


¿Cómo se extiende el remolque?
Cuando se imprimió el artículo principal "La propagación del arrastre", esta historia paralela era muy diferente, y hablaba principalmente de cuánto no sabemos sobre cómo se esparce el remolque. Y luego encontré un artículo en el boletín de noticias AZL NewsLIGHT # 7:ITA titulado " Nuevo proceso de esparcimiento ultrasónico para el procesamiento de cables de refuerzo ”. Resulta que el Instituto de Tecnología Textil (ITA) de la Universidad RWTH Aachen (Aachen, Alemania) ha estado estudiando los métodos de arrastre extendido desde 2011. “Comenzamos a probar todos los métodos para extender el estopa en cinta e investigamos mucho sobre los factores que influyen en cada uno y cómo optimizarlos ”, dice Wilko Happach, jefe del grupo de investigación Tapes dentro de la División de Composites de ITA. Como resultado, ITA ha desarrollado una nueva tecnología que permite la producción a alta velocidad - hasta 100 m / min - de cinta de remolque extendida con mucha menos variación en el ancho gracias al control integrado. ITA llama a esta tecnología AutoTow .
Comprensión de las técnicas de arrastre de extensión
ITA comenzó su investigación en pos de la cinta. “Habíamos visto que las telas tejidas y no rizadas producían un desperdicio de corte significativo y tampoco permitían diseños optimizados”, recuerda Happach. “Debido a que no todas las fibras se aplican en la dirección de las cargas, la fibra se desperdicia”. Por lo tanto, su equipo comenzó a estudiar el tendido automático de cintas , pero había una falta tanto de suministro de cinta como de conocimiento en ese momento, dice Happach. "Así que hicimos las nuestras y decidimos desarrollar cintas aglomeradas de fibra seca primero." Sin embargo, para hacer esto, primero tenían que entender la propagación.
Happach describe tres métodos básicos para extender la mecha en cintas más anchas y delgadas:
- Tirar de las fibras sobre las barras esparcidoras con alta tensión.
- Difusión de aire mediante una boquilla de hendidura.
- Aplicación de vibraciones ultrasónicas o de otro tipo a las fibras.
Tecnologías de propagación y parámetros de proceso

 Difusión ultrasónica
Difusión ultrasónica - Número de barras esparcidoras (3-5)
- Ángulo envolvente alrededor de las barras (90-180 °)
- Temperatura de la barra
(22-150 ° C) - Superficie de la barra (pulida, revestida con TopoCrom o revestida con Bechem)
- Tensión previa itinerante (hasta 2000 centiNewton)
- Presión de aire
(0-6 barras) - Ángulo de flujo de aire (0-180 °)
- Número de barras de extensión activas (3-5)
- Ángulo envolvente alrededor de las barras (1-120 °)
- Frecuencia ultrasónica (30 kHz)
- Intensidad de amplitud
(50-100%) - Tensión previa itinerante (hasta 2000 centiNewton)
FUENTE:ITA Tape Center, RWTH Aachen University.
Barras esparcidoras parece ser la técnica más antigua y básica, utilizada en una patente de 2001 presentada por el productor de fibra de carbono Zoltek. Happach señala que el proveedor de equipos Karl Mayer también ha confiado en las barras esparcidoras en sus máquinas de cinta y telas de arrastre. “El problema con este método es que limita la velocidad de producción a 25 m / min”, dice. “Si intentas subir más alto, la fricción es demasiado alta y daña los filamentos de la mecha. El esparcimiento de la barra también está limitado en el ancho de esparcimiento máximo. Puede esparcir el roving a 3 veces su ancho inicial como máximo ".
Difusión de aire , dice Happach, se usa cuando se desea un ancho de esparcimiento máximo para un peso de área menor. “El flujo de aire separa los filamentos y permite esparcir hasta 6-7 veces el ancho inicial de la mecha con un daño de filamento mucho menor porque hay menos fricción”, explica. "No hay que tirar de la fibra sobre las barras a alta tensión".
Sin embargo, existe una limitación en función del tamaño aplicado al vidrio o la fibra de carbono. Happach explica:"La fibra aprestada para epoxi y otras resinas termoendurecibles puede ser pegajosa, por lo que el proceso de esparcimiento del aire no puede separar los filamentos fácilmente". En este caso, es posible que se necesite un proceso previo para dividir un poco el tamaño. Sin embargo, el tamaño compatible con las resinas de matriz termoplástica, que también es termoplástico, no es pegajoso en absoluto y actúa casi como una fibra sin encolar. En otras palabras, no hay adherencia entre filamentos. "Así que esto es fácil de esparcir pero difícil de manejar porque tiende a desmoronarse", señala Happach.
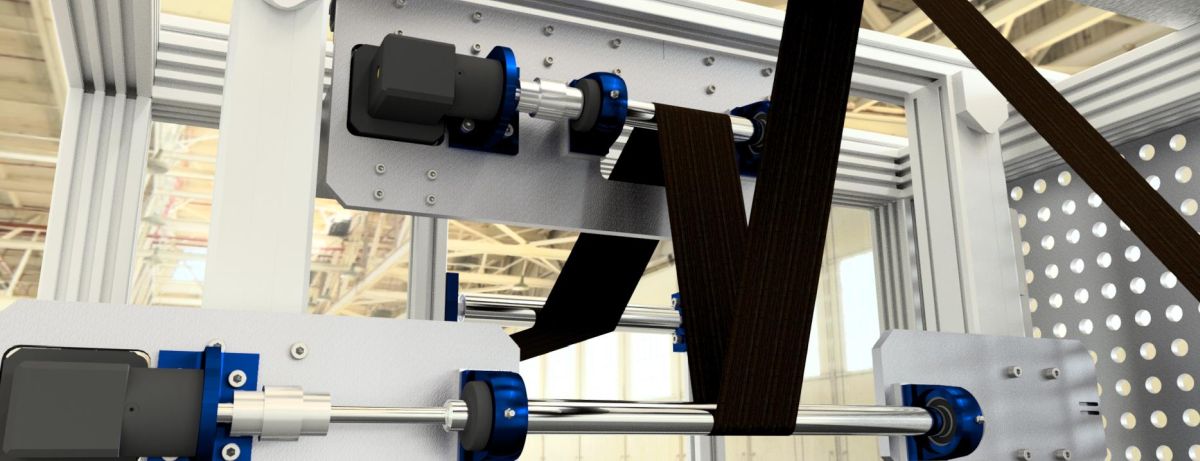
Difusión ultrasónica utiliza el mismo principio básico que las barras esparcidoras pero con sonotrodos en forma de medio cilindro, que, señala Happach, “transmiten una gran cantidad de energía. El roving envuelve los sonotrodos y, al aplicar ultrasonidos, los filamentos vibran y se asientan en la superficie, extendiéndose ". Esta técnica puede producir relaciones de esparcimiento más altas (es decir, una estopa de fibra más grande esparcida en cintas muy delgadas y anchas) pero no se puede usar con fibra de vidrio o fibra de carbono a base de brea porque son demasiado frágiles y se romperán.
"También puede utilizar vibraciones de baja frecuencia inducidas mecánicamente", dice Happach, "y el calor se puede utilizar para ablandar el tamaño de la fibra, permitiendo que los filamentos se muevan más fácilmente".

AutoTow
ITA desarrolló AutoTow para superar los problemas con estos métodos básicos de esparcimiento. Happach señala que el Tape Center funciona principalmente con remolques de 24K, 50K y 60K (que, según él, es de Mitsubishi) porque los efectos de propagación son más altos. “Podemos alcanzar velocidades de producción más altas de hasta 100 m / min porque podemos rotar las barras separadoras individuales hasta 80 m / min ," el explica. "Por lo tanto, la velocidad relativa es de 20 m / min, lo que es bueno para esparcir sin dañar el filamento".
Happach señala que debido a que el roving / tow de entrada tiene variaciones , el ancho del cable de extensión de salida también varía. “Con las cintas preimpregnadas, los proveedores simplemente cortan los bordes. Pero comenzamos con cinta adhesiva seca, que tiene mucha menos resina, por lo que es demasiado difícil cortar los bordes ". El equipo de Happach se dio cuenta de que necesitaban mejores medios para controlar el ancho de esparcimiento.
"Usamos cámaras para medir el ancho que entra y sale del esparcidor ”, explica. “Un algoritmo utiliza esta medida de ancho, la velocidad del proceso y ciertos factores conocidos sobre cada material para calcular y controlar la velocidad de cada una de las 5 barras giratorias para ajustar continuamente el ancho de la cinta. Podemos reducir la variación a menos de 1 milímetro . ”
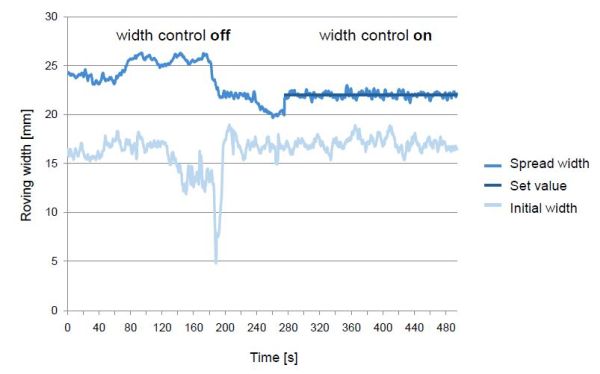
Control de ancho integrado AutoTow mediante la medición de la cámara para reducir la variación de ancho a menos de 1 mm. FUENTE:ITA Tape Center, RWTH Aachen University.
"También podemos ajustar el ángulo de encintado de la itinerancia alrededor de cada barra de expansión ", continúa Happach," pero no en tiempo real ". Entonces, esto es más como una calibración para cada ciclo de producción. "Todo lo demás se hace en línea ”, Sostiene. "Si desea pasar de 25 mm a 30 mm en el ancho de remolque extendido, simplemente ingrese ese número y dentro de unos segundos cambiará durante la producción , y a alta velocidad, incluso 100 m / min. "
Desarrollo futuro
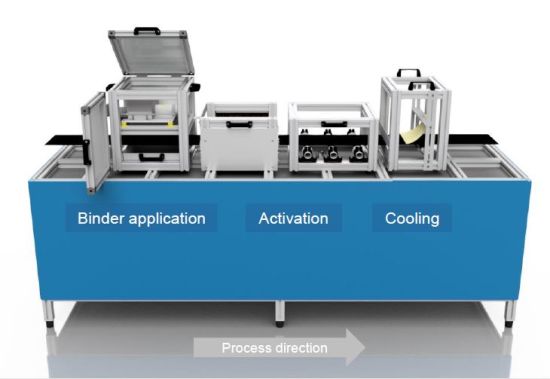
El objetivo del Centro de cintas de ITA es tener la cadena de proceso de cinta completa para apoyar el desarrollo de la industria. “Nuestro objetivo es atraer socios de la industria para que desarrollen nuevas soluciones para ellos”, explica Happach. “Estamos en el proceso de construir una línea de producción de cintas y una línea de producción de piezas además. Queremos tener todas las operaciones:dimensionamiento, esparcimiento, producción de cinta, colocación y curado automatizados de cinta ”. Dice que ITA nunca será un proveedor de máquinas ni un fabricante de piezas. “Queremos lograr la producción de piezas ligeras de capas delgadas porque hemos visto las capas más delgadas , mayores son las propiedades mecánicas . Ahora que podemos producir cintas aglomeradas secas a altas velocidades y con un nivel de alta calidad, nuestro objetivo es reducir el peso del área y luego producir termoplásticos y preimpregnado termoestable cintas ".
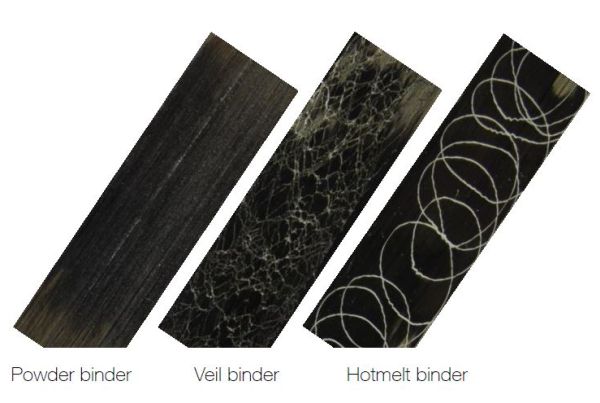
El ITA Tape Center ha investigado varias tecnologías de aglutinantes termoendurecibles y compatibles con termoplásticos.
Así como el ITA Tape Center ha definido el espacio de producción para los procesos de arrastre extendido y sus parámetros, también ha desarrollado un conocimiento significativo sobre el impacto del tamaño de la fibra y cinta carpeta tecnología. “Tenemos proveedores que quieren probar recetas de diferentes tamaños para ver qué es lo mejor para difundir ”, dice Happach.
Para los materiales aglutinantes, enfatiza que el factor más importante es la compatibilidad con la resina matriz. "Un aglutinante termoendurecible logrará las propiedades más altas para una matriz termoendurecible". Asimismo, para una matriz termoplástica, el aglutinante debe ser termoplástico y puede aplicarse utilizando polvo, velo o termofusible. Los dos últimos permiten una aplicación muy rápida y dan una gran estabilidad a la cinta, pero Happach nota el velo dará un contenido de aglutinante ligeramente superior . Esto puede ser deseable o no dependiendo del diseño de la pieza y las consideraciones del proceso de fabricación. La investigación sobre los parámetros del aglutinante y cómo estos afectan las piezas finales continuará a medida que ITA construya su cadena de proceso completa.
Resina
- Impresión frente a máquinas CNC
- para detener la rotura de las fresas de extremo
- para solucionar problemas de parada de emergencia de una máquina CNC
- ¿Es SFM en Mecanizado?
- Robots de inteligencia artificial
- Automatización industrial
- Cámaras hiperespectrales
- Visión artificial
- Convocatoria Industria 4.0 Conectada
- Cómo influye la Industria 4.0 en la ciberseguridad
- Cómo mantener el acero inoxidable