


Exceso de extrusión (curvatura) en las esquinas:¡cómo arreglarlo fácilmente!
Tanto los entusiastas de la impresión 3D principiantes como los experimentados tienen que lidiar con problemas de impresión de forma regular para finalmente lograr impresiones gratificantes y atractivas. La principal diferencia entre ambos tipos de usuarios es que los experimentados normalmente pueden mirar una impresión y solucionar problemas rápidamente y determinar qué salió mal y qué se debe cambiar para solucionarlo. Como descubriremos en este artículo, conocer la causa raíz de un problema es el paso más difícil e importante.
Vaya directo al grano y descubra cómo podemos resolver la extrusión (rizado) en las esquinas.
Para corregir sobreextrusiones o curvaturas en las esquinas, se recomienda bajar la temperatura de extrusión, encender el ventilador de capa a su máxima capacidad y aumentar el tiempo mínimo por capa a alrededor de 15 segundos, reduciendo así la velocidad de movimiento. en capas más pequeñas. Curvar las esquinas se confunde comúnmente con sobreextrusión, pero a diferencia de ese problema, el problema solo ocurre en las esquinas del objeto y no en la totalidad de la capa exterior.
Al diferenciar ambos aspectos, es posible aislar el problema y determinar que la causa del rizado en las esquinas no se debe a una sobreextrusión sino a un enfriamiento lento del termoplástico depositado.
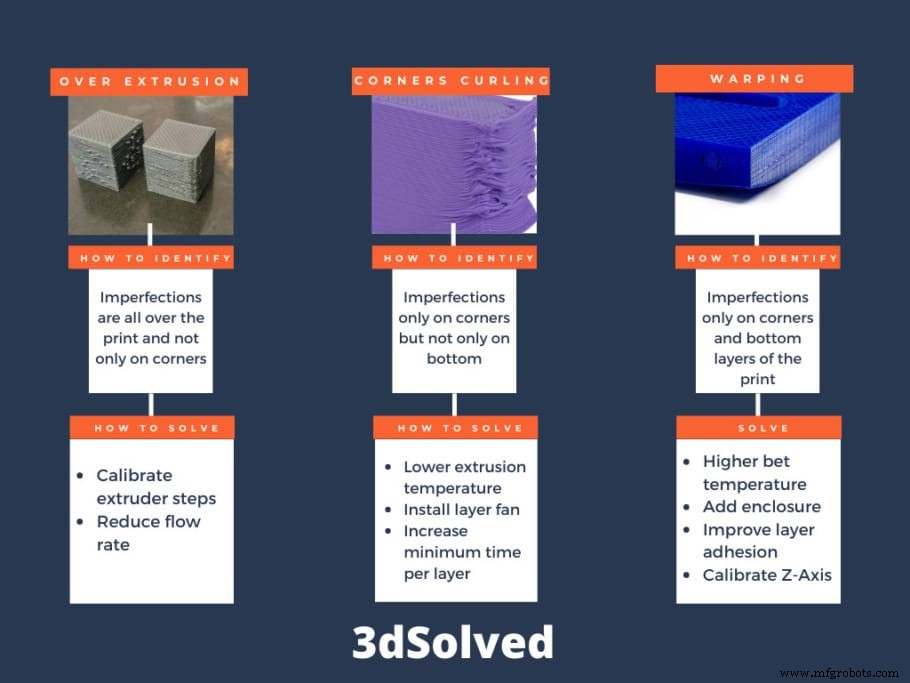
Debido a la naturaleza de este problema, es muy fácil determinar erróneamente la causa del problema. Es por eso que intentaré ayudarlo a diferenciar el rizado en las esquinas de la sobreextrusión general y también de la deformación en las primeras capas. ¡Empecemos!
Rizado solo en las esquinas frente a sobreextrusión en todas partes
El problema de curvatura en las esquinas se asocia a menudo con la sobreextrusión, aunque esta no siempre es la causa. Mucha gente intenta solucionar esto modificando los parámetros de flujo, haciendo que la impresora extruya menos material, pero aunque esto a veces puede ayudar, no elimina por completo el rizado.
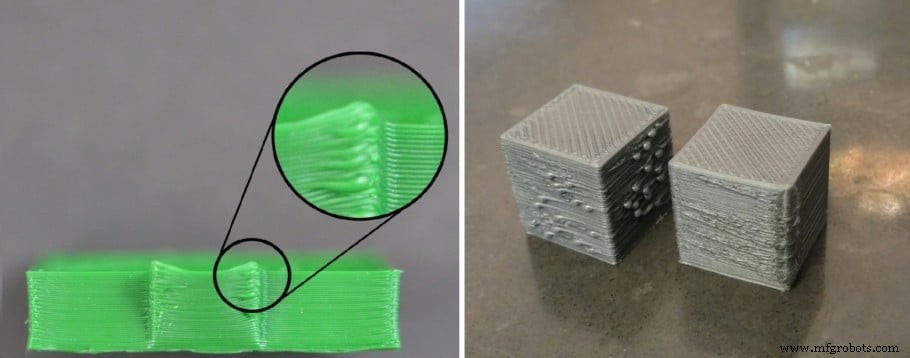
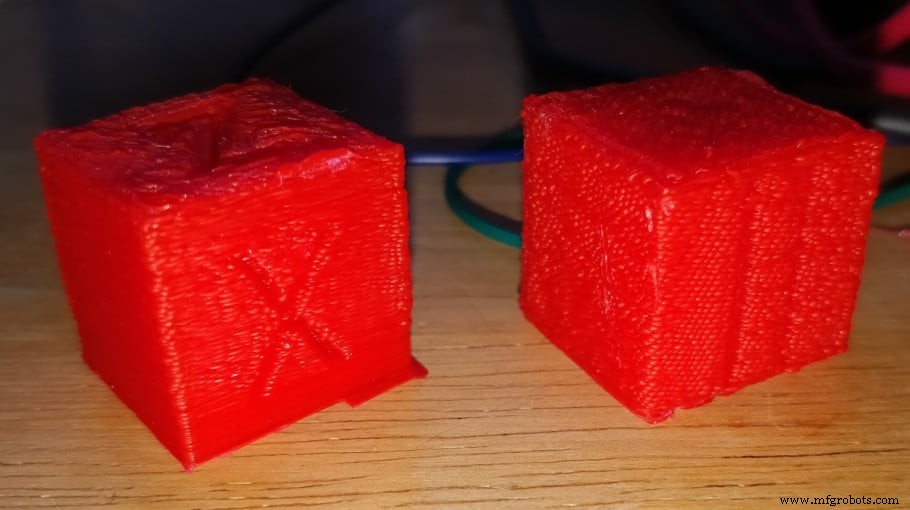
Una forma de diferenciar en qué casos el rizado se produce por sobreextrusión es comprobando el tamaño y la forma de las paredes verticales del objeto. Cuando el extrusor aporta más material del necesario, este defecto se puede observar en toda la pieza, no solo en las esquinas.
Ahora que sabemos cómo diferenciar ambos temas, centrémonos en el curling. La mayor diferencia es que la sobreextrusión se produce en toda la pieza, mientras que el rizado se produce en las zonas en las que el objeto necesita un mayor aporte de material, como una esquina afilada.
El rizado consiste en un levantamiento de la última capa impresa, que se produce en determinadas zonas afiladas. Sucede porque el material se contrae cuando se enfría, y las zonas donde hay más material arrastran las esquinas hacia adentro, haciendo que se levanten.
El problema aumenta progresivamente en cada capa cuando el extrusor vuelve a pasar por la zona elevada, ya que el contacto del hotend con la esquina doblada produce deformaciones no deseadas en los perímetros de la pieza.
Lo peor de todo es que si el plástico se curva y se enfría antes de la siguiente capa, la boquilla podría golpear esa esquina y despegar toda la pieza. Además, el motor paso a paso podría perder pasos y desplazar las siguientes capas de la impresión. No hay forma de solucionar este problema ya que las impresoras 3D no tienen un sistema de control de circuito cerrado.
Rizado en las esquinas vs deformación
Es fácil confundir el rizado con el alabeo, y aunque tienen puntos en común, sus causas y formas de solucionarlos son diferentes.
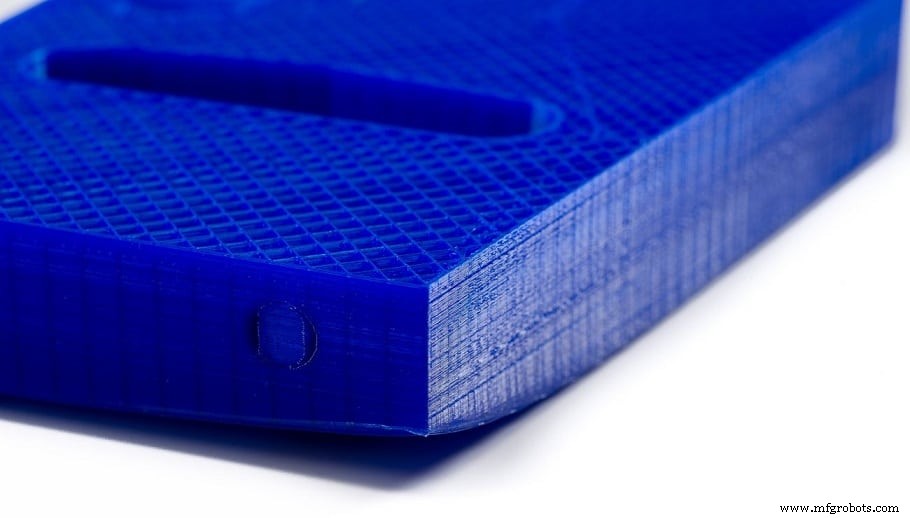
El alabeo sólo se produce en la base de la pieza, porque es un problema de adherencia a la cama calentada. Es similar al rizado porque ambos ocurren en las esquinas, y cuanto más afiladas estén, más notorio será este defecto.
Las posibilidades de que la pieza se salga de la cama son mucho mayores cuando se produce una deformación y comienza a levantar una de las esquinas del objeto. La solución a la deformación es bastante sencilla:aumente la temperatura de la cama caliente o encierre su impresora 3D. Las corrientes de aire frío también son muy dañinas y provocan problemas de deformación.
El rizado, por otro lado, también ocurre en las capas superiores, por lo que la temperatura de la cama calentada tiene poca o ninguna influencia en este problema. Para solucionarlo, tendrá que considerar otras cosas, como bajar la temperatura de la boquilla, instalar un ventilador de capa o reducir la velocidad de impresión.
Cómo corregir el rizado en las esquinas
Podríamos decir que el rizado se produce principalmente por temperaturas excesivas de extrusión del filamento. Como el material sale muy caliente de la boquilla, permanece fláccido durante más tiempo. Este tiempo excesivo, combinado con la contracción del material, hace que las esquinas se levanten.
Por ello, nos centraremos en los parámetros de temperatura del hotend para poder solucionarlo definitivamente. Para evitar el rizado, vamos a modificar los siguientes parámetros en nuestro software de corte:
Temperatura de la boquilla
Muchas veces, cuando tenemos problemas de atascos o subextrusión, algunas personas recomiendan subir la temperatura de impresión. Esta acción a veces mejora nuestras impresiones pero no soluciona el problema original. Aunque el filamento fluye mejor, el extrusor puede tener otro problema y solo estamos ocultando el problema debajo de una alfombra elevando la temperatura.
A la larga, elevar demasiado la temperatura de impresión conlleva otros defectos como el rizado o la quema del tubo interior de PTFE. Para evitarlo, intentaremos utilizar la temperatura más baja posible, y así dar menos tiempo a que el material se encoja. Esta prueba nos ayudará a determinar la temperatura óptima de nuestra impresora para un tipo de filamento específico.
Otra forma de saber si está configurando una temperatura demasiado alta cuando imprime con PLA es prestando atención al brillo de sus impresiones. El objeto se vuelve más brillante a medida que la temperatura es más alta. Redúcelo si la pieza se ve demasiado brillante.
Refrigeración
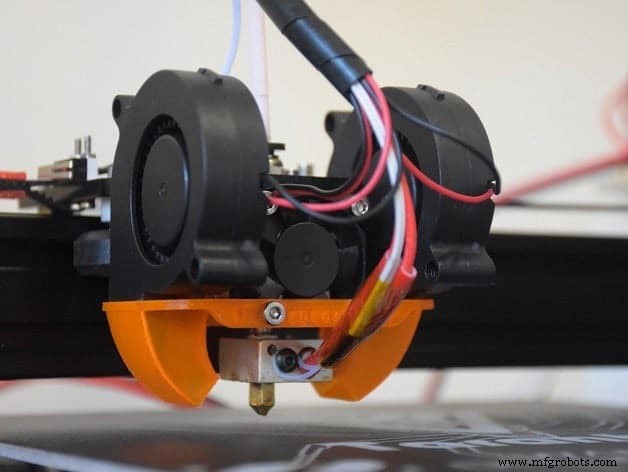
Si su impresora no tiene un ventilador de capa instalado, es hora de instalar uno. Este ventilador reduce drásticamente los tiempos de enfriamiento del material, evitando que las esquinas tengan tiempo de doblarse. Solo hay que tener cuidado de no activarlo durante las primeras capas, ya que podría provocar deformaciones.
Estos ventiladores pueden cambiar su velocidad durante la impresión, ya que están controlados por PWM (pulso con modulación). Esta característica le permite encenderlos cuando lo necesite y a una velocidad precisa.
Una de las cosas a tener en cuenta al usar un abanico de capas es su orientación. Puede estar colocado incorrectamente, lo que enfriaría la boquilla, provocando errores de temperatura y detenciones de la impresión.
También puede ocurrir que, debido a la orientación del objeto, el ventilador de capa solo enfríe un lado del objeto. Puede saber si este es el caso cuando el rizado siempre ocurre en el lado opuesto del abanico de la capa. Hay conductos radiales que soplan aire uniformemente en todas las direcciones. En caso de que tenga una GeeTech i3 Pro B, definitivamente debe imprimir e instalar este conducto de aire. Aquí hay otro que es compatible con Tevo Tarantula
Velocidad de impresión
En algunas piezas pequeñas, una nueva capa puede comenzar a imprimirse encima de una que aún está caliente, por lo que nunca se solidifica por completo. Para ayudar a prevenir esto, las rebanadoras vienen con una opción para determinar el tiempo mínimo que se debe tomar para producir cada capa. Al hacerlo, la velocidad de impresión disminuye durante las capas más pequeñas. Un valor típico es de unos 15 segundos por capa.
Si aún tiene problemas relacionados con el rizado, reduzca la velocidad de impresión en 10 mm/s hasta que obtenga mejores resultados.
Cómo corregir la sobreextrusión
Si las paredes se ven "salpicadas", como si el material se estuviera cayendo del objeto, lo más probable es que tenga que configurar los parámetros de extrusión correctamente.
Esta configuración incluye principalmente la calibración de los pasos de la extrusora, de modo que se proporcione la cantidad exacta de material requerido. El procedimiento es muy sencillo, y hay varios tutoriales en la web sobre cómo hacerlo.
Una prueba fácil que puede hacer consiste en dibujar marcas a lo largo del filamento antes de que se extruya. A continuación, se calienta el hotend y se ordena a la impresora 3D que extruya 10 cm de material. Si los pasos son correctos, la siguiente marca dibujada en el filamento debe ubicarse exactamente en la entrada del extrusor (en el mismo punto en que se ubicó la marca anterior).
Si esta marca termina dentro de la extrusora, significa que la impresora cree que está extruyendo 10 cm pero en realidad está extruyendo más material (extrusión excesiva). Cuando esto sucede, el exceso de material depositado se aplastará contra la capa anterior y caerá a los lados de la capa exterior del objeto, dejando un acabado antiestético.
Otro parámetro a comprobar, después de calibrar los pasos del extrusor, es el caudal. Esto le permite multiplicar o reducir el volumen de filamento suministrado. Es una forma más directa de controlar el caudal que proporciona el extrusor, en función de las distintas densidades de cada material. A diferencia de la calibración por pasos, este parámetro es variable. No es lo mismo utilizar ABS, PLA o TPU en tu impresora, por lo que es recomendable variar el caudal según el material utilizado. Puede utilizar esta prueba para ajustar rápidamente el caudal.
Contiene instrucciones para realizar la prueba con un calibrador o un micrómetro. Asegúrese de leerlos antes de comenzar la prueba.
¿Estos problemas afectan a todos los tipos de filamentos por igual?
Hay una propiedad que es común a todos los materiales utilizados en la impresión 3D:se expanden cuando se calientan y se contraen cuando se enfrían. Entonces, técnicamente, cualquier filamento puede presentar problemas de deformación o rizado. La diferencia es que no todos los materiales se expanden y contraen al mismo ritmo ni a la misma velocidad.
El PLA es el material más utilizado hoy en día porque, además de ser económico, su índice de contracción es uno de los más bajos, lo que hace que sea más fácil de imprimir en condiciones más amplias que la mayoría de los filamentos. PETG también presenta una baja tasa de contracción, pero necesita una cama caliente para imprimirse.
Otros plásticos (como el nylon o el ABS) encogen mucho, por lo que el uso de una impresora cerrada es prácticamente obligatorio si quieres obtener resultados aceptables.
¿Por qué ABS necesita una cama caliente?
El ABS es un termoplástico que definitivamente se encoge mucho cuando se enfría. Sin la presencia de una cama caliente para mantener calientes las primeras capas a 90°C, la diferencia de temperaturas a lo largo de la pieza provocará una contracción que levante las esquinas de la pieza.
La deformación del ABS es muy común y difícil de eliminar. Puede minimizar el riesgo nivelando correctamente su cama y encerrando su impresora. Además, cuando el ABS se ondula y se enfría, se vuelve más duro que el PLA, lo que aumenta el riesgo de perder toda la impresión si la boquilla golpea el objeto.
¡Tenga en cuenta que, a menos que haya un aspecto técnico que requiera que la impresión se produzca en ABS, la mayoría de sus problemas pueden desaparecer automáticamente cambiando a PLA!
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y seleccionados cuidadosamente. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- Los cuellos de botella más comunes en el flujo de trabajo de impresión 3D y cómo solucionarlos
- Cómo convertir fácilmente cadenas a enteros en JAVA
- Compromiso de esquina:cómo mecanizar esquinas
- problemas de nivelación de la cama Ender 3; ¡Cómo arreglarlos!
- ¿Cómo arreglo una fuga de gasolina en mi auto?
- ¿Cómo puedo reparar una fuga lenta en la llanta de mi automóvil?
- Cómo arreglar la manija de la puerta de tu auto
- ¿Cómo puedo arreglar una llave de coche rota?
- Cómo reparar arañazos profundos en la carrocería de un coche
- Cómo detectar fugas y repararlas
- Cómo reparar un cilindro hidráulico con fugas