


Aplicación de la nanotecnología en la industria de productos a base de madera:una revisión
Resumen
La industria maderera es uno de los principales impulsores del crecimiento económico en Malasia. El bosque, que es la fuente de varios materiales lignocelulósicos, tiene muchos potenciales sin explotar que podrían explotarse para producir material nanométrico biodegradable y sostenible que posee características muy interesantes para su uso en la propia industria de la madera o en muchos campos de aplicación diferentes. El sector de productos a base de madera también podría utilizar varios nanomateriales fácilmente disponibles para mejorar el rendimiento de los productos existentes o para crear nuevos productos de valor agregado a partir del bosque. Esta revisión destaca los desarrollos recientes en la aplicación de la nanotecnología en la industria de productos a base de madera.
Introducción
La nanotecnología se define como la manipulación de materias entre 1 y 100 nm. La nanotecnología es un campo multidisciplinario que combina la ciencia y la tecnología con el objetivo de desarrollar materiales nuevos y mejorados con funciones importantes, propiedades físicas y químicas [1, 2]. El material a esta escala tiene propiedades únicas en comparación con los mismos materiales en dimensiones más altas [3]. Por esta razón, se pueden explorar varias aplicaciones innovadoras a través de la nanotecnología en muchas disciplinas.
No solo como habilitador tecnológico, la nanotecnología también puede ser un motor para lograr el crecimiento económico nacional. La industria de productos forestales de Malasia aporta un valor de exportación de alrededor de 22.500 millones de ringgit en 2019 [4]. Los productos de madera exportados desde Malasia incluyen maderas aserradas, chapas, contrachapados y molduras. La industria maderera de Malasia tiene la oportunidad de aprovechar plenamente la nanotecnología para sus propias ventajas. Es imperativo que se apoye y se preste atención al esfuerzo por aplicar la nanotecnología en la industria de la madera, en particular en Malasia, para diversificar y agregar valor a los productos de madera existentes, lo que eventualmente impulsará el crecimiento económico en este campo.
No se puede descartar que el bosque juegue un papel esencial para la civilización durante tantos años, ya que se ha convertido en la fuente de materiales lignocelulósicos para diversas explotaciones y desarrollos de productos. De hecho, los productos de madera han estado disponibles en la sociedad desde hace mucho tiempo en forma de madera, muebles, papeles y muchos otros materiales funcionales [5, 6]. La aplicación de la nanotecnología en el sector forestal, particularmente en productos forestales o productos derivados de la madera, merece la atención de todos los actores y partes interesadas relacionados. La utilización de la nanotecnología podría dar como resultado productos a base de madera más resistentes, multifuncionales pero más ligeros [3]. Los productos forestales tradicionales como la pulpa y el papel, compuestos de madera, revestimientos de madera y conservantes de madera pueden expandirse o transformarse en productos nuevos o de valor agregado para encontrar aplicaciones más amplias y / o más avanzadas [5].
En este artículo de revisión, la aplicación de la nanotecnología en la industria de productos a base de madera se puede dividir en dos [2] vías:
- 1
Derivación de nanomateriales del bosque
La creciente preocupación con respecto al medio ambiente ha provocado una inmensa necesidad de introducir material nanométrico sostenible y biodegradable. Este nuevo material llamado nanocelulosa se puede producir a partir de recursos forestales de manera segura y sostenible. La abundancia de material lignocelulósico del bosque ha creado un gran interés para convertir la celulosa en nanocelulosa. La nanocelulosa es principalmente celulosa a nivel molecular que tiene varias características clave como alta resistencia y rigidez, alta relación resistencia-peso, respuesta electromagnética y una gran superficie [5, 7, 8, 9]. Las características sobresalientes de este material ofrecen un enorme potencial de aplicación más allá de la propia industria de productos forestales. En el área de productos a base de madera, se puede aplicar como agente de refuerzo en pulpa y papel y compuestos de madera o como material de revestimiento en revestimiento de madera [10,11,12]. Debido a su versatilidad, la nanocelulosa podría utilizarse como uno de los componentes (como sustrato, estabilizador, electrodo) para el sector de productos no forestales como electrónica, sensores, baterías, alimentación, farmacéutica y cosmética [5, 13].
- 2
Uso de nanomaterial (s) para productos a base de madera
Los nanomateriales podrían usarse para mejorar los productos existentes a base de madera en términos de su funcionalidad. Por ejemplo, el uso de nanomateriales en el revestimiento de madera, como el óxido de nanozinc o el óxido de nanotitanio, puede mejorar la funcionalidad de la madera en términos de durabilidad, resistencia al fuego y absorción de rayos UV, así como disminuir la absorción de agua [14, 15, 16]. Por otro lado, la aplicación de nanoencapsulación en conservantes de madera [17, 18] podría mejorar la impregnación de la madera con pesticidas al asegurar que los químicos puedan penetrar más profundamente en la madera, reduciendo así el problema de lixiviación excesiva [19]. Esto mejora la durabilidad de las maderas tratadas frente a los agentes de biodegradación.
Se han publicado varios artículos de revisión sobre la aplicación de la nanotecnología en la silvicultura y los productos forestales [20, 21]. Un artículo de McCrank [21] ofrece una visión general de la aplicación de la nanotecnología en el sector forestal, mientras que Moon et al. [20] discuten más sobre nanoindentación. Según el conocimiento de los autores, hay publicaciones limitadas sobre este tema que cubren particularmente sectores seleccionados de la industria maderera. Este artículo de revisión destacará el progreso reciente de las aplicaciones de la nanotecnología en los sectores de madera seleccionados, a saber, pulpa y papel, compuestos de madera, revestimiento de madera y durabilidad de la madera. Además, también se destacan algunas aplicaciones potenciales de la nanocelulosa, que es una nueva generación de celulosa en la industria de productos a base de madera, en áreas como la energía y los sensores.
Aplicaciones
Pulpa y papel
La producción anual de papel y cartón en todo el mundo supera los 400 millones de toneladas [22]. Muestra que la era digital actual no ha detenido el uso continuo de productos de papel en la comunidad. No obstante, el aumento de la demanda se debe principalmente a diversos productos de embalaje [23]. Este aumento puede ser impulsado por el cambio en la preferencia del consumidor sobre las compras en línea y el impulso del comercio electrónico que brinda la conveniencia de comprar en la comodidad del hogar y que el producto se entregue de manera segura a los destinatarios previstos.
El papel está hecho de materiales lignocelulósicos que se han sometido a una serie de procesos primarios, tratamiento, fabricación de papel, secado y recubrimiento. La etapa de fabricación de papel es donde se agrega y ajusta toda la mezcla de pulpa y aditivos para adaptarse a los diferentes productos finales. La nanotecnología se aplica en pulpa y papel en forma de nanomateriales o nanoaditivos. Por ejemplo, los recursos forestales o más bien los materiales lignocelulósicos pueden explotarse para extraer el bloque de construcción de tamaño nanométrico o conocido como nanocelulosa que sirve como unidad de refuerzo para proporcionar resistencia mecánica, funcionalidad y flexibilidad únicas [5]. Esta nueva generación de celulosa se produce mediante delaminación de la pared celular para obtener nanofibrillas o mediante extracción de celulosa cristalina a nanoescala. La nanocelulosa se agrega a la fabricación de papel principalmente para aumentar la resistencia del papel. Otros nanomateriales utilizados durante el proceso de producción de papel incluyen nanosílice, nanozeolita, etc. [22]. La incorporación de nanomateriales o nanoaditivos en la industria del papel puede ayudar a mejorar el rendimiento de los productos de papel.
Los principales aditivos utilizados o que se pueden utilizar potencialmente en la industria de la pulpa y el papel se analizan en las siguientes secciones.
Nanocelulosa como agente de resistencia en húmedo o en seco
La nanocelulosa se ha estudiado ampliamente como un aditivo de resistencia en el campo de la pulpa y el papel [24, 25]. La nanocelulosa está cobrando un gran interés por su abundancia, disponibilidad y también por sus interesantes características como biodegradable, baja toxicidad, excelentes propiedades mecánicas y ópticas, alta superficie y renovabilidad [5, 7]. La nanocelulosa es en realidad celulosa en una dimensión a nanoescala que se puede aislar y preparar a partir de cualquier material lignocelulósico que incluye pulpa de madera, plantas no madereras, residuos agrícolas y de madera, celulosa bacteriana y tunicados. La celulosa es un compuesto lineal con unidades de glucosa unidas en β-1,4 que comprende regiones cristalinas y amorfas. La eliminación de dominios amorfos de la cadena de celulosa usando ácido mineral conduce al aislamiento de celulosa nanocristalina, mientras que la deslaminación de la pared celular a través de una acción mecánica de alto cizallamiento da como resultado la reducción del ancho de celulosa formando así celulosa nanofibrilada. Estas dos categorías de nanocelulosa son los nanomateriales más estudiados en el campo de la pulpa y el papel para la mejora de productos. Durante la última década, numerosos trabajos se han centrado en la preparación de celulosa nanofibrilada (NFC) y celulosa nanocristalina (NCC) a partir de diversos recursos vegetales. La Figura 1 muestra imágenes de celulosa nanocristalina y celulosa nanofibrilada utilizando microscopía electrónica de transmisión (TEM).
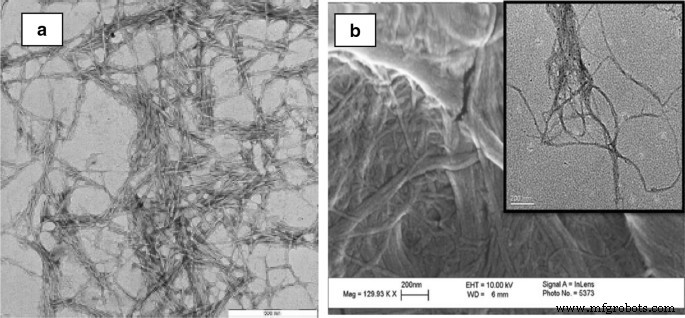
Imagen TEM de NCC de Acacia magium un Fuente :Jasmani y Adnan [26]. Reproducido con permiso de Elsevier y NFC a partir de pulpa de madera blanda, b Fuente :Zhao y col. [27]. Reproducido con permiso de Elsevier
Las propiedades de la nanocelulosa varían según los métodos de preparación y la fuente de celulosa. La Tabla 1 muestra la morfología y cristalinidad de la celulosa nanofibrilada y la celulosa nanocristalina.
De celulosa a nanocelulosa
La celulosa nanofibrilada es el nanoaditivo más estudiado en la fabricación de papel, ya que se han informado muchos trabajos [3, 25]. La celulosa nanofibrilada se prepara sometiendo las fibras a tratamientos mecánicos selectivos de alto cizallamiento. Existen muchos métodos y combinaciones de métodos para producir celulosa nanofibrilada. La homogeneización y la microfluidización son las técnicas habituales utilizadas para la preparación de celulosa nanofibrilada que implica someter las fibras a una pequeña boquilla a alta presión para repetidas pasadas, normalmente entre 10 y 15 pasadas [32, 33]. Este tipo de tratamiento, si se usa solo, requiere un alto consumo de energía, por lo que el pretratamiento con productos químicos como TEMPO (2,2,6,6-tetrametilpiperidin-1-oxil) -oxidación [34], carboximetilación o enzima [35, 36 ] suele ser necesario para ahorrar energía. Usando este método, la celulosa nanofibrilada se produce como resultado de altas tasas de cizallamiento inducidas por la alta velocidad y fuerza de la corriente de fluido. Otro método popular para producir celulosa nanofibrilada es mediante el método de trituración. La máquina de pulir consta de discos de piedra estáticos y giratorios. La fuerza de cizallamiento generada por las piedras descompone las fibras de la pared celular en nanofibrillas individualizadas. Para evitar una amplia distribución en el ancho utilizando este método debido a la agregación [37], los autores recomendaron que las materias primas deben mantenerse en agua después de los procesos de pulpa y blanqueo. Esto es para obstaculizar la formación de la red de enlaces de hidrógeno cuando está en un estado seco [37, 38]. También se ha estudiado el método de ultrasonidos para preparar nanofibras. La sonicación implica la generación de una alta fuerza de corte cavitacional a partir de ondas ultrasónicas que pueden romper la estructura celular de la fibra [39]. Se dice que la técnica de sonicación produce nanofibras estables y bien dispersas [3]. Además de eso, también se puede aplicar crio-trituración para convertir fibras nativas en nanofibras. Las fibras deben congelarse utilizando nitrógeno líquido seguido de altas fuerzas de cizallamiento. La alta fuerza de cizallamiento indujo presión sobre los cristales de hielo que obligan a las paredes celulares a romperse y liberar la microfibrilla [40,41,42,43].
La celulosa nanocristalina extraída de la celulosa nativa se prepara comúnmente usando hidrólisis ácida. También se han estudiado otros métodos que implican el uso de sustancias químicas específicas como la oxidación mediada por TEMPO [44] y líquidos iónicos [45] para la preparación de nanocelulosa. También se ha informado de una aplicación de la enzima celulasa [46, 47].
Durante la hidrólisis ácida, el grado de polimerización de la celulosa disminuye rápidamente, pero se estabiliza en algún punto conocido como grado de polimerización nivelado [48]. La razón de este comportamiento podría deberse a que el ácido hidroliza rápidamente las regiones amorfas. A medida que comienza la hidrólisis, el ácido ataca preferiblemente la región amorfa debido a su alto volumen e hidroliza el enlace glicosídico fácilmente accesible [49]. Una vez que hidroliza el enlace fácilmente accesible, se produce una hidrólisis adicional a una velocidad mucho más lenta en el extremo reductor de la cadena de glucosa y en la superficie de la región cristalina [50]. La hidrólisis ácida está influenciada por factores como el tipo de ácido, la concentración de ácido, la temperatura y el tiempo [49, 51, 52]. Cualquier cambio en la concentración de ácido, el tiempo de hidrólisis y las condiciones de temperatura tiene un efecto sobre la morfología de la celulosa nanocristalina. Por ejemplo, aumentar tanto el tiempo de hidrólisis [53] como la concentración de ácido [29] conduce a una celulosa nanocristalina más corta, mientras que las altas temperaturas dan como resultado una conversión completa de la celulosa en glucosa [50, 54, 55].
La adición de nanocelulosa en la fabricación de papel conduce a un papel de mejor rendimiento en cuanto a que aumenta la resistencia del papel [56, 57] y la densidad [58,59,60] y también reduce la porosidad [61]. La adición de celulosa nanoestructurada da como resultado propiedades de papel similares añadidas con fibras batidas [3, 25]. En teoría, la resistencia del papel puede aumentarse mediante la inclusión de agentes de resistencia en húmedo y en seco [24, 62], la adición de fibra funcionalizada [63] y el batido [64]. La mejora da como resultado la capacidad de unión de las fibras [25]. Boufi y col. [25] propuso que el mecanismo puede deberse al aumento del área unida como resultado de la nanocelulosa que actúa como un conector entre las fibras que conduce a la unión fibra a fibra. Además de eso, también podría deberse a las diferentes redes creadas en la fibra que dan como resultado un aumento en la capacidad de unión. Dada la longitud micrométrica de la nanocelulosa, pueden actuar como un puente para conectar las fibras vecinas que conducen a una red más fuerte [25]. La red de unión mutua atribuida por la fibra y la nanocelulosa aumenta la resistencia del papel.
La nanocelulosa como nanoaditivo mejora la unión interna que da como resultado un aumento de la resistencia a la tracción en seco, una reducción de la permeabilidad y opacidad del aire y una mayor densidad [3]. Al ser un material a nanoescala, la nanocelulosa tiene un área de superficie alta y, por lo tanto, se pueden formar enlaces de hidrógeno de manera más efectiva. Se agrega como un aditivo de extremo húmedo para mejorar la resistencia en seco y mejorar la retención. La nanocelulosa comúnmente utilizada como aditivo de resistencia en seco se encuentra en forma de celulosa nanofibrilada.
Existen diferentes estrategias para agregar NFC a la pasta papelera, ya que puede agregarse directamente con [24, 62, 65] o sin ayuda de retención [58] o mezclarse con otras cargas o fibras largas [66, 67] seguido de una ayuda de retención. . Un aumento en la resistencia a la tracción después de la adición de NFC se relaciona con la cantidad añadida. Se encontró que se observó un aumento del 5% de la resistencia a la tracción cuando se añadió 3% de NFC a la pasta de papel compuesta de pulpa batida junto con almidón catiónico [24]. Es interesante notar que el efecto fue más notable si la pulpa está menos batida. Por ejemplo, más del 100% de aumento en la resistencia a la tracción cuando se agregó un 6% de NFC a la pulpa termomecánica. Por otro lado, el NFC tuvo un impacto menor cuando se añadió a pulpa química bien batida [65]. Por lo tanto, se espera que ocurra una mejora en la tracción cuando se agrega NFC en papel relleno, pulpa mecánica y pulpa reciclada. Hii y col. [65] informó tal observación de que NFC se adsorbe en el relleno y las fibras y une el relleno con la red de fibra. El único defecto importante del uso de NFC en la fabricación de papel es que hace que el drenaje sea más lento. El drenaje juega un papel muy importante en la fabricación de papel, ya que se relaciona directamente con la eficiencia de la producción de papel. Cuanto más lento sea el tiempo de drenaje, más lento se producirá el papel. Por lo tanto, es muy importante utilizar un agente de retención en dosis específicas para mejorar la adsorción de las nanofibras en la superficie de la fibra, lo que conduce a una mejor deshidratación [24, 68].
El NFC tiene propiedades intermedias entre los aditivos de resistencia en seco, como el almidón, y los finos creados a partir de la acción de batir, ya que ambos aumentan el área adherida [3]. Esto se logra creando una capa suave y delgada en la superficie de la fibra que ayuda a aumentar la unión de la fibra durante el secado y también al rellenar los huecos y poros entre las fibras que también aumentan el área unida [3].
Nanocelulosa como material de revestimiento para la propiedad de barrera
La nanocelulosa también se puede utilizar como material de revestimiento en papel de embalaje, ya que tiene buenas propiedades de barrera. El beneficio de usar nanocelulosa como elemento de recubrimiento es que el problema de deshidratación ya no es un problema, ya que se agrega después de que se ha hecho el papel. Existen diferentes enfoques que se pueden emplear para aplicar nanocelulosa que incluyen pulverización, recubrimiento de barras, prensado por encolado y recubrimiento por rodillo. Se ha informado que la aplicación de nanocelulosa, en particular de celulosa nanofibrilada, aumenta la barrera al oxígeno y la resistencia al aceite [69]. En un ejemplo, se observó una reducción de la permeabilidad al aire de 69.000 a 4,8 y de 660 a 0,2 nm Pa −1 para papel sin blanquear y papel resistente a la grasa, respectivamente [70], utilizando el revestidor de varillas. Syverud y Stenius [71] aplicaron cantidades variables de NFC del 0 al 8% en la pulpa de madera blanda y encontraron que las propiedades de barrera aumentaron notablemente de 6.5 a 360 nm Pa −1 s −1 . Esto se debe a la menor porosidad provocada por el aumento de nanofibrillas. Hult et al. También intentaron la aplicación de NFC y goma laca. [72] en papel y cartón que da como resultado la reducción de la permeabilidad al aire, la tasa de transmisión de oxígeno y la transmisión de vapor de agua, lo que lo hace potencial para envases de barrera.
No solo eso, la nanocelulosa, en particular la celulosa nanofibrilada, se puede convertir en películas delgadas o nanopapeles independientes. Este nanopapel se puede utilizar como sustrato para aplicaciones electrónicas ya que es transparente y flexible [73].
Nanomaterial como agente de retención para la mejora de la propiedad
Los agentes de retención se agregan a la fabricación de papel para mejorar la retención de productos químicos funcionales en los papeles. Se han probado algunos nanomateriales en productos de papel, como el uso de nanozeolita [74] y dióxido de nanotitanio. La nanozeolita se usa como desecante en la industria del papel para absorber la humedad y también funciona para eliminar las emisiones de gas si se usa para papel especial. La gran superficie de la nanozeolita que consta de huecos y poros ayuda durante dicho proceso. El óxido de nanotitanio añadido al papel puede formar un papel con un módulo elástico dinámico mejor en comparación con la muestra controlada [75].
Efecto de nanorelleno para la mejora de propiedades
El uso de relleno en la industria del papel se debe principalmente a la reducción de costes, ya que el relleno suele ser más barato que la propia pulpa. Además de estudiarse como aditivo de resistencia, la nanocelulosa también se puede utilizar como relleno. La adición de celulosa nanofibrilada puede reducir la cantidad de pulpa de madera y aumentar la cantidad de relleno, reduciendo así los costos de producción [76]. Además, el papel producido tiene propiedades mejoradas como baja porosidad y alta opacidad. También se informó que la adición de celulosa nanofibrilada del 2 al 10% como relleno da como resultado un incremento de la concentración del 50 al 90% (Future Markets Inc. 2012). La nanoarcilla se puede utilizar como aditivo en la fabricación de papel para reducir la permeabilidad a los gases, lo que puede prolongar la vida útil del papel. Esto es esencial en la industria del envasado en la que las barreras de gas y agua juegan un papel importante en la prevención del deterioro de alimentos y bebidas.
El carbonato de nanocalcio se utiliza como relleno para mejorar la dispersión de la luz. El carbonato de calcio precipitado modificado utilizando partículas nanoestructuradas tuvo un impacto positivo en la dispersión de la luz [77]. El carbonato de calcio precipitado se revistió con nanopartículas de silicato y sulfuro de zinc. Wild et al. [78] informó de un estudio similar en el que se utilizó recubrimiento de nanopartículas en pruebas de laboratorio, piloto y en fábrica. El estudio encontró que el recubrimiento de nanopartículas proporciona una buena calidad de impresión, permanencia en el agua y estabilidad dimensional. El óxido de nanozinc añadido a la composición de papel confiere propiedades antibacterianas al papel. Al mismo tiempo, las propiedades ópticas como el brillo y la blancura, así como la capacidad de impresión del papel, también mejoraron con la adición de óxido de nanozinc. El óxido de nanotitanio también se ha estudiado en combinación con beta-ciclodextrina en papel estucado [79]. Se descubrió que la mezcla de nanomateriales tenía un mejor efecto de degradación sobre el xileno en comparación con el papel recubierto solo con óxido de nanotitanio.
Nanomaterial como agente de dimensionamiento para la mejora de la propiedad
Se agrega un agente de encolado a la fabricación de papel para mejorar la resistencia a la penetración de agua / líquido, de modo que el papel sea adecuado para imprimir y escribir. El uso de nanosílice puede mejorar las propiedades ópticas y reducir la impresión hasta en un 30%. Se descubrió que el papel recubierto con nanosílice produce una mejor densidad óptica, estabilidad dimensional y calidad de impresión que el papel sin recubrimiento [80,81,82].
Compuestos de madera
La madera es un regalo de la naturaleza para la humanidad, ya que es un material biodegradable y renovable que se puede utilizar en muchas aplicaciones. Sin embargo, la madera en sí posee varias debilidades como delicadeza, no flexible y no duradera debido a los ataques de termitas y otros. La utilización de fibras de madera en la producción de compuestos de madera tiene sus propias desventajas, ya que tienen baja densidad aparente, baja estabilidad térmica, alta tendencia a absorber humedad y susceptibilidad a la degradación biológica. La nanotecnología se ha utilizado en muchas ciencias y puede usarse para mejorar la calidad de muchos materiales, incluida la madera y los compuestos de madera.
Nanocelulosa como material de refuerzo
El principio de utilizar nanocelulosa como material de refuerzo en el material de la matriz ha dado lugar a muchos trabajos de investigación. Al agregar celulosa a nanoescala, los nanocompuestos poseen propiedades sobresalientes de muchas formas, que no podrían lograrse con microcompuestos [83]. Estos compuestos reforzados con nanocelulosa son capaces de reemplazar los compuestos convencionales. Mediante la modificación apropiada de NCC, se pueden desarrollar varios nanomateriales funcionales con propiedades sobresalientes o propiedades físicas, químicas, biológicas y electrónicas significativamente mejoradas. Las propiedades de los nanocompuestos dependen de pocos factores, como las propiedades del material de la matriz, las características de la nanocelulosa, la dispersión de la nanocelulosa en el material de la matriz y las interacciones interfaciales entre el material de relleno y la matriz [84].
Se ha estudiado ampliamente la nanocelulosa como refuerzos en varios tipos de materiales de matriz. Los nanocompuestos poliméricos que consisten en polímeros naturales o sintéticos reforzados con nanocelulosa se han establecido como una clase de materiales prometedora. La mejora de las propiedades mecánicas es el objetivo más común al preparar estos polímeros reforzados con nanocelulosa [85,86,87]. Los polímeros a base de petróleo se dividen generalmente en tipos termoplásticos y termoendurecibles. La diferencia entre polímero termoplástico y termoestable es el enlace que mantiene sus moléculas de cadena larga, el primero está sostenido por enlaces débiles de van der Waals, mientras que el segundo por enlaces covalentes fuertes [88]. Se ha estudiado una variedad de termoendurecibles para su uso en compuestos de nanocelulosa. La resina epoxi, por ejemplo, se ha utilizado para productos de materiales avanzados debido a sus excelentes propiedades de unión y buenas propiedades mecánicas después del curado (alto módulo, baja fluencia y rendimiento razonable a temperaturas elevadas). Sin embargo, puede fallar fácilmente bajo impacto debido a la estructura altamente reticulada [89]. Con la adición de nanocelulosa funcionalizada como material de refuerzo, las propiedades mecánicas de los nanocompuestos de celulosa a base de epoxi se han mejorado significativamente [90, 91]. Se ha llevado a cabo un enfoque para preparar compuestos de nanofibras de epoxi celulosa con una estructura orientada [92]. El proceso combinó el método de moldeado en hielo (o fundición por congelación) para preparar redes de nanocelulosa altamente porosas antes de usarse como preformas para la impregnación con una resina bioepoxi. Los resultados mostraron que los módulos elásticos y de almacenamiento de los nanocomposites eran mejores que los del epoxi puro en ambas direcciones de prueba, y la resistencia se mejoró en la dirección longitudinal. Otra resina termoendurecible más utilizada es el poliéster insaturado (UP). Los biocompuestos de UP nanoestructurados con un contenido de nanocelulosa de hasta un 45% en volumen, mucho más alto que en cualquier estudio anterior, se procesaron y caracterizaron con éxito [93]. El refuerzo de la red de nanocelulosa nanoestructurada mejora en gran medida no solo el módulo y la resistencia de UP, sino también la ductilidad y la tenacidad. La Figura 2 muestra las morfologías de fractura del poliéster hidrófobo, poli (3-hidroxibutirato-co-4-hidroxibutirato) (PHB) reforzado con 15% en peso de NCC o 15% en peso de NCC acetilado mediante microscopía electrónica de barrido de emisión de campo (FE- SEM). Las imágenes FE-SEM indicaron claramente que NCC acetilado se dispersó homogéneamente en el PHB en comparación con NCC. La homogeneidad ha contribuido a la fuerte interacción interfacial entre el material de refuerzo y la matriz de polímero [94].
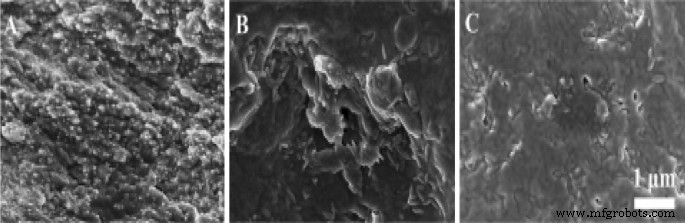
Imágenes FE-SEM para las morfologías de fractura de a PHB / NCC-15, b PHB / NCC acetilado (II) -15, c PHB / NCC acetilado (IV) -15 nanocompuestos. Fuente :Gan y col. [94]. Reproducido con permiso de ACS
La Tabla 2 ilustra la incorporación de nanocelulosa en polímeros termoplásticos como PLA, PVA, almidón, PU, PP y etcétera. Los procesos utilizados para desarrollar estos nanocompuestos incluyen intercambio de solventes, dispersión acuosa, moldeo en solución, injerto, moldeo por inyección de espuma con núcleo y respaldo, electrohilado, coagulación y termocompresión, y reacción de polimerización de apertura de anillo aniónica in situ, entre otros. La mayoría de los estudios informaron que la adición de nanocelulosa en nanocomposites resultó en una mejora de las propiedades mecánicas (fuerza, rigidez, resistencia a la fluencia, elasticidad) estabilidad térmica, propiedades de barrera e incluso algunas funciones antibacterianas y antioxidantes indicadas de los nanocomposites, dependiendo de los componentes. de los nanocomposites utilizados. Los hallazgos generales informaron resultados positivos sobre el refuerzo de la nanocelulosa en la matriz termoplástica que impulsan y fomentan más estudios para producir materiales compuestos más ecológicos y sostenibles.
Los polímeros naturales se encuentran normalmente en la naturaleza y se pueden extraer. Los polímeros naturales no son termoplásticos, con solo unas pocas excepciones. Sin embargo, las técnicas de modificación química y física pueden activar la termoplasticidad en polímeros naturales a partir de recursos de biomasa como celulosa, lignina y quitina. Debido a la creciente conciencia ambiental y la demanda de productos ecológicos, se han utilizado varios polímeros naturales reforzados con nanocelulosa para producir bio-nanocomposites. Hay un número muy limitado de estudios que informan sobre el uso de nanocelulosa de origen vegetal en la regeneración del tejido óseo. Uno de los estudios [113] informó de la preparación de un nanocompuesto sintetizando celulosa nanofibrilada oxidada (TEMPO) (TNFC) o celulosa nanocristalina (NCC) con hidroxiapatita (HA). Se encontró que los compuestos demostraron mejores resistencias a la compresión, módulos elásticos y resistencia a la fractura, en el rango de hueso cortical externo y denso, que los basados en NCC. Además, los compuestos no indujeron citotoxicidad en las células osteoblásticas derivadas de huesos humanos, sino que mejoraron su viabilidad, lo que los hace prometedores para la regeneración del tejido óseo en aplicaciones de carga.
Entre otros biopolímeros naturales utilizados se encuentran el alginato de sodio, la celulosa y las proteínas que tienen las propiedades características como biodegradables, biocompatibles y de baja toxicidad. El alginato de sodio, por ejemplo, se ha utilizado ampliamente como un biomaterial excelente en muchos campos, como la ingeniería de tejidos, la administración de fármacos, el envasado de alimentos y aplicaciones biomédicas. Sin embargo, la escasa resistencia mecánica y las propiedades de degradación incontrolada limitan su aplicación. Se han realizado varios intentos para superar estos problemas desarrollando películas de nanocompuestos con la incorporación de nanocelulosa en la matriz de alginato. Se encontró que la incorporación de NFC en la matriz de alginato mejoró su resistencia al agua y sus propiedades mecánicas. Investigaciones posteriores han demostrado que con el tratamiento de ultrasonidos para facilitar la dispersión, el NCC oxidado mediado por TEMPO tiene una mejor eficiencia para reforzar el biopolímero de alginato en comparación con el NFC. Un concepto similar de estrategia de refuerzo sinérgico bioinspirado en la integración de nanocelulosa en quitina, quitosano, aislado de proteína de soja (SPI) y matriz de goma de linaza abre un nuevo camino para la construcción de nanocompuestos de alto rendimiento.
Nanopartículas para la mejora de propiedades de paneles a base de madera
Los compuestos de madera se describen generalmente como una amplia gama de productos que tienen una combinación de elementos de madera unidos por un aglutinante. Entre las ventajas de los compuestos de madera se encuentran que pueden diseñarse para calidades específicas o requisitos de rendimiento en diferentes espesores, grados y tamaños. Los compuestos de madera se fabrican para aprovechar las características de resistencia natural de la madera (y, a veces, dan como resultado una mayor resistencia estructural y estabilidad que la madera normal). On the other hand, wood composites also have disadvantages such that they require more primary energy to manufacture when compared to solid lumber. Hence, wood composites are not suitable for outdoor use as they can absorb water and are more prone to humidity-induced warping than solid woods. The adhesives used release toxic formaldehyde in the finished product. Nanotechnology can be utilised to improve the quality of wood-based composites to fulfil the increasing demand for existing products and for new products to be used in new applications.
The main drawbacks of wood are its susceptibility and biodegradability by microorganisms and also dimensional instability when subjected to varied moisture content. These are mostly due to the cell wall main polymers and their high abundance of hydroxyl groups (OH) [114]. Wood is naturally hygroscopic, and moisture absorption by wood materials is directly related to the exposed surface area. The addition of inorganic nanoparticles to wood composites has been reported to enhance the composites’ anti-microbial properties. Nanoparticles of zinc oxide (ZnO) exhibit good antimicrobial activity. These nanoparticles are added into melamine-urea formaldehyde (MUF) glue before being used for particleboard production [115]. The findings show that there were increments in bioresistance of the particleboards against the Gram-positive bacterium Staphylococcus aureus , the Gram-negative bacterium Escherichia coli , the molds Aspergillus niger and Penicillium brevicompactum as well as the brown-rot fungus Coniophora puteana . Silver nanoparticles which are well-known biocide additives also exhibited similar antibacterial and anti-mold efficiency effects when applied onto the melamine-laminated surfaces of particleboards [116]. The combination of nanocopper oxide and alkane surfactant was also confirmed to improve water and termite resistances of treated plywood specimens [117]. Modified starch-based adhesive was explored as another option to increase the decay resistance of particleboard. Particleboard bonded with modified PVA/oil palm starch added with nanosilicon oxide (SiO2 ) and boric acid was found to be more decay resistant than particleboard bonded with their native starch [118]. The addition of nano-SiO2 and boric acid as the water repellent and antifungal agents, respectively, have prevented the microorganism's activity in the final particleboard.
The manufacture of wood composite panels can be improvised by developing methods to shorten the cure time of the resin during hot-pressing, which could speed up production or improve overall quality of the board. Heat transfer which effects the pressing time of a wood-composite panel varies with thickness, press temperature, closing rate, and mat moisture distribution. The addition of ZnO nanoparticles increased the heat transfer at the centre of the particleboard during hot-pressing causing a greater degree of resin cure and improved the physico-mechanical properties [119]. High conductive nanoparticles such as multiwalled carbon nanotubes (CNTS) and aluminium oxide (Al2 O 3 ) were also proven to enhance thermal and mechanical properties of medium density fibreboard [120]. The study also reported that although activated carbon nanoparticles did not give any significant effect to physical and mechanical properties of the board, they have more accelerated effect on the curing of urea formaldehyde (UF) and reduction in the formaldehyde emission compared to the other two nanofillers.
In fabricating the wood composites, the adhesives play exceptionally significant role which affect the composites properties which include the mechanical properties, their ability to perform in wet conditions and their effects on the environment. Urea formaldehyde, melamine urea formaldehyde and phenol formaldehyde are commonly used in the wood composites industry. The utilisation of nanoparticles has led to improvements of the properties of adhesives. Many studies have been conducted to produce nanomaterial-reinforced wood composites with enhanced physical and mechanical performance and reduced formaldehyde emission. Nanoclays have been shown to be excellent fillers and reinforcement for the resin matrix, and significantly enhancing strength, toughness and other properties. The modification of UF adhesive using nanoclay particles for plywood fabricated with three forest species from fast-growth plantations:Cordia alliodora , Gmelina arborea and Vochysia ferruginea were reported by Muñoz and Moya [121]. It was determined that nanomodification of the resin with nanoclay at 0.75% improved the moduli of rupture and elasticity of the board. The effect of using nanoclay particles in PF adhesives significantly elevated mechanical properties of the adhesive in the bondline and contributed an increase in the macro-bonding strength of plywood [122]. Interestingly, transition metal ion-modified bentonite (TMI-BNT) nanoclay was used to covert crystalline UF resins to amorphous polymers by blocking the hydrogen bonds via in situ intercalation method [123]. This resulted in 56.4% increase in the adhesion strength and 48.3% reduction in the formaldehyde emission.
Other nanoparticles used to improvise the physical and mechanical properties of wood composites include nanowollastonite (NW) [124, 125] nano-ZnO [126], nano-SiO2 , nano-Al2 O 3 [127], nanosilver [128] and nanocellulose (NCC and NFC). The NCC was utilised as filler for the adhesive, whereas NFC was applied as a binder to the formulation of the composite boards. Recently, it has been revealed that the addition of micro- and nanofibres of cellulose have advantageous effects on the properties of resin. Based on the investigations, it was found that the addition NCC significantly improved the mechanical properties of plywood in the amount of 10%/100 g of solid resin [129]. On the other hand, the physical properties of particleboard after adding the NCC to UF adhesives showed smooth surface, insignificant difference in the density and moisture content of the panels and only high value of nanocellulose content exhibited significantly higher in thickness swelling [130]. Meanwhile, particle boards panels manufactured using NFC as the bonding materials were shown to meet the industry requirements in terms of mechanical properties for low density grades [131]. For high density particleboard, it was estimated that the increased NFC ratio and higher pressure could improve internal bond properties. Even the nail and face screw withdrawal strength was found to be increased with the increase in NFC addition ratio and panel density [132, 133].
Wood Coating
Forests are primarily or partially used for the production of wood and non-wood forest products. Non-wood forest products include bamboo, rattan, firewood, charcoal, damar, palm, etc. There is a huge demand for high quality wood, but the availability of wood from natural forest has been declining. Consequently, the search for non-wood resources as an alternative to wood has been accelerated. Due to its rapid growth property, bamboo has been developed into one of the most important non-wood forest products. Wood is a natural biologically self-assembled polymeric structure (cellulose, lignin, hemicellulose). It is one of the most versatile materials and has been used for centuries in the form of building and structures. However, wood is subjected to intense oxidative degradation processes such as photo-oxidation, chemical oxidation, thermal decomposition and photolysis reactions from the environment, including ultraviolet (UV) light, moisture, chemical pollutant and heat/cold variations [134]. Even non-wood materials like bamboo itself is a natural organic material which is rich in protein, carbohydrate and other nutrients and is prone to mildew, being eaten by moths and rotting. Hence, the final products of wood and non-wood products conventionally comprise additives which can be used as coatings for protection and aesthetic appearance improvement, preservatives for protection against fire and biological factors (fungi and insects).
Coating is a process of applying a layer to the substrate surface. Examples of common coatings applied to wood surfaces are varnishes, lacquers, and paints whose purpose can be both protective and decorative. The main components of the coatings determine their fundamental properties such as binders, pigments, solvents, fillers, and additives [135]. Each element contributes specific properties to the wood surface. The binder contributes to the adhesion of the pigment to the wood and creates a protective layer, while the pigment provides colour and form non-translucent surface layer. The solvents give necessary viscosity for coating application, and the addition of the fillers alters the colour strength and the gloss of the coating. As for the additives, they inhibit mould and decay, assist the drying process, improve the adhesion properties and control the finishing. However, there are weaknesses of coatings such as limited flexibility, strength loss, disproportionate adhesion between coating layer and substrate, inferior abrasion resistance and less durability.
Nanocoating has the capability to resolve these issues. Nanocoating is a process by which a thin layer of thickness about < 100 nm is deposited on the substrate for improving some properties or for imparting new functionality. The nanocoating can be used not only on nanomaterials but also on a bulkier material with an extremely thin layer coating without affecting the topography of the substrate surface. The application of nanocoating in wood and wood products is mainly focused on the improvement of durability, mechanical properties, fire resistance and UV absorption as well as decrease in water absorption. One approach to enhance the functionality and the end user value of nanocoating is the addition of nanoparticles [136]. These nanoparticles have very large surface-to-volume ratios due to their morphology, which allows them to interact intensively with their surroundings, and their nanosize ensures transparency is still sustained.
Nanoadditive for Durability Improvement
Nanocoatings are able to improve the durability of wood and non-wood products by utilising nanoparticles and nanodelivery systems that make the changes at the molecular level of the products. One of the aims of coatings is to prevent the growth of various microorganisms like fungi and bacteria. Nanosized particles of metal oxides, such as zinc oxide (ZnO) [137, 138], titanium oxide [138, 139] and cerium oxide (CeO2 ) [140] were reported to demonstrate strong antimicrobial properties. Studies have been conducted in the direct deposition of nanoparticles onto wood surfaces or direct functionalisation of wood surfaces with nanoparticles. ZnO nanoparticles were successfully fabricated on the surface of bamboo timber by a simple low-temperature wet chemical method based on sol–gel-prepared ZnO seed layers. The findings indicated that the treated bamboo timber had better resistance against Aspergillus niger V. Tiegh (A. niger) and Penicillium citrinum Thom (P. citrinum), but poor resistance against Trichoderma viride Pers. ex Fr (T. viride) [141]. Graphene also demonstrates superior ability to inhibit bacterial growth. Hence, the combination of utilising reduced graphene oxide and nano-ZnO to coat bamboo-based outdoor materials via a two-step dip-dry and hydrothermal process, resulting in the improvement of the mould resistance and antibacterial activity properties [142]. Similarly, the nanostructured ZnO using a hydrothermal process has also provided an effective protection of wood surfaces from biodeterioration [143].
Waterborne polyurethane [144] coatings (WPU) incorporated with nanocrystalline cellulose (NCC) and silver nanoparticles (AgNPs) were used to improve antibacterial property of wood board [145]. The AgNPs were known for their antimicrobial material but aggregated easily during the preparation process. Therefore, NCC was introduced to assist with the blending and dispersibility of AgNPs with WPU or other coatings. In addition, NCC was also a good reinforcing agent to improve the mechanical properties of nanocomposites. Mini emulsion polymerisation was also used to synthesise an acrylic latex coating containing AgNPs, which will limit the growth of black-stain fungi on the wood surfaces [146]. The study of the antibacterial effect of silver and zinc oxide nanoparticles in acrylic coatings applied during the treatment of commercial wooden composites such as particleboard and medium density fibreboard was conducted [147]. Ag and ZnO nanoparticles were partly more effective against the Gram-negative bacterium Escherichia coli compared to the Gram-positive bacterium Staphylococcus aureus .
Nanoadditive for Water Absorption Improvement
It is well known that wood is susceptible to water or moisture. This is due to the hydrophilic nature of the cell wall constituent polymer and its capillary-porous structure. The interaction between wood and water leads to biodegradation of wood, dimensional instability and accelerated weathering. Although there are conventional chemical modifications being used to improve the hydrophobicity of wood, the accessibility of water into wood is still not completely retarded [148]. Furthermore, the chemicals used in the treatment process are possibly hazardous. Hence, nanotechnology is used as an alternative approach for wood modification and functionalisation. The incorporation of nanoparticles into polymeric coatings is used to improve water absorption of wood surfaces. Two approaches are utilised to integrate the nanoparticles into the coatings, namely solution blending and in situ addition [149]. The first approach (solution blending) is when a solvent combines with the polymer before being dispersed onto the wood surfaces. This physical method can be applied through dipping, brushing and spraying [150]. Wu y col. [151] reported that a superhydrophobic coating was constructed on the surface of poplar wood with a contact angle of up to 158.4° through the waterborne UV lacquer product (WUV) which was modified by ZnO nanoparticles and stearic acid. Compared with WUV, the water resistance of zinc stearate/waterborne UV lacquer super-hydrophobic coating (ZnSt2 /WUV) was stronger, which was conducive to prepare superhydrophobic coatings in an easy and environmentally friendly. Interestingly, a water-based varnish added with TiO2 nanoparticles was used to evaluate the finishing of nine tropical wood species [152]. It was found that the incorporation of TiO2 nanoparticles decreased the values of water absorption and after a year of weathering exposure, the varnish with no added TiO2 nanoparticles degraded completely, while the modified varnish film endured. Other examples of superhydrophobic wood coatings which were successfully prepared are lignin-coated nanocrystalline cellulose (L-NCC) particles/polyvinyl alcohol (PVA) composite paint system [153], UV-light curable methacrylic-siloxane-cellulose composite coatings [154], Fe 3+ -doped SiO2 / TiO 2 composite film [155] and polydimethylsiloxane (PDMS)/silica hybrid coating system [156].
The second approach is the in situ addition or a chemical process which involves compound addition directly to monomers and subsequent polymerisation. The nanoparticles are synthesised in situ by chemical reactions on the wood surface such as hydrothermal methods or solgel deposition. Gao y col. [157] applied a simple and effective method in preparing superhydrophobic conductive wood surface with super oil repellency using AgNPs modified by fluoroalkyl silane. The multifunctional coating could be commercialised for various applications, especially for self-cleaning and biomedical electronic devices. In another study, bamboo was treated using ZnO sol, and the ZnO nanosheet networks were grown hydrothermally onto the bamboo surface and subsequently modified with fluoroalkyl silane [158]. The successfully treated bamboo exhibited superior properties such as robust superhydrophobicity, stable repellency towards simulated acid rain, UV-resistant and fire-resistant. Similar superior properties were obtained when bamboo timber prepared by the hydrothermal deposition of anatase TiO2 nanoparticles and further modified with octadecyltrichlorosilane [159]. Superhydrophobic wood surfaces can also be prepared using approaches such as layer-by-layer [160] assembly of polyelectrolyte/TiO2 nanoparticles multi-layers and hydrophobic modified with perfluoroalkyltriethoxysilane (POTS) [161], spray coating of a waterborne perfluoroalkyl methacrylic copolymer (PMC)/TiO2 nanocomposites onto the PDMS pre-coated substrate [162] and a one-step hydrothermal process using tetrabutyltitanate (Ti(OC4 H9 ) 4 , TBOT) and vinyltriethoxysilane (CH2 CHSi(OC2 H 5 ) 3 , VTES) as a co-precursor [163]. Even a biomimetic approach as to produce a lotus-leaf-like SiO2 superhydrophobic bamboo surface based on soft lithography was successfully carried out [122].
Nanoadditive for Mechanical Properties Improvement
The inorganic particles integrated into organic polymers are commonly used in wood coatings to increase the mechanical properties. As fillers, the rigidity and hardness of the inorganic materials are combined effectively with the polymer’s processability. The inorganic particles when apply in micron size have disadvantages such as they reduce the flexibility of the material and decrease the transparency of the coating system [164]. The utilisation of the inorganic particles in nanosize increases the surface area and the ratio of the interfacial area, which subsequently influences the properties of the raw material [165]. Recent studies have investigated on using nanocellulose as a renewable reinforcement to develop a bio-based nanocomposite coating system with improved performance. Nanocellulose was surface modified due to the issue of incompatibility with the polymer matrix. The addition of TEMPO-oxidised cellulose nanofibres improved the mechanical properties of the WPU coating [144, 166]. In the case of the non-polar polymer matrix [167], nanocrystalline cellulose was modified by two methods, with acryloyl chloride or a cationic surfactant [167]. An increase in NCC loading level up to 2% increased hardness, elastic modulus, and tensile strength.
Nanosilica is another common nanoparticle that is applied for the improvement of mechanical properties. Among the advantages of using nanosilica are its high hardness and can easily be chemically modified to improve its compatibility with the polymer matrix. A recent study by Meng et al. [168] reported castor-oil-based waterborne acrylate (CWA)/SiO2 hybrid coatings with organic–inorganic covalent cross-linked network structures were prepared via solgel and thiol-ene reactions. The finding showed that beside the emulsions had good stability, the thermal and mechanical properties of the coating improved significantly at 10 wt% of SiO2 . The improvement of mechanical properties with nanosilica addition was also described in other coating system such as waterborne nitrocellulose [169] and acrylate [170].
Nanoadditive for UV Absorption Improvement
The process of wood photodegradation begins directly after being exposed to solar light, and then the colour changes and progressive erosion of the wood surface occur. The UV radiation is capable of photochemically degrading the polymer structure components of wood (lignin, cellulose and hemicellulose) [171]. The photodegradation process usually results in reduced water resistance of wood and wood-based materials which lead to further biodegradation under outdoor exposure conditions. The intense damage to materials due to the UV component in solar radiation can be prevented by using light-stabilisation technologies, surface coatings or by replacing these materials with materials that are more resistant against UV radiation [172]. Nanoparticles can be utilised to improve the UV resistance for solvent, waterborne and UV coatings in order to protect the wood surfaces. Nanoparticles that contain functional coatings to achieve UV-blocking properties offer a high level of protection against UV without affecting the transparency of the surface. The small size of the nanoparticles gives a significant increase in effectiveness of blocking UV light compared to natural material due to their large surface area-to-volume ratio.
The use of UV radiation absorptive coatings serves to prevent lignin degradation from UV light. Among the nanoparticles used as UV absorbers are mainly TiO2 and ZnO. Wallenhorst et al. [173] reported a system composed of a Zn/ZnO coating and additional polyurethane sealing strongly reduced photodiscolouration of the wood surface and proved to be chemically stable. The combination of benzotriazole (BTZ) and ZnO nanoparticles was applied as the UV absorbers in acrylic-based bamboo exterior coatings [174]. Strong synergistic effects were detected in the BTZ–ZnO coatings, especially for the 2:1 ratio formulation. The coating system provided high resistance to photodegradation and effectively inhibited photodiscolouration of the bamboo substrates. Another mixture of benzotriazoles, hindered amine light stabilizers (HALS), and ZnO nanoparticles in thick-film waterborne acrylic coating also gave the most positive effect in UV protective surface modification when applied to oak wood [175]. The mixture of benzotriazoles, HALS and both TiO2 and ZnO nanoparticles was confirmed as one of the most effective treatments for colour stabilisation of wood due to UV and VIS spectrums. It was reported that wood specimens coated with rutile TiO2 and a mixture of methyltrimethoxysilane and hexadecyltrimethoxysilane showed superior weathering performance and improved resistance to surface colour change and weight loss [176]. El TiO 2 coating also was found to apparently enhance the colour stability of wood during UV light irradiation without water spray. However, the adjacent wood surface degraded because of the photocatalytic activity of TiO2 [177].
Nanoadditive for Fire Retardancy Improvement
The flammability of wood and non-wood products has restricted utilisation, with fire safety being a major concern for the various applications. To overcome the inherent deficiencies and use of wood and non-wood in a safe manner, the flame retardant properties need serious consideration. Nanoparticles have recently been used to produce the nanocomposites for the improvement in fire retardant properties. The utilisation of nanoparticles, either alone or in combination with conventional fire retardants, serves to reduce the ignitability of wood. The nanosize and high surface area of nanomaterials make them more effective at low concentrations than other conventional compounds which are an enormous advantage industrially and economically. The surface modification is necessary for nanoparticles to achieve better compatible and homogeneous dispersion. El TiO 2 coated wood was found to be capable in reducing the flammability of the wood and the spreading of the flame, as compared to the uncoated sample [178]. The ZnO–TiO2 -layered double-nanostructures had been synthesised on a bamboo substrate [179]. The findings showed that the oxygen index increased from 25.6 to 30.2% after being covered with a ZnO–TiO2 coating, which revealed a significant enhancement of its flame retardant property. Layered double hydroxides [180] can absorb a large amount of heat, dilute the concentration of flammable gas, and absorb harmful acid gases during the decomposition process; therefore, it is an excellent flame retardant. Yao et al. [180] applied nanomagnesium aluminium layered double hydroxide (Mg–Al LDH) to bamboo in an in situ one-step process and found that the total heat release and total smoke production were reduced by 33.3% and 88.9%, respectively, compared to those of samples without Mg–Al LDH. Wang et al. [181] introduced zinc-aluminum layered double hydroxide (Zn–Al LDH) nanostructures to wood and found that the peak heat release rate (PHRR) and total smoke production were reduced by 55% and 47%, respectively, compared to those of the pristine wood [181]. Nanostructured carbon materials such as graphene was also proven to have a great potential to be used as an effective fire retardant in wood and wood-composite materials for surface protection against fire [182].
Wood Durability
Wood is such a versatile material that finds its use in various fields like construction, furniture and artwork [183,184,185]. Wood is applied as a construction material due to its high strength-to-weight ratio, eco-friendly characteristic, aesthetic appearance and biodegradability feature. Unfortunately, wood is very sensitive to biological attacks, especially by decay fungi and insects [186, 187]. Wood also gets affected by exposure to UV-radiation, fire and moisture [188]. Moisture can cause wood warping, cracking and dimensional instability. The wood degradation can cause aesthetical and internal structural damages. The degradation of wood leads to immeasurable losses each year. Besides, the growth of decay fungi on wood structural will trigger health problem to human including allergies, respiratory symptoms and asthma especially after prolonged indoor exposures [189]. Therefore, the associated issues related to wood cannot be simply overlooked. Preservation of wood using chemical is the effective way to protect and prolong the service life of wood.
Over the last decades, many chemical preservatives have been developed and used to protect wood against biodegradation agents [188, 190]. Unfortunately, most of these chemical preservatives may pose serious effects to human, living organisms and environment due to their accumulation in soil and ecosystems [191]. Chromated copper arsenate (CCA) is one of the chemical preservatives widely used since the middle 1930s and effectively protects wood against decaying fungi, termite and insect borer. However, CCA was shown to be toxic to human and environment [192,193,194]. A similar issue is also faced by another chemical, i.e. pentachlorophenol (PCP). It was considered to be hazardous to human health; thus, its production and uses were banned in many countries [195].
In response to these issues, a new series of chemical preservatives claimed as safe and less-polluting are being introduced. These chemical preservatives can be obtained from plant extract or produced synthetically and have plant bioactive compound properties. For instance, pyrethroids, derived from pyrethrum flower (Chrysanthemum cinerariifolium ), have a potent insecticidal activity and can now be produced synthetically. Unfortunately, these chemicals were found easily degradable by light and temperature, and have narrow efficiency spectrum [196]. Other limitation of organic pesticides is that most of them dissolve in organic solvents and cannot be formulated as water-based wood preservatives. Therefore, smart and intelligent organic pesticides delivery system is crucial. Through a smart delivery system, biocides can be delivered in a controlled and targeted manner. This will reduce hazards to human and environment [17].
Wood treatment via nanotechnology method can improve wood durability against biodegradation agents and weather [14, 197, 198]. The main advantage of applying nanoproducts to wood is its unique ability to penetrate deeply in wood structure [14, 199], thus improving durability properties that result in a long life time service. On the other hand, complete penetration with uniform distribution of nanoproducts can also be achieved [200]. To date, many ready-to-use nanoproducts (nanopreservatives) for wood protection are available in the market, while some of them are still in the research and development stage. Generally, nanoproducts used to protect wood can be classified into two types, namely nanocapsules and nanomaterials. Nanocapsule refers to the pesticides embedded in a polymeric nanocarrier, while nanomaterial is nanosized metals which can be directly impregnated into wood [201].
Biocide Enhancement Property via Nanoencapsulation
Encapsulation of pesticides into polymeric nanocarriers is one of the promising nanotechnology techniques in improving the impregnation of wood with pesticides. This technique is designed to increase the solubility of poorly water-soluble pesticides and to release pesticides in a slow manner [202]. Encapsulation allows those low solubility pesticides to disperse easily in solid polymeric nanoparticles. The polymer can then be suspended in water and applied to wood via conventional water-based treatments [149]. Encapsulation is also able to protect the hydrophilic active ingredient from excessive leaching [19]. Due to the small diameter of capsule, it can be easily incorporated and penetrated into the cell wall of the wood. This accordingly improves the durability of treated wood against biodegradation agents. Not only this technology can deliver pesticides safely, it can also prolong the pesticide lifespan, resulting in extended protection for the wood [203].
Encapsulation of pesticides is a bottom-up approach. It can be carried out through several techniques such as nanoprecipitation [17, 204,205,206], emulsion-diffusion [207] and double emulsification [208] (Table 3). The materials used as polymeric nanocarriers can be derived from natural polymer, synthetic polymer or combination of both [209]. For instance, natural polymer includes cellulose, starch, alginates, silica and halloysite. The synthetic polymer usually used as polymeric nanocarriers includes poly(vinyl acetate), poly(methyl methacrylate), poly(lactic acid), etc. (Table 3).
A previous study by Liu et al. [18, 216] successfully encapsulated tebuconazole and chlorothalonil into polyvinylpyridine and polyvinylpyridine-co-styrene using the impregnation method. The particle size of capsules obtained was between 100 and 250 nm. They impregnated a suspension of the capsules into sapwood of southern yellow pine and birch using conventional pressure treatments. The treated wood was then exposed to brown-rot (Gloeophyllum trabeum ) and white-rot (Trametes versicolour ) fungi for 55 days. The results showed great resistance against both decay fungi.
Salma et al. [17] used the nanoprecipitation technique to encapsulate tebuconazole. The polymer capsules containing tebuconazole were prepared from amphiphilic copolymers of gelatine grafted with methyl methacrylate with the size diameters ranging from 200 to 400 nm or 10 to 100 nm depending on core/polymer shell mass ratio. The encapsulated tebuconazole was reported to be able to preserve wood against a brown rot fungus. On the other hand, the formulation system developed by Salma et al. [17] is flexible and can be easily modified using copolymerisation of other acrylic monomers like hydroxyethyl methacrylate. This indicates that tebuconazole release rate can be tailor-made. However, the disadvantage of this nanocapsules is that they are prone to aggregation, which reduces the delivery efficiency of the nanocapsules into the wood.
Can et al. [217] successfully encapsulated nano silver into polystyrene-soybean co-polymer. In their study, the Scots pine was impregnated with the capsules and tested against white-rot fungi (Trametes versicolor ). The finding obtained from the study indicates that the soybean oil, polystyrene and nanosilver played important roles in the synergistic effect of increasing the decay resistance of Scots pine.
Impregnation of Metallic Nanoparticles for Durability Enhancement
Metallic nanoparticles have been used to protect wood against biodegradation agents and weathering since decades ago [197, 218, 219]. Nanoparticles offer better characteristics than their bulk form, mainly because of their reduced size that leads to high specific surface area-to-volume ratio, uniform size distribution and good stability. Due to its very small size, nanoparticles can penetrate deeply and uniformly into the wood pores leading to a protection of wood [197, 220]. In addition, dispersion stability is improved because of the size and also by addition of surfactant [221]. Dispersion stability coupled with small particle size may greatly improve the following aspects:(1) preservative penetration, (2) treatability of wood, (3) stability of finishes and coating products, (4) low viscosity, and (5) non-leachability [222, 223]. Besides, it can enhance compatibility with binders thereby being able to increase the affinity with wood polymers [197, 224].
Metallic nanoparticle can be prepared by altering the particulate size of metal via chemical reactions, mechanical treatment, heating or refluxing. To date, a lot of nanoparticles have been used for wood protection. Metallic nanoparticles mainly copper, silver, boron and zinc exhibited a good performance against white-rot and brown-rot but less efficient against mould [219]. Dióxido de titanio (TiO 2 ) is another nanoparticle that has a good potential to be used as wood preservative. The potential of TiO2 is related to its antibacterial and antifungal [14, 225] and UV-resistant properties [225, 226]. However, the study on wood treated with TiO2 is still under preliminary investigation [14, 225]. Table 4 lists the works on the utilisation of TiO2 for wood preservation. The distribution of TiO2 in wood was studied by Mohammadnia-Afrouzi et al. (Fig. 3).

SEM images taken from the tangential section of nano-TiO2 wood treated samples:the 0% moisture content (MC)/0.5% concentration (a1), the 25% MC/0.5% concentration (A2), the 0% MC/1% concentration (A3), the 25% MC/1% concentration (A4), the 0% MC/1.5% concentration (A5) and (25% MC/1.5% concentration. Source :Afrouzi et al. [227]
Copper is an essential biocide for wood protection. However, copper alone fails to protect wood against copper-tolerant wood destroying fungi. Copper nanoparticles is a new generation of wood preservative-based copper. The use of copper nanoparticles instead of conventional copper shows improved durability of wood against decay fungi [230]. This shows that copper nanoparticles can be used to protect wood without the presence of chromium and arsenic [230].
Cristea et al. [15] studied the effects of the addition of ZnO nanoparticles and silver nanoparticles into exterior wood coatings. The purpose of the study is to improve the durability and wood protection through UV shielding. Besides providing an efficient protection against UV, the mechanical properties of wood such as hardness, adhesion strength, the abrasion resistance and the barrier effect for water vapor diffusion were slightly improved.
The mixture of ZnO nanoparticles with silver nanoparticles was able to protect wood from weathering problem such as UV rays [231]. They impregnated sapwood of cottonwood using three different concentrations of mixture by full-cell process. The samples were then exposed to natural weathering. The colour changes of treated wood samples were measured using spectrophotometer. The wood treated with ZnO nanoparticles alone was used as a control. The finding indicates that wood treated with the mixture of ZnO nanoparticle and silver nanoparticles has the lowest colour changes compared to the samples treated with each metallic nanoparticles.
In another study, Mantanis et al. [197] treated black pine wood with ZnO, zinc borate and copper oxide nanoparticles under vacuum. They used acrylic emulsion to force the metallic nanoparticles into the wood structure to avoid leaching. The durability of treated wood against mould decay fungi and subterranean termites was evaluated. Results showed that wood treated with zinc borate slightly inhibited the mold, while the other metallic nanoparticles did not exhibit mould. A similar finding was reported by Terzi et al. [232] that ZnO nanoparticles did not exhibit the mould growth on wood specimens. However, all metallic nanoparticles significantly inhibited white-rot fungi and termite.
Another study shows that metallic nanoparticles are able to improve fire retardant properties of wood. Francĕs et al. [16] studied the effect of SiO2 , TiO 2 and ZnO2 infiltrated into pine veneers. They reported that veneer treated using 3 wt% of SiO2 was most effective to improve the fire retardant behaviour.
Despite the remarkable advantages of nanotechnology in the wood preservation sector as discussed above, the fundamental understanding on synthesis, processing and characterisation of nanocapsules and metallic nanoparticles for wood protection still needs to be improved. The most interesting characteristics need to be considered during the design and development of nanocapsules or metallic nanoparticles for wood protection are as listed in Table 5.
Potential of Nanocellulose-Based Material in Energy Sector
Energy is an important resource that has a strong correlation between economic growth and development [233]. Today, the main energy sources are from fossil fuels and hydroelectric sources, which are very harmful to environment because they can cause climate change and global warning as well as ozone layer depletion, pollution, greenhouse gases emission and ecological destruction [234,235,236]. About 80% of carbon dioxide (CO2 ) emissions in the world are from energy sector and technology advancement is required to develop sustainable renewable energy resources to reduce the CO2 emissions as well as to overcome the global warming impact on life and health in line with the needs of accelerating technology development [234, 237].
In order to minimise the environmental effects, a sustainable and low-cost energy efficient carbon-based material has been explored as a potential to replace some conventional materials in the fabrication of energy devices. One of the natural carbon-based materials is cellulose which is the most promising natural polymer with many usages, including energy [237].
Nanotechnology is one of the advanced technologies that have the potential and prospect to fulfil the demand to create clean and green energy. Developing this new material in nanoscale enables new application and its interaction with current energy technology that would revolutionise the energy field from usage to supply, conversion to storage and transmission to distribution [238]. By adapting this nanotechnology, it will have high impact on the development of clean and green energy and benefits the environment and natural resources [239].
According to Serrano et al. [234] and Hut et al. [235], most promising application of nanotechnology for energy conversion is mainly focused on solar energy, conductive materials, solar hydrogen, fuel cells, batteries, power generation and energy devices. Understanding the structural and morphological properties of nanomaterial is essential to obtain the proficiency and sustainability for many applications. The greatest application of nanotechnology in energy generation is solar energy using photovoltaic (PV) cells which focuses on harnessing efficiency [233]. Consumption of energy generated from this solar cell using natural resources will reduce the usage of fossil fuel and decrease the pollution towards creating environmentally friendly and green energy [239]. In addition, the development of nano devices using solar cell could improve the existing materials efficiency as well as reducing manufacturing cost that might increase the economic growth [236].
Nanotechnology has been used in various applications to improve the environment, to solve humanity problems and to produce more efficient and cost-effective energy, such as generating less pollution during products manufacturing, producing solar and fuel cells at a competitive cost, hydrogen production, cleaning up organic chemicals polluting groundwater and overcoming the problem of energy sufficiency, climate change and diseases as well as to reduce the dependency on non-renewable energy sources [233, 235, 240].
Nanocellulose-Based Material for Solar Energy
Solar energy is available in various parts of the world and can be captured from the sun with 15,000 times more energy yearly. This energy source can be used in different ways:photovoltaic (PV) technology, solar thermal systems, artificial photosynthesis, passive solar technologies and biomass technology, which are used to produce electricity, steam or biofuels [234, 235].
In future, nanotechnology might contribute to develop an effective and low-cost system for production, storage, and transporting of energy [235]. According to Serrano et al. [234] and Hut et al. [235], current photovoltaic (PV) market is based on silicon wafer-based solar cells (first generation) and thin film layers of semiconductor materials (second generation). Current drawback of using solar cells is the cost of manufacturing mainly on the high cost of conventional PV cells with poor energy absorption efficiency (less than 40%) [233].
Nanocellulose shows a good potential to be used in the solar energy system due to its renewability, biodegradability, biocompatibility, broad modification capacity, adaptability and versatile morphology [241, 242]. Low cost, flexible and porous substrate of cellulose could be used to produce solar cells. Nanofibrillated cellulose (NFC) with size as low as 4 nm could become the excellent candidate for production of ultrathin paper for use in solar cell component to store the energy [235]. Klochko et al. [243] used nanocellulose from biomass for the development of biodegradable eco-friendly flexible thin film as a thermoelectric material. The thin film was used to convert low-grade waste heat from sun radiation into electricity at near-room temperature.
Nanocellulose-Based Conductive Materials
Conductive materials allow the flow of electrical current which is needed in the fabrication of energy devices. There are many types of conductive materials such as conductive polymers and conductive carbon materials (e.g. carbon nanotubes, graphene, and carbon black) and metallic particle with different levels of conductivity. These conductive materials can be combined with nanocellulose to form novel composites. The process of production conductive nanocellulose is shown in Fig. 2. There are two major strategies involved in nanocellulose based conductive hybrids fabrication process; one is coating of conductive materials layer on the surface of nanocellulose substrates, and another one is mixing the conductive materials inside the nanocellulose substrate to make composite [237]. Conductive polymers are an alternative to metallic materials because of their good electrochemical performance, light in weight and low cost. One of the most promising conductive polymers is polyaniline (PANI) because of its simple route of synthesis, controllable conductivity and high specific capacitance [244].
Nanocellulose-based conductive materials are developed for supercapacitors and energy storage device applications using various types of method such as in situ polymerisation, doping, coating, inkjet printing and in situ depositing [68, 244,245,246]. Modification of the existing supercapacitor by adding nanocomponents has increased its ability to store large amount of energy with longer time of supply [238].
Besides that, nanocellulose-based composite membrane electrodes can be developed via in situ polymerisation of nanocellulose using conductive components via a simple filtration unit (Fig. 3). A well-mixed conductive materials/nanocellulose composite membrane is left on the filter after the liquid has passed through the filter and air-dried composite membrane can be peeled off from the filter membrane for further use as supercapacitors [244].
Nanocellulose for Energy Storage
The potential application of nanocellulose for energy storage application has gained much attention recently. This is due to its nanoscale dimension, high surface area-to-volume ratio, and rich with hydroxyl group, which make their surface chemistry easily modifiable for composite processing. The most important aspect in energy storage is to develop nanocellulose with conductivity and flexibility properties. It can be achieved by adding conducting polymers such as polyaniline and polypyrrole. For example, the nanocellulose/polyaniline composite film is widely used as paper based sensors, flexible electrode, and conducting adhesive [68, 247,248,249]. Razaq et al. [250] manufactured electrodes from the composite of nanocellulose/polypyrrole and carbon filament for paper based energy storage devices. Wang et al. [248] reported that their devices which developed using composite of nanocellulose/polypyrrole provide high charge and discharge rate capabilities, high cell capacitances, and cycling performance.
Nanocellulose-Based Materials for Lithium and Vanadium Battery
High demand on flexible portable electronic devices recently such as smart phone, electrical vehicles, laptops, and even the grid energy storage causes increasing demand on rechargeable lithium-ion battery (LIBs) [251] and supercapacitors [252]. LIBs are one of the most ideal energy storage candidates for electronic devices, due to their high energy density, moderate power density and cycle stability. In LIBs, electrolyte is important for lithium-ion (Li + ) transfer between anode and cathode. Organic liquid electrolyte is used for LIBs system, but it can pose tremendous safety concern due to the high toxicity and flammability. Solid-state electrolyte has become of interest because it demonstrates obvious advantages of low flammability and low toxicity [253, 254]. According to Janek et al. [255], solid-state electrolyte is classified as solid polymer electrolyte (SPE) and inorganic solid electrolyte (ISE). However, SPE offers the advantages of easy processing and flexibility [255].
Qin y col. [256] developed SPE by incorporating polyethylene oxide (PEO) with nanofibrillated aerogel and bis(trifluoromethanesulphonyl)imide lithium salt (LiTFSI). The results showed that the ionic conductivity properties of SPE were significantly enhanced due to the negatively charged nanofibrillated cellulose. The results also proved that the fabricated SPE is electrochemically stable, mechanically robust and thermally stable as well as flexible, expected for use in flexible electronic devices.
Nair el at. [257] fabricated nanocellulose-laden composite polymer electrolyte for high performing lithium-sulphur batteries using a thermally induced polymerisation method. The composite polymer electrolyte demonstrates excellent ionic conductivity, thermal stability up to more than 200 °C and stable interface towards lithium. The electrolyte also has stable cycling profiles which are attributed to significant reduction of the migration of polysulphide towards anode by entrapment of nanocellulose in the polymer matrix.
Another study was carried out by Zhang et al. [258] on robust proton exchange membrane developed using sulphonated poly(ether sulphone) reinforced by core–shell nanocellulose for vanadium redox flow batteries (VRFBs). It was found that with the incorporation of silica–encapsulated nanocellulose, the proton exchange membrane exhibits outstanding mechanical strength of 54.5 MPa and high energy efficiency above 82% at 100 mA cm −2 , which is stable during 200 charge–discharge cycles. Proton exchange membrane is one of the key components in VRFBs. It functions as the separator to avoid vanadium ions crossover. It also acts as proton conductors that contribute to high voltage efficiency in VRFBs [259].
Nanocellulose-Based Materials for Flexible Supercapacitor
Supercapacitor or known as electrochemical double-layer capacitor or ultracapacitor is another versatile energy storage system that has gained the attention of researchers worldwide [260]. With the high power density, long life cycle, simple principles, low maintenance, portability, stable performance and fast charge/discharge rate make supercapacitors capable of filling the gap between batteries and conventional capacitors [260]. These properties offer a promising approach to meet the growing power demands.
Electrode is a very important component in supercapacitor. It requires good electrochemical performance and flexibility especially for preparing a high-performance flexible supercapacitor. Him et al. [261] and Zhe et al. [262] found that graphene and nanocellulose are excellent flexible electrode materials for supercapacitors. Nanocellulose has been used as a substrate material because of its good biodegradability, mechanical strength, flexibility, and chemical reactivity. The porous structure and hydrophilicity of nanocellulose can facilitate the attachment of other materials for example graphene in their fibrous network structure [263]. At the same time, the abundance of hydroxyl groups on the nanocellulose surface enables the interaction of nanocellulose with other polymer to form strong composites [264].
Khosrozadeh et al. [265] developed an electrode for supercapacitor using nanocellulose-based polyaniline/graphene/silver nanowire composite and after applying it for 2400 cycles, at a current density of 1.6 A/g, the supercapacitor showed a power density, energy density and capacitance of 108%, 98% and 84%, respectively. This shows that the electrode has an excellent cyclic stability and good mechanical flexibility. On the other hand, Ma et al. [266] developed an electrode using bacteria cellulose/polypyrrole coated with graphene. The prepared electrode has a good mechanical flexibility in which it can bend at any angle. The area capacitance and energy density can reach 790 mF cm −2 and 0.11 mWh cm −2 , respectively, when assembled into symmetric supercapacitors. The nanocellulose-graphene electrode can be fabricated using chemical cross-linking or physical cross-linking method [267, 268]. Nanocellulose as an electrode component of supercapacitor also plays the role of internal electrolyte reservoir. This is because nanocellulose can provide an effective way for ion transport. The high pore structure and hydrophilic properties of nanocellulose make it easier to transport electrolyte ion [261].
Nanocellulose-Based Paper for Electronic Devices
Nanocellulose-based paper is a green substrate that can be used for electronic and optoelectronic devices. Currently, commercial paper has relatively rough surface and weak mechanical properties which can be quite problematic for electronic device fabrication [269]. Most of the electronic device’s fabrication use non-biodegradable and non-recyclable component such as plastics, glasses and silicones as substrates [270]. Formation of nanocellulose-based paper from NFC via simple filtration method can produce mechanically strong and low coefficient thermal expansion paper as an alternative to commercial paper [6, 269]. According to Li and Lee [270], transparent nanocellulose-based paper for electronic devices has been designed and being applied for electrochromic, touch sensor, solar cells, transistors, organic light-emitting diodes (OLEDs), gravure printing proofer and radio-frequency identification (RFID).
One of the applications of transparent nanocellulose paper is for the production of flexible electronics materials through printing circuit directly on the surface of substrates via coating or thermal deposition techniques. Firstly, the fabrication of flexible electronics was built on special silicon wafer that allows the silicon nanomembranes (Si NMs) to be released and then transferred to NFC substrate with an adhesive layer, and the device was completed by photoresist patterning and dry etching steps as illustrated in Fig. 4 [271].

Schematic illustration of the generalised fabrication routes to nanocellulose-based conductive hybrid. Source :Du et al. [237]. Reproduced with permission of Elsevier
Moreover, NFC also is the main substrates for organic light-emitting diodes (OLEDs) (Fig. 5). Okahisa et al. [272] reported that the OLEDs device was fabricated on wood-based nano fibrillated cellulose (NFC) composite.

Filtration procedure to fabricate nanocellulose-based composite membrane [supercapacitor (SC)]. Source :Hsu and Zhong [244]
Potential of Nanocellulose-Based Composite for Development of Sensor
Nanocellulose has been widely used to develop novel sensors and improve the sensitivity of sensors. In food industry for example, sensors have become an important tool to protect humans from health hazards and risks caused by the food contaminants. Sensors can help to quickly identify mycotoxins, pathogens, heavy metals, pesticides, metal ions, and so on in food. In addition, sensor technology can overcome the complicated, laborious, and time consuming process using expensive instrument that usually requires well-trained personnel [273, 274]. Sensor also provides rapid and sensitive food safety detection.
In the last decade, plenty of sensors (electrochemical sensors, biosensors and chemical sensors) have been successfully developed as alternative or as complementary detection tools for the rapid and sensitive detection [275,276,277]. However, conventional sensors were developed using plastics, petrochemical-based products and inorganic material which lead to environmental problems. Moreover, issues such as green gas emission, toxicity and sustainability of the materials are becoming increasing. Therefore, the demand for sustainable sensor devices has increased rapidly in recent years.
Nanocelluloses from plants and bacteria have shown promising potentials due to their excellent physical, thermal, mechanical, optical and physical properties, which are important for fabricating high-performance sensor devices. These properties make nanocellulose more preferred as biomaterials since it can enhance the selectivity and sensitivity of sensors for the detection of analytes. On the other hand, the adhesion properties of nanocellulose prevents the leaching problems of immobilised reagents. Thus a remarkable improvement can be obtained for the long-time stability of the sensor. Besides, the hydroxyl –OH groups on nanocellulose can be modified for the incorporation of binding sites for the selective adsorption of different analyte species [278]. The combination of those characteristics makes the nanostructured nanocellulose fibres an ideal building block for conjugation with other functional materials [248, 279, 280] (Table 6).
Development of Biosensors
Kim y col. [286] immobilised enzymes candida rigosa lipase into the different cellulose nanocrystals. The findings indicate candida rigisa lipase absorbed on nanocellulose was relatively higher compared to that of microcellulose. This can be related to the high surface area on nanocellulose and thus increase the ionic interaction between nanocellulose anionic group and candida rigisa lipase. In this study, they found that the half-life of the candida rigisa lipase immobilised in nanocellulose increased 27 times higher compared to in free form. Besides, the stability of enzyme also increased (Fig. 6).

Flexible electronics production process on NFC substrate. Source :Sabo et al. [271]
Another group of researchers, Edwards et al. [287] studied the kinetic profiles of tri- and tetrapeptides substrate of elastase for the fabrication of elastase biosensor whereby known as human neutrophil elastase (HNE) and porcine pancreatic elastase (PPE). To develop HNE and PPE, immobilised tri- and tetrapeptides were used into cotton cellulose nanocrystals. They found that 2 mg of tripeptide conjugated cotton cellulose nanocrystals in 1 h was able to detect 0.03 U mL −1 PPE, while 0.2 mL tetrapeptide conjugated cotton cellulose nanocrystals over 15 min could detect 0.05 U mL −1 HNE activity. Incani et al. [288] fabricated a biosensor by immobilising glucose oxidase (GOx) enzyme in a nanocellulose/polyethyleneimine (PEI)/gold nanparticles (AuNPs) nanocomposites. The AuNPs were adsorbed on the cationic PEI and nanocellulose. The Fourier Transform Infrared (FTIR) spectra confirmed that GOx was successfully immobilised on the polymer composites (Fig. 7).

Flexible display (OLEDs) on NFC substrate, a Source :Okahisa et al. [272]. Reproduced with permission of Elsevier. Flexible electronics on NFC substrate, b Source :Sabo et al. [271]
Abd Manan et al. [289] successfully developed biosensor based on nanocrystalline cellulose (NCC)/cadmium sulphide (CdS) quantum dots (QDs) nanocomposites for phenol determination. They modified the NCC with cationic surfactant of cetyltrimethylammonium bromide (CTAB) and further decorated with 3-mercaptopropionic acid (MPA) capped CdS QDs as a scaffold for immobilisation of tyrosinase enzyme (Tyr). The TEM images of NCC and CTAB-NCC (Fig. 8a, b) indicates that agglomerated whiskers-like structure of NCC was not affected by modification, while the MPA QDs are of spherical shape (Fig. 8c). The FESEM images of CTAB-NCC nanostructured film (Fig. 8d) exhibited a homogenous, uniform and dense fibrous structures aggregated, while for CTAB-NCC/QDs nanocomposites film (Fig. 8e), the CdS QDs were appeared as like tiny white dots. EDX analysis shows the presence of respective elemental of carbon (C), oxygen (O), sulphur (S) and cadmium (Cd), indicating the CdS QDs was successfully attached into the CTAB-NCC film. The test finding against phenol shows the biosensor exhibits good linearity towards phenol in the concentration range of 5–40 µM (R2 = 0.9904) with sensitivity and limit of detection of 0.078 µA/µM and 0.082 µM, respectively.

The TEM images for a NCC, b CTAB-NCC, c MPA-QDs, the FESEM micrograph of d CTAB-NCC nanostructures film, e CTAB-NCC/QDs nanocomposites film, f EDX analysis of CTAB-NCC nanostructured film, g CTAB-NCC/QDs nanocomposite film (Source :Abd Manan et al. [289]). Reproduced with permission of Elsevier
In the food industry, sensors are used to monitor the quality or freshness of food. Moradi et al. [290] developed a pH sensing indicator based on bacterial cellulose nanofibres for monitoring freshness of fish. They used carrot anthocyanins as an indicator. The fabricated sensor displayed wide colour differences from red to gray over the 2–11 pH range. The colour changes were distinguishable whereby deep carmine colour indicates fresh fish, charm pink colour indicates fish is best to eat immediately, and spoiled fish is indicated by jelly bean blue and khaki colours.
Development of Chemical Sensors
Nanocellulose hydrogels structure was previously used to immobilise sulphur and nitrogen co-doped graphene quantum dots as a low-cost sensor for detecting the laccase enzyme [291]. Laccase is the multicopper oxidase family of enzyme. It is involved in the monoelectronic oxidation of several aromatic compounds and aliphatic amines. Therefore, it is usually used in decolouration and coloration products [292, 293]. Therefore, monitoring of laccase activity in commercial products is of great interest. From this study, the authors found the sulphur and nitrogen co-doped graphene quantum dots were self-organised via electrostatic interactions.
Faham et al. [294] described the development of a nanocellulose-based colorimetric assay kit for smartphone sensing of iron, Fe(II) and iron-chelating deferoxamine drug (DFO) in biofluids. They embed curcumin in a transparent bacterial cellulose nanopaper, as a colorimetric assay kit. The assay kit was then used for monitoring of iron and deferoxamine as iron-chelating drug in biological fluid such as urine, blood, saliva and serum. The assay kit can be easily coupled with smartphone technology for colorimetric monitoring of Fe(II) and DFO.
Development of Electrochemical Sensors
Burrs et al. [295] demonstrated the electrochemical biosensor-based glucose for the detection of pathogenic bacteria. The conductive paper used for the development of electrochemical sensor was prepared using graphene-nanocellulose composites. Platinum was electrodeposited on graphene-cellulose composites using pulsed sonoelectrodeposition [296]. Then the sensor was fabricated by functionalising the nanoplatinum with glucose oxidase (GOx ) entrapped in a chitosan hydrogel on the conductive paper. They found that the sensor is extremely efficient for use in electrochemical biosensing with a low detection limit for glucose or pathogenic bacteria.
Ortolani et al. [297] developed an electrochemical sensing device using nanocellulose and single-walled carbon nanohorns (SWCNH) for guanine and adenine determination. Both nanocellulose and SWCNH have large surface area, good conductivity, high porosity and chemical stability. The prepared sensor showed highly sensitive and high electrocatalytic activity towards simultaneous determination of guanine and adenine. The sensor also presented a lower limit detection. Another study conducted by Shalauddin et al. [298] used hybrid nanocellulose/functionalised multi-walled carbon nanotubes (f -MWCNTs for development of electrochemical sensing. The sensor for determination of diclofenac sodium in pharmaceutical drugs and biological fluids samples were used. The presence of –OH groups in the nanocellulose was reported to provide more binding sites for different analytes which ensures an axial modulus rearrangement and incorporation of f -MWCNTs.
Toxicity of Nanomaterial
Although nanomaterial offers many good potential to various industrial sectors, its potential hazard to human and environment could not simply be overlooked [299]. The safety or toxicity issue needs to be addressed by conducting a complete study from various angles. Nanotoxicity or the study of nanomaterials’ toxicity can be classified into several areas namely oxidative stress, genotoxicity, and ecotoxicity. In humans, toxicity can occur through pulmonary, oral and dermal routes. Nanomaterials can affect humans mainly during extraction or production, handling, usage and disposal. Inorganic nanoparticles (NPs) such as ZnO and nickel oxide (NiO) are believed to be more toxic compared to organic nano materials such as nanocellulose. Digested organic NPs are less likely to induce toxicity since the by-products of digestion by stomach acid are simple sugars, although in the case of nanocellulose, the lack of enzyme in human gut capable of degrading cellulose results in the cellulose moving through the gut fairly quickly. A 90-day subchronic toxicity study on Sprague Dawley rats conducted by Ong et al. [300] indicated that no systemic toxicity attributable to 4% dietary consumption of fibrillated cellulose was observed. In the same study, a higher concentration of 30% of nanofibrillated cellulose for 72 weeks also indicated no adverse effects. When present in the air, nanoparticles can also have harmful effects to human health [301]. Multi-walled carbon nanotubes (MWCNT) are possibly one of the most studied NPs for toxicity effects. In the study, Poulsen et al. [302] found that both thick and long as well as thin and short MWCNT induced genotoxic potential and long lasting inflammation and can lead to cardiovascular disease. In contrast, a study on inhalation NCC toxicity in albino rats was conducted and showed no undesirable effects were observed at a maximum concentration of 0.26 mg/L for a period of four (4) hours [303]. At cellular level, cytotoxicity on NCC on different cell types has been studied with most studies concluded that NCC to be non-toxic to a variety of mammalian cells at concentrations below 0.25 mg/L, but can exhibit cytotoxic effects at concentrations of 0.5 mg/L and above [304,305,306,307,308,309]. Primary nanogenotoxicity refers to the possibility of nanoparticles or their by-products to damage DNA directly or indirectly. Secondary genotoxicity is caused by immune system interaction to disturbances cause by nanoparticles. A study by Akerlund et al. [310] indicated that inorganic NPs of Ni and NiO-induced cytokines inflammations which led to secondary genotoxicity in human lung epithelial cells. However, they require further investigation to understand the factors causing this secondary genotoxicity and whether such results are caused by other nanoparticles as well.
NanoTiO2 in wood coatings has been reported to have low toxicity to terrestrial organisms, and no bioaccumulation was observed [311]. Another study conducted on cerium oxide (CeO2 ) nanoparticle or ceria showed that no acute toxicity was observed for Daphnia magna and Thamnocephalus platyurus and D. rerio embryos at test concentrations of 1000, 5000, and 200 mg/L, respectively. However, the same study indicated that a significant chronic toxicity on P. subcapitata was observed with 10% effect concentrations (EC10s) between 2.6 and 5.4 mg/L [312]. Pulido-Reyes et al. [313] explained that the redox cycling between Ce 3+ and Ce 4+ is a unique chemistry of nanoceria which depends on the prevailing environmental conditions. They concluded that in most cerium oxide NP studies, the amount of surface Ce 3+ correlates with toxicity and this can be overcome by blocking the Ce 3+ sites with anions such as phosphates (PO4 3− ) which will reduce reactive oxygen species levels and overcoming oxidative stress. During and after disposal, there is a likelihood that NPs can interact with the environment, whether in soil or aquatic environment. The oxidative stress or carbon-based nanoparticle-induced toxicity is primarily of concern as this condition will affect the oxygen balance in the environment. Wang et al. [314] showed that NCCs’ activated oxidative stress in aquatic organisms (Scenedesmus obliquus algae, planktonic crustacean Daphnia magna and freshwater fish larva Danio rerio) at concentrations above 0.1 mg/L. The NCC form, morphology and concentration are believed to be the contributing factors, thus suggesting evaluation of nanocellulose ecotoxicological impacts when used at large scales. One method of reducing the undesired effect to the environment is by providing a mechanism to capture, retain or recycle the NPs during processing. Magnetic NPs (e.g. magnetite) [315] or surface modification can be used for this purpose. Almost all toxicity studies on nanoparticles recommend more research to be conducted on finding suitable analytical techniques and protocols in detecting organic NPs within biological matrices as well as mechanistic and environmental investigations to understand potential NPs risks on the ecosystem [301, 302, 310, 316].
Conclusions
The potential of nanotechnology in wood-based products sector is enormous. Nanotechnology offers the opportunity to change the landscape of wood-based products industry locally and globally. Forest itself via forest plantation can provide sustainable sources towards the creation of new generation of cellulose called nanocellulose that could offer myriads of application in various industrial fields. Besides, nanocellulose is less expensive than carbon-based material (e.g. carbon nanotube, graphene), environmentally friendly and may improve the recyclability and performance of countless products. For instance, nanocellulose can be used to improve the performance of paper and reduce the use of pulp in papermaking, thus resulting in cost saving. Nanocellulose can also be made into nanopaper or thin film for use in paper packaging or other sector such as electronics which offers alternative to non-renewable plastic. Nanocellulose used in wood composite can lead to the development of advanced composites which can be tailored to specific uses. Together with their strength properties and affordability makes them a viable solution to reduce the need for solid wood. Industrial sectors other than wood-based products could also benefit from the use of nanocellulose such as in energy device and sensors. Various nanocellulose-based products for energy storage and energy harvester applications as well as sensor have been developed at laboratory scale. In view of this interesting development, Malaysia has embarked on the production of nanocellulose from various tropical lignocellulosic materials. Unfortunately, the application of nanocellulose at commercial scale in Malaysia is still non-existent. Thus, it requires collective, concert and intensive efforts from various players that include stakeholders, industry and researchers to promote the use of nanocellulose and ensure that nanocellulose could enter the next level of application and commercialisation stage. The use of nanosized material other than nanocellulose has already benefited and also given advantage to wood-based products area which includes pulp and paper, wood composite, wood coating and wood preservative.
Disponibilidad de datos y materiales
All data and materials are available without restriction.
Abreviaturas
- AgNPs:
-
Silver nanoparticles
- Al 2 O 3 :
-
Aluminium oxide
- AuNPs:
-
Gold nanparticles
- BTZ:
-
Benzotriazole
- C:
-
Carbono
- CCA:
-
Chromated copper arsenate
- Cd:
-
Cadmium
- CdS:
-
Cadmium sulphide
- CeO2 :
-
Cerium oxide
- CH2 CHSi(OC2 H 5 ) 3 :
-
Vinyltriethoxysilane
- CMC:
-
Carboxymethyl cellulose
- CNT:
-
Nanotubos de carbono
- CO 2 :
-
Dióxido de carbono
- CTAB:
-
Bromuro de cetiltrimetilamonio
- CTAB-NCC:
-
Cetyltrimethylammonium bromide-nanocrystalline cellulose
- CWA:
-
Castor-oil-based waterborne acrylate (CWA)
- DFO:
-
Deferoxamine drug
- FESEM:
-
Microscopía electrónica de barrido por emisión de campo
- f -MWCNTs:
-
Functionalised multi-walled carbon nanotubes
- FTIR:
-
Fourier transform Infrared
- GOx:
-
Glucosa oxidasa
- HALS:
-
Hindered amine light stabilizers
- HNE:
-
Human neutrophil elastase
- ISE:
-
Inorganic solid electrolyte
- LDH:
-
Layered double hydroxide
- LIB:
-
Batería de iones de litio
- LiTFSI:
-
Bis(trifluoromethanesulphonyl)imide lithium salt
- L-NCC:
-
Lignin-coated nanocrystalline cellulose (L-NCC)
- MC:
-
Moisture content
- Mg–Al LDH:
-
Magnesium–aluminium layered double hydroxide
- MPA:
-
3-Mercaptopropionic acid
- MUF:
-
Melamine-urea formaldehyde
- MWCNT:
-
Multi-walled carbon nanotube
- NCC:
-
Nanocrystalline cellulose
- NFC:
-
Nanofibrillated cellulose
- Ni:
-
Níquel
- NiO:
-
Nickel oxide
- NP:
-
Nanopartículas
- NW:
-
Nanowollastonite
- O:
-
Oxígeno
- OH:
-
Hydroxyl
- OLED:
-
Diodos emisores de luz orgánicos
- PA:
-
Polyamide
- PCL:
-
Polycaprolactone
- PCP:
-
Pentachlorophenol
- PDMS:
-
Polidimetilsiloxano
- PE:
-
Polietileno
- PEG:
-
Poly(ethylene glycol)
- PEO:
-
Óxido de polietileno
- PHB:
-
Poly(3-hydroxybutyrate-co-4-hydroxybutyrate)
- PHRR:
-
Peak heat release rate
- PLA:
-
Polylactic acid
- PMC:
-
Perfluoroalkyl methacrylic copolymer (PMC)
- PMMA:
-
Poli (metacrilato de metilo)
- PO4 3− :
-
Phosphates
- POTS:
-
Perfluoroalkyltriethoxysilane
- PP:
-
Polipropileno
- PPE:
-
Porcine pancreatic elastase
- PPG:
-
Propylene glycol
- PD:
-
Poliestireno
- PSU:
-
Polysulphone
- PU:
-
Polyurethane
- PV:
-
Fotovoltaica
- QD:
-
Puntos cuánticos
- RFID:
-
Radio-frequency identification
- S:
-
Sulphur
- SC:
-
Supercapacitor
- Si NMs:
-
Silicon nanomembranes
- SiO 2 :
-
Óxido de silicio
- SPE:
-
Solid polymer electrolyte
- SPI:
-
Soy protein isolate
- SWCNH:
-
Single-walled carbon nanohorns
- TBOT:
-
Tetrabutyltitanate
- TEM:
-
Microscopía electrónica de transmisión
- TEMPO:
-
2,2,6,6-Tetramethylpiperidin-1-oxyl
- Ti(OC4H9)4:
-
Tetrabutyltitanate
- TiO 2 :
-
Dióxido de titanio
- TMI-BNT:
-
Transition metal ion-modified bentonite
- TNFC:
-
TEMPO-oxidised nanofibrillated cellulose
- Tyr:
-
Tyrosinase
- UF:
-
Urea formaldehyde
- UP:
-
Unsaturated polyester
- UV:
-
Ultravioleta
- VRFBs:
-
Vanadium redox flow batteries
- VTES:
-
Vinyltriethoxysilane
- WPU:
-
Waterborne polyurethane coating
- WUV:
-
Waterborne
- Zn-Al LDH:
-
Zinc-aluminium layered double hydroxide
- ZnO:
-
Óxido de zinc
- ZnSt2 :
-
Zinc stearate
- ZnSt2 /WUV:
-
Zinc stearate/waterborne UV
Nanomateriales
- Aplicación del molibdeno en la industria del vidrio
- Aplicación del niobio en la industria del acero
- Aplicación de titanio en relojes
- Aplicación del titanio en la industria farmacéutica
- Jabón antibacteriano
- Pigmentos en la industria del papel
- Aplicación de Industria 4.0 en diferentes sectores
- Automatización en la industria 4.0
- Industria de camiones en los EE. UU.:aplicación en el abastecimiento de maquinaria usada
- Aplicación de la impresión 3D en la industria automotriz
- La industria de reparación, reconstrucción y remanufactura hidráulica:segunda parte