantes médicos, dispositivos electrónicos y dispositivos complejos similares también deben reducir su tamaño.
Los materiales tampoco son cada vez más fáciles de cortar. Están los titanios superresistentes y las superaleaciones a base de níquel que se utilizan para fabricar piezas aeroespaciales, por no hablar de los cromos de cobalto, el platino y numerosos metales patentados comunes en la fabricación médica.
Y si bien los diminutos conectores y clavijas de cobre o latón necesarios para los automóviles de hoy en día, cada vez más equipados con sensores, no son demasiado difíciles para las herramientas de corte, cualquier pieza que requiera un microscopio para inspeccionarla presenta sus propios desafíos únicos.
Consigue un AGARRE
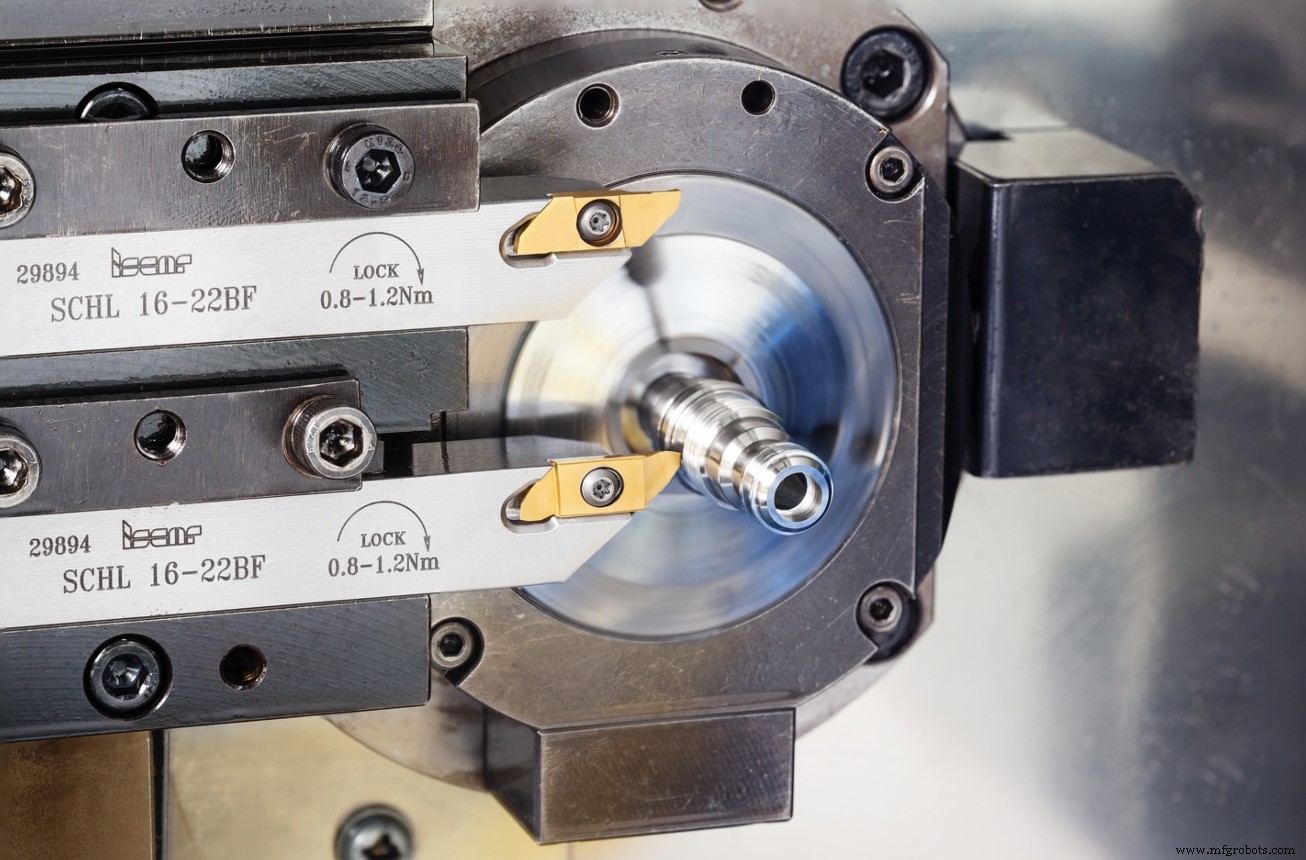
“En este campo, las herramientas requieren un borde muy afilado, deben ser de corte libre y se debe tener un buen control de virutas”. Eso es según Clay East, gerente nacional de productos para la línea de herramientas GRIP en Iscar Metals Inc.
Se refiere específicamente al torneado CNC de estilo suizo, aunque las recomendaciones que él y otros expertos citan en este artículo se aplican igualmente a los tornos alimentados por bobina, las máquinas transfer rotativas y las máquinas de tornillo de varios husillos.
Irónicamente, al menos algunos de los obstáculos aquí se deben a la escasez de trabajadores calificados. East y los demás citados en este artículo sugieren que los maquinistas de hoy en día a menudo tienen la tarea de operar varias máquinas, hasta 10 o incluso 15 a la vez, en algunos talleres, lo que significa que los procesos deben ser predecibles y sin complicaciones. En el mundo de las piezas pequeñas, gran parte de eso se puede lograr con las herramientas de corte afiladas y rompevirutas que se acaban de describir, pero dichas herramientas también deben ser fáciles de usar.
“Una de las muchas cosas que abordamos al diseñar herramientas para la industria suiza es el mecanismo de sujeción”, dice. “En lugar de sacar el tornillo completamente para indexar el inserto, lo hemos hecho para que el operador pueda darle tres o tres vueltas y media. Esto hace que sea mucho más rápido cambiar una plaquita y elimina el problema con el que cualquier operador suizo está familiarizado:dejar caer el tornillo en la bandeja de virutas y perder el valioso tiempo de la máquina buscándolo”.
Divídalo
East dice que es difícil producir plaquitas capaces de romper virutas a las velocidades de avance y profundidades de corte relativamente ligeras que se encuentran en el torneado de estilo suizo, especialmente dados los materiales fibrosos como el titanio y el 17-4 PH comunes en estas máquinas. Ese desafío se ha vuelto más fácil gracias a las modernas herramientas de diseño utilizadas por Iscar y otros, razón por la cual los talleres deben reevaluar continuamente su elección de herramientas de corte (consulte la barra lateral).
El gerente del centro técnico de Kyocera Precision Tools, Brian Wilshire, está de acuerdo con la necesidad de herramientas de corte de estilo suizo de alta calidad, pero señala que una tecnología de control de virutas introducida hace varios años por los principales fabricantes de máquinas herramienta CNC ha creado un nuevo problema:el endurecimiento por trabajo en las herramientas con base de níquel. aleaciones y aceros inoxidables austeníticos (serie 300).
“Algunos de los tornos de estilo suizo más nuevos tienen una función que hace oscilar la herramienta ligeramente hacia adelante y hacia atrás a una frecuencia muy alta”, dice. “Esto hace un gran trabajo al romper las virutas, pero tiende a acortar un poco la vida útil de la herramienta. Descubrimos que usar una calidad más tenaz con un recubrimiento resistente al desgaste es bastante efectivo en estas trayectorias oscilantes”.
Wilshire también recomienda que los talleres utilicen el radio de punta de herramienta más grande posible para maximizar la velocidad de avance y lograr el mejor acabado superficial posible, pero señala que esto puede crear problemas en ciertas aplicaciones.
Por ejemplo, un maquinista que usa una plaquita con un radio de punta de 0,008" +/- 0,002" para tornear una pieza con un radio de esquina interno máximo de 0,010" puede superar esa tolerancia desde el principio, dice. “Hemos comenzado a ofrecer insertos con una tolerancia negativa en el radio de la esquina para eliminar esta posibilidad”, añade.
Mantente fresco
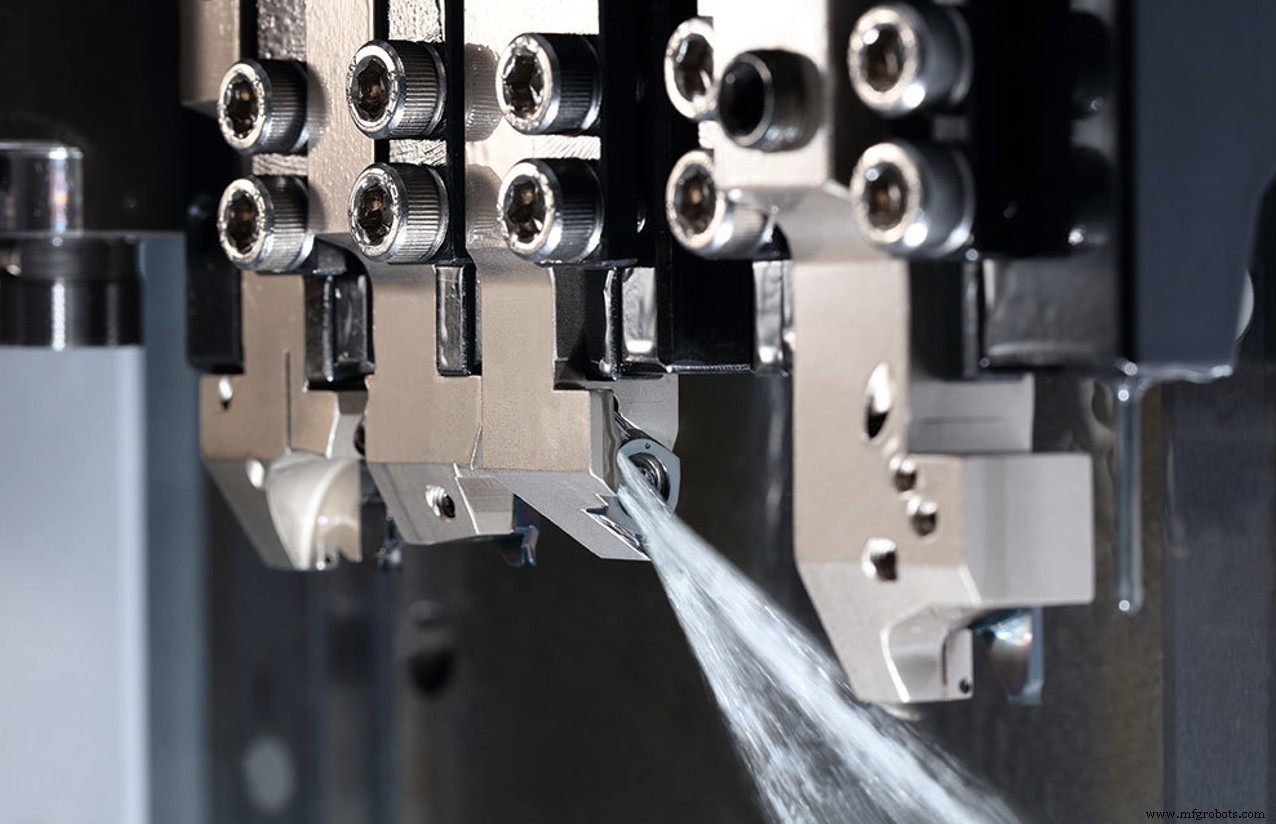
Kyocera e Iscar han abordado otra adición relativamente reciente a los tornos de estilo suizo:el refrigerante a través de la herramienta. En lugar de las líneas flexibles y las mangueras de plástico que toman tiempo para configurar y se sacan fácilmente de su posición por una viruta fibrosa, las empresas han introducido portaherramientas con canales de refrigerante integrados y orificios capaces de manejar el refrigerante de alta presión (HPC). encontrado en un número cada vez mayor de máquinas herramienta CNC.
También Seco Tools, dice Abhay Chaubal, gerente de producto para América del Norte.
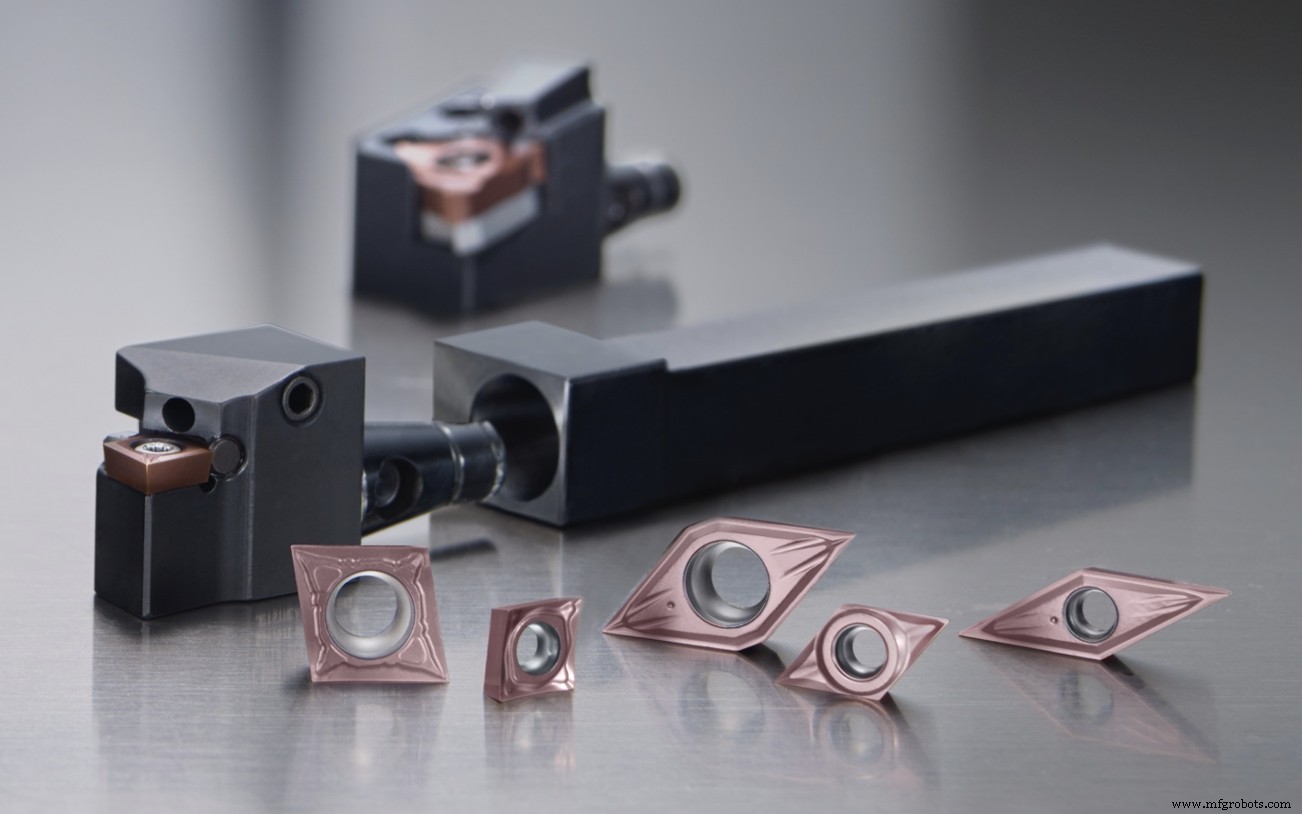
“El desafío con cualquier máquina herramienta es maximizar la utilización, y esto significa reducir los tiempos de configuración y cambio de herramientas”, dice. “Ahora ofrecemos portaherramientas que no solo eliminan la molestia tradicional de las líneas de refrigeración con refrigerante a través de la herramienta, sino que también tienen un cabezal modular de cambio rápido que permite al operador cambiar las plaquitas fuera de la máquina manteniendo la precisión”.
Eric Gardner, especialista en aplicaciones de América del Norte de Seco Tools, señala que la mayoría de los tornos CNC de estilo suizo que se venden hoy en día tienen capacidades de fresado, imprescindibles para muchas piezas pequeñas debido a las dificultades para fijarlas y el costo de las operaciones secundarias. Esto brinda a los programadores y maquinistas la oportunidad de aplicar técnicas de fresado de alta velocidad en la plataforma de estilo suizo.
Sea específico
“Recomiendo que los talleres adopten estrategias de fresado trocoidal y de alta velocidad siempre que sea posible, incluso en piezas pequeñas”, dice Gardner. "Trabajamos recientemente con un cliente médico en una operación de ranurado que redujo significativamente su tiempo de ciclo con el fresado dinámico y aumentó la vida útil de la herramienta de 200 a más de 2000 piezas por herramienta".
Al igual que sus competidores, Gardner y Chaubal también sugieren que los talleres mecánicos, independientemente del tamaño de la pieza de trabajo, evalúen las herramientas de corte específicas del material. Esta recomendación es especialmente relevante para aquellos que cortan los metales de grado médico y aeroespacial difíciles ya mencionados, y para los trabajos de larga duración comunes en maquinaria de estilo suizo.
“El mayor obstáculo aquí para muchos fabricantes aeroespaciales y médicos es la dificultad de modificar un proceso validado”, dice Chaubal. “Es por eso que nos gusta trabajar de cerca con los clientes en las primeras etapas del desarrollo del proceso, para asegurarnos de que estén utilizando las mejores trayectorias, herramientas de corte y portaherramientas disponibles”.
¿Viejas costumbres? Probablemente no sea la mejor manera
Sorprendentemente, el trabajo de fabricar herramientas de corte altamente efectivas se ha vuelto más fácil a lo largo de los años. En lugar de confiar en el conocimiento tribal e innumerables cortes de prueba para optimizar nuevos diseños, los fabricantes de herramientas de corte ahora utilizan software de análisis de elementos finitos (FEA) para analizar la física de la eliminación de metal a nivel microscópico para determinar qué rompevirutas, preparaciones de bordes y tratamientos de superficie funcionan mejor para cualquier material o aplicación dada. ¿El resultado? Las herramientas de corte ahora funcionan a un nivel más alto que nunca antes.
Aún así, muchas personas de ventas y aplicaciones de herramientas de corte comparten historias de talleres mecánicos de la vieja escuela que rectifican sus herramientas de corte internamente o usan tecnología obsoleta, serenos sabiendo que sus formas son las mejores y que las herramientas modernas solo aumentan los gastos. Nada mas lejos de la verdad. Considere la medida en que la tecnología de todo tipo ha mejorado durante la última década más o menos; las herramientas de corte han progresado de la misma manera, razón por la cual los talleres mecánicos de todo tipo deben evaluar nuevos productos de forma rutinaria, especialmente aquellos que se dedican al mecanizado de piezas pequeñas y otros trabajos desafiantes.
No es necesariamente fácil. Además de lidiar con cualquier mentalidad de "así es como siempre lo hemos hecho", la gerencia debe asignar tiempo para la investigación y las pruebas, a menudo confiando en su gente más experimentada para hacerlo. Se deben realizar inversiones en herramientas, reprogramar trabajos y, debido a la mayor productividad que seguramente resultará, a menudo se necesitan ajustes en los procesos posteriores para adaptarse a los cuellos de botella en movimiento. Sin embargo, a pesar de las molestias, los beneficios superarán con creces cualquier interrupción temporal. Tal vez sea hora de adoptar la vanguardia.
¿Qué consejos o técnicas puede compartir sobre el torneado de piezas pequeñas? Háganos saber en los comentarios a continuación.
HERRAMIENTAS:fresas de extremo de alta eficiencia de 7 flautas H-Carb serie 77 de SGS:
Tecnología Industrial
- ¿Qué es el mecanizado de aluminio? - Herramientas y operaciones
- Operación de mecanizado y tipos de herramientas de mecanizado
- Las diferentes tecnologías de mecanizado de precisión
- Algunas de las herramientas de medición necesarias para el mecanizado de piezas mecánicas
- La importancia de la lubricación en el mecanizado de piezas mecánicas
- ¿De dónde provienen las propiedades que hacen que el acero sea ideal para mecanizar piezas personalizadas?
- Certificación NADCAP y cómo se aplica a la industria del mecanizado de precisión
- Elegir los servicios de mecanizado CNC adecuados y fiables
- Herramientas de medición de precisión:el auge de la metrología y los datos digitales
- Herramientas de corte para mecanizado de precisión
- Mecanizado de piezas grandes:comprensión de los problemas y soluciones