


Un método conveniente y eficaz para depositar película delgada nc-Si:H de baja densidad de defectos de PECVD
Resumen
La película delgada de silicio nanocristalino hidrogenado (nc-Si:H) ha recibido una gran atención como material prometedor para transistores de pantalla plana, células solares, etc. Sin embargo, la estructura multifásica de nc-Si:H conduce a muchos defectos. Uno de los mayores desafíos es cómo reducir los defectos de manera conveniente. En este trabajo, desarrollamos un método simple y efectivo para depositar una película delgada de nc-Si:H de baja densidad de defectos. Este método consiste simplemente en ajustar la presión de deposición en un rango de alta presión en el proceso de deposición de vapor químico mejorado con plasma (PECVD). Las microestructuras de nc-Si:H se caracterizaron por Raman, AFM y SEM. Además, nos centramos en la densidad de defectos, que era la característica clave de los materiales fotovoltaicos, y logramos una densidad de defectos de 3,766 × 10 16 cm −3 . Esta densidad de defectos es menor que la de estudios previos sobre la fabricación de nc-Si:H de baja densidad de defectos mediante otros métodos complejos en el proceso PECVD. La vida útil de los portadores minoritarios de nc-Si:H se mejora así en gran medida. Además, demostramos el mecanismo sobre el efecto de la presión de deposición sobre el bombardeo de iones y demostramos que la densidad del defecto es la característica clave del material fotovoltaico nc-Si:H.
Antecedentes
Un hito importante en el progreso de la tecnología del silicio de película delgada es el desarrollo de silicio nanocristalino hidrogenado de alta calidad (nc-Si:H). En comparación con el silicio amorfo hidrogenado (a-Si:H), nc-Si:H tiene una movilidad mucho mayor, una respuesta mucho mejor a longitudes de onda superiores a 800 nm y es mucho menos susceptible a la degradación de Staebler-Wronski [1, 2]. La película delgada de nc-Si:H se puede depositar mediante la deposición de vapor químico mejorada con plasma (PECVD), lo que la hace compatible con la industria de circuitos integrados bien desarrollada. Por lo tanto, la película delgada nc-Si:H tiene una amplia aplicación en varios dispositivos, como transistores de película delgada [3], fotodetectores [4] y células solares [5].
Sin embargo, como material multifásico, la película delgada de nc-Si:H tiene sus propios defectos, como huecos y enlaces colgantes en las interfaces de cristales / fase amorfa y entre cristales. Se sabe que el hidrógeno atómico es la clave para la deposición de nc-Si:H de alta calidad que tiene menos defectos [6]. El hidrógeno atómico puede saturar enlaces colgantes, y se ha señalado [7] que el hidrógeno atómico en la superficie de crecimiento da lugar al crecimiento de cristales a una temperatura mucho más baja que la de fusión. Por lo tanto, más hidrógeno atómico es beneficioso para la deposición de nc-Si:H de alta calidad. Para aumentar el flujo de hidrógeno atómico en la superficie de crecimiento, sería esencial una alta dilución de hidrógeno o el agotamiento del silano para el crecimiento de nc-Si:H.
Producir agotamiento de silano en PECVD es aumentar la potencia de radiofrecuencia (RF) [7]. Pero el simple hecho de aumentar la potencia aumentará drásticamente el bombardeo de iones en la superficie de crecimiento, lo que probablemente conducirá a más defectos. Por lo tanto, se debe utilizar una polarización de corriente continua (CC) para suprimir el bombardeo de iones. Sin embargo, si se aumenta la potencia de RF para obtener más hidrógeno atómico, también se debe cambiar la polarización de CC. De lo contrario, la polarización de CC no puede aliviar el bombardeo de iones de forma eficaz. Y la polarización de CC adecuada bajo cierta potencia de RF no se puede encontrar sin los vastos experimentos. Otro método para aumentar el contenido de hidrógeno atómico es aumentar la presión de deposición. La frecuencia de colisión entre electrones y moléculas aumenta con la presión de deposición. Hace que la tasa de disociación de SiH 4 y H 2 creciente. Una disociación de SiH 4 y H 2 genera el hidrógeno atómico [8]. Como resultado, el aumento de la presión de deposición podría elevar el contenido de hidrógeno atómico.
En este artículo, proponemos ajustar la presión de deposición en un rango de alta presión para obtener más hidrógeno atómico (la presión de deposición convencional es 50-100 Pa). Es un método conveniente y eficaz en el proceso PECVD. Al utilizar este método, la película depositada bajo cierta presión tiene una densidad de defectos menor en comparación con estudios previos sobre la fabricación de nc-Si:H de baja densidad de defectos [5, 9, 10]. Y se ha logrado una vida útil elevada de portadores minoritarios. Además, en comparación con los informes anteriores sobre el efecto de diferentes presiones de deposición sobre las propiedades macroscópicas o generales de las muestras [11, 12], hemos ampliado significativamente el rango de presión de deposición y nos hemos centrado en su efecto no solo en las propiedades generales. (p. ej., cristalinidad) sino también en la densidad de defectos y la vida útil de los portadores minoritarios, que son características clave para el material fotovoltaico de alta calidad. Además, hemos demostrado el mecanismo sobre el efecto de la presión de deposición sobre el bombardeo de iones, mientras que los informes anteriores solo ofrecían discusiones generales. Y hemos demostrado además que el bombardeo de iones no es tanto más débil como mejor para el crecimiento de la película (el grado de bombardeo de iones debería ser apropiado). Al final, hemos demostrado que la densidad de defectos es la característica clave del material fotovoltaico nc-Si:H.
Métodos / Experimental
Las películas delgadas de nc-Si:H se cultivaron sobre vidrio Corning mediante un sistema PECVD acoplado capacitivamente (el diagrama esquemático del reactor se muestra en la Fig. 1a) a diferentes presiones de deposición. La presión de deposición se incrementó de 150 a 1050 Pa, con un paso de 150 Pa. Todas las muestras se depositaron utilizando RF de 13,56 MHz y densidad de potencia de 0,32 W / cm 2 , con un gas total (SiH 4 y H 2 ) caudal de 110 sccm (el SiH 4 concentración fue 0,727%). La temperatura del sustrato se mantuvo a 250 ° C y el tiempo de deposición fue de 2 h.
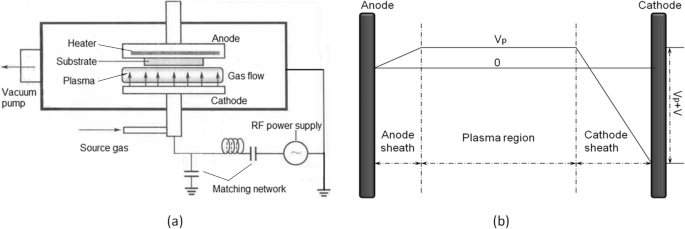
El diagrama esquemático de a el reactor PECVD y b la distribución de potencial entre electrodos ( V p , el potencial plasmático; V , el potencial de RF cuadrático medio)
La cristalinidad X c se calculó a partir de los espectros Raman medidos con un espectrómetro ultravioleta micro-Raman (Jobin Yvon LabRam, HR800) en modo de retrodispersión usando un láser de iones de Ar a 514,5 nm. La densidad de potencia del láser se mantuvo en 1 mW / mm 2 para evitar cualquier cristalización inducida por haz. La densidad de defectos de las muestras se caracterizó por la densidad de espín Ns, que se calculó a partir de los resultados medidos por un espectrómetro de resonancia de espín de electrones (ESR) (Bruker, banda EMX-8X) a 9,8 GHz y 5 mW. La vida útil efectiva del portador minoritario τ se midió utilizando un Semilab WT-1200A. La morfología de la superficie de estas películas se observó con un microscopio de fuerza atómica (AFM, SII Nanonavi E-Sweep) y la micromorfología se observó con un microscopio electrónico de barrido (SEM, Sirion 200).
Resultados y discusión
Investigación estructural por análisis Raman
Para la investigación estructural de la película delgada de nc-Si:H depositada bajo varias presiones, se llevaron a cabo mediciones de micro-Raman. En la Fig. 2, se eligieron cuatro muestras representativas para mostrar los espectros Raman. Se depositan por debajo de 300 Pa, 450 Pa, 750 Pa y 1050 Pa, respectivamente. Cada espectro (círculos abiertos) bajo cierta presión se puede deconvolucionar en tres picos gaussianos:(1) una amplia distribución gaussiana alrededor de 480 cm −1 , que se atribuye a la óptica transversal (TO 1 ) modo de silicio amorfo; (2) un pico cerca de 520 cm −1 , que pertenece al TO 2 asimétrico modo vibracional del silicio cristalino [13, 14]; y (3) el pico alrededor de 506 cm −1 que se atribuye al orden de rango intermedio [1, 15]. La cristalinidad ( X c ) en nc-Si:H se puede calcular mediante [16, 17]:
$$ {X} _c =\ left ({I} _ {520} + {I} _ {506} \ right) / \ left ({I} _ {520} + {I} _ {506} + \ gamma {I} _ {480} \ right) $$ (1)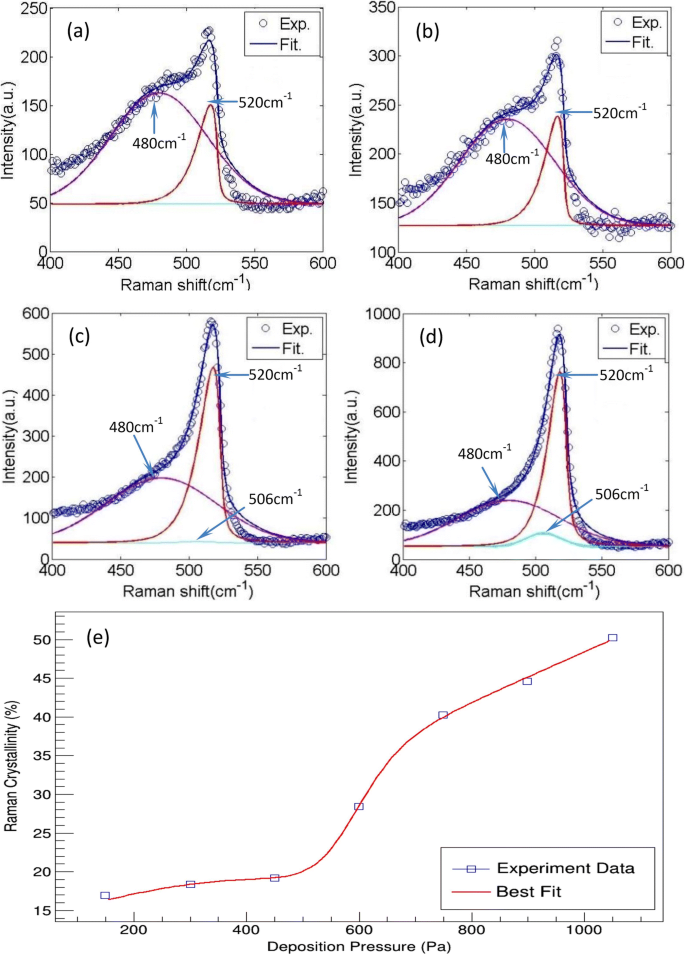
Los espectros Raman y su deconvolución de muestras típicas depositadas por debajo de 300 Pa ( a ), 450 Pa ( b ), 750 Pa ( c ) y 1050 Pa ( d ) y la cristalinidad calculada de películas delgadas de nc-Si:H depositadas a diferentes presiones ( e )
donde γ es la relación de la sección transversal Raman integrada para c-Si a a-Si ( γ =1 [17, 18]) y I 520 , yo 506 , yo 480 son la intensidad integrada de los picos observados a 520, 506, 480 cm −1 , respectivamente. La cristalinidad en función de diferentes presiones de deposición se representa en la Fig. 2e.
Se sabe que el hidrógeno atómico (H) se genera principalmente a partir de las dos colisiones siguientes en plasma de silano diluido con hidrógeno [8]:
- a.
La reacción primaria de electrones y silanos
- b.
La reacción electrón-hidrógeno
De acuerdo con las fórmulas S (1) y S (2) en el archivo adicional 1, podemos obtener \ ({n} _e =\ frac {P} {RT} \ bullet \ mu \) ( P , presión de deposición; R , constante de gas ideal; T , temperatura absoluta del gas antes de la descarga; μ , tasa de ionización; y n e , densidad de electrones). μ es constante debido a la potencia de RF sin cambios, y T es constante también. La densidad de electrones n e por lo tanto aumenta con la presión de deposición P . Según las ecuaciones químicas. (2) y (3), la densidad de H que se produce en el plasma aumenta con n e . Este es el análisis teórico en condiciones ideales. El proceso de descarga es tan complejo que el análisis del proceso de descarga (es decir, los diagnósticos de plasma) se convierte en una disciplina independiente. El cambio de H con la presión de deposición en la condición real debe medirse mediante diagnósticos de plasma. Yang y col. midió la intensidad de \ ({H} _ {\ alpha} ^ {\ ast} \) (\ ({I} _ {H _ {\ alpha} ^ {\ ast}} \)) mediante espectros de emisión óptica (OES) y demuestre que \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) primero aumenta y luego disminuye [19]. Según informes de diagnósticos de plasma previos, la intensidad de \ ({H} _ {\ alpha} ^ {\ ast} \) indica la cantidad de hidrógeno atómico [20, 21]. Por tanto, la densidad de H en el plasma primero aumenta y luego disminuye cuando la presión de deposición continúa aumentando. Esta tendencia es un poco diferente a nuestro análisis teórico. La diferencia está relacionada con la reacción secundaria de H:
$$ \ mathrm {H} + {\ mathrm {SiH}} _ 4 \ to {\ mathrm {H}} _ 2 + {\ mathrm {SiH}} _ 3 $$ (4)donde SiH 4 es el que no se descompone, es decir, el SiH 4 restante . En nuestro experimento, la presión de deposición aumenta al reducir la salida de gases, incluido el SiH 4 . En otras palabras, equivale a incrementar el suplemento de SiH 4 .Cuando la presión de deposición aumenta a un cierto nivel, la velocidad de SiH 4 suplemento supera su velocidad de descomposición. Por lo tanto, hay más cantidades de SiH 4 izquierda. Hay una distancia para el H desde su escape del plasma hasta su llegada a la superficie de crecimiento de la película. H reaccionará con el SiH 4 restante en esta distancia, como se muestra en la ecuación química secundaria. (4). Por tanto, la densidad de H disminuye. Como resultado, la densidad del hidrógeno atómico primero aumenta y luego disminuye cuando la presión de deposición continúa aumentando. Se sabe que una mayor cantidad de H es beneficiosa para la deposición de nc-Si:H de baja densidad de defectos. Por lo tanto, la densidad de defectos de nc-Si:H depositado en nuestro experimento muestra la misma tendencia de la densidad de hidrógeno atómico, es decir, la densidad de defectos primero disminuye y luego aumenta. Las discusiones sobre la tendencia de la densidad de defectos en detalle se muestran en la última sección.
En la Fig. 2e, se puede ver claramente que la cristalinidad de nc-Si:H, X c , aumenta con la presión de deposición. Esto indica que aumentar la presión puede aumentar X c . La cristalinidad no solo se ve afectada por el hidrógeno atómico, sino también por el contenido del precursor de crecimiento SiH n ( n =1,2,3, principalmente n =3) que puede ser indicado por SiH * en la medición OES [21, 22]. Hsieh y col. han demostrado que \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ (la relación de intensidad \ ({H} _ {\ alpha} ^ {\ ast} \) / SiH * ) aumenta con la presión de deposición [20]. Generalmente se acepta que \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ es el índice de X c , es decir, X c aumenta con el aumento de \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ [21, 23]. Por lo tanto, el \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ tendencia respalda firmemente nuestro resultado sobre la tendencia de X c .
El tamaño de grano medio d también se puede deducir del espectro Raman, de acuerdo con la fórmula [24, 25]:
$$ d =2 \ pi \ sqrt {B / \ Delta \ upnu} $$ (5)donde ∆ν es la frecuencia en cm −1 desplazamiento, que se definió como la diferencia entre el valor de frecuencia pico observado y el del Si a granel. Usando el valor habitual de B de 2,0 cm −1 nm 2 [25], d =4.07 ~ 4.50 nm.
Morfología de la superficie y mecanismo sobre la influencia de la presión de deposición en el bombardeo de iones
Además del análisis estructural por espectroscopia Raman, la morfología de las muestras también se caracterizó por AFM, como se muestra en la Fig. 3. Para detectar la evolución de la rugosidad de las superficies de la película, se utilizó la raíz cuadrada media (RMS) en función de la presión de deposición. representado en la Fig. 3h (el valor RMS se promedió en varias ubicaciones diferentes en cada película). En la figura 3h, el valor eficaz disminuye a medida que aumenta la presión de deposición. El aumento de presión provoca una colisión agravada entre las partículas y la consiguiente pérdida de energía cinética cuando estas partículas alcanzan la superficie de crecimiento de la película. Los iones de menor energía que llegan a la superficie de crecimiento de la película conducen a un bombardeo de iones más débil. Sugiere que el aumento de la presión es beneficioso para la supresión del bombardeo iónico, que también se ha mencionado en el informe anterior [7]. Sin embargo, no se ha demostrado el mecanismo sobre la influencia de la presión de deposición sobre el bombardeo iónico. Se investigará de la siguiente manera.
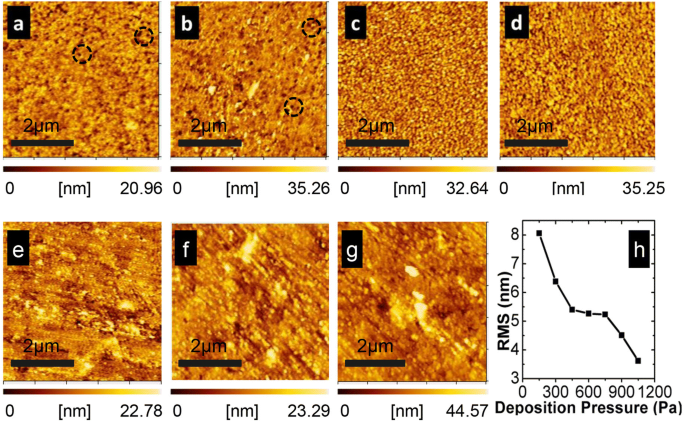
Imágenes AFM de películas delgadas de nc-Si:H que muestran un cambio de morfología superficial por diferentes presiones de deposición. un 150 Pa, b 300 Pa, c 450 Pa, d 600 Pa, e 750 Pa, f 900 Pa y g 1050 Pa. Los cráteres en a y b están marcados por círculos punteados y la rugosidad de la raíz cuadrada media (RMS) de las superficies de la película bajo diferentes presiones de deposición marcadas como h
La distribución de potencial entre los dos electrodos se puede dividir en tres regiones:región de plasma en el centro, vaina del ánodo y vaina del cátodo (ver Fig. 1b). Los iones que conducen al bombardeo de iones deben difundirse fuera de la región del plasma y atravesar la vaina del ánodo. El potencial del plasma es más alto que el de cualquier otra sección del reactor porque los electrones se difunden más rápido que los iones. Como la pared de nuestro reactor está conectada a tierra, el potencial del plasma es positivo (ver Fig. 1). Por tanto, los aniones quedan atrapados en la región del plasma; solo las partículas neutras y los cationes pueden difundirse a la vaina del ánodo y finalmente alcanzar la superficie de crecimiento de la película. En otras palabras, el bombardeo de iones en nuestro experimento es causado únicamente por cationes. Los cationes pasan a través de la vaina del ánodo sin colisión, ya que el ancho de la vaina es muy pequeño (la evidencia en detalle se muestra en el archivo adicional 1). Como resultado, los cationes solo son acelerados por el campo eléctrico de la vaina del ánodo cuando entran en la vaina. Por lo tanto, la fuerza del bombardeo de iones depende solo de la velocidad inicial del catión cuando apenas ingresan a la vaina del ánodo ( v 0 ) y el grado de aceleración por el campo eléctrico de la vaina del ánodo posteriormente.
En primer lugar, la correlación de v 0 con la presión de deposición se analizará. Las partículas que incluyen cationes pierden su energía cinética en la región del plasma debido a la colisión agravante cuando aumenta la presión de deposición. Entonces, v 0 disminuye a medida que aumenta la presión. Luego, se demostrará la variación en el grado de aceleración por el campo eléctrico de la vaina con la presión de deposición. Se sabe que [22]:
$$ {V} _p- {V} _f =\ frac {k {T} _e} {2e} \ left (\ frac {m_i {T} _e} {m_e {T} _i} \ right) $$donde m e es la masa del electrón; m i es la masa del ion; T e y T i son la temperatura del electrón y del ión, respectivamente; V p es el potencial plasmático; y V f es el potencial flotante. A medida que el sustrato está suspendido en nuestro reactor, el voltaje de la vaina del ánodo, V funda es igual a V p - V f , entonces tenemos:
$$ {V} _ {\ mathrm {vaina}} =\ frac {k {T} _e} {2e} \ izquierda (\ frac {m_i {T} _e} {m_e {T} _i} \ derecha) $$ (6)En la región de plasma, T e disminuye a medida que el aumento de la presión de deposición agrava la colisión entre las partículas (incluidos los electrones y los iones). Hsieh y col. han demostrado que T e disminuye con el aumento de la presión de deposición por la medición OES [20]. Esto sugiere que la tendencia de T e según nuestro análisis teórico es absolutamente correcto. Comparado con T e , T i disminuye tan poco que puede considerarse sin cambios. Como resultado, V funda disminuye cuando la presión aumenta de acuerdo con la Fórmula (6). Debilita el grado de aceleración de la vaina del ánodo. Junto con la caída v 0 , podemos sacar la conclusión de que la energía cinética de los cationes que llega a la superficie de crecimiento de la película se vuelve mucho menor cuando aumenta la presión. En otras palabras, el aumento de la presión de deposición debilita el efecto del bombardeo iónico. Por lo tanto, el valor eficaz de la superficie de la película sigue disminuyendo de 150 a 1050 Pa. Según el informe anterior, cuanto menor es la energía iónica, mejor es la cristalinidad [7]. También apoya la conclusión sobre la correlación entre cristalinidad y presión de deposición que ya hemos extraído. Además, las superficies de la película que se depositan bajo presiones mucho más bajas (150 Pa y 300 Pa) son más rugosas, y podemos ver también que estas superficies contienen muchos cráteres como se muestra en la Fig. 4a, b. Esa es la consecuencia del bombardeo de iones fuertes. Según la Fig. 3, aparentemente podemos concluir que la película depositada por debajo de 450 Pa es la más compacta (especialmente mostrada en las Figs. 5c y 6d) y uniforme.
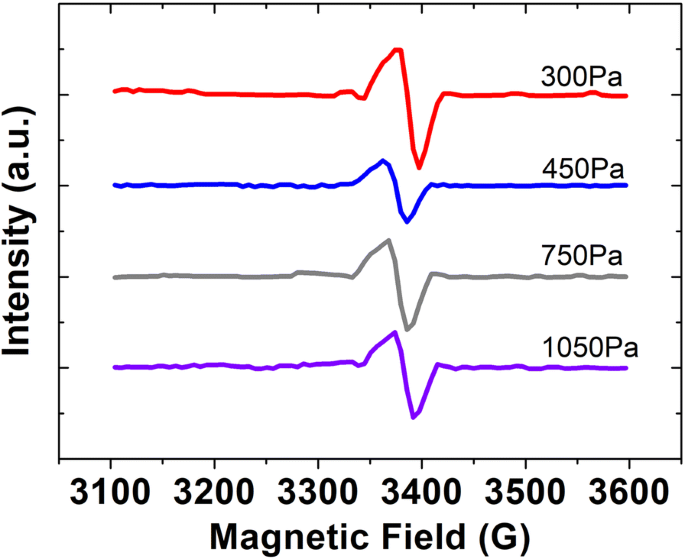
Los espectros de ESR de muestras típicas depositadas por debajo de 300 Pa, 450 Pa, 750 Pa, 1050 Pa
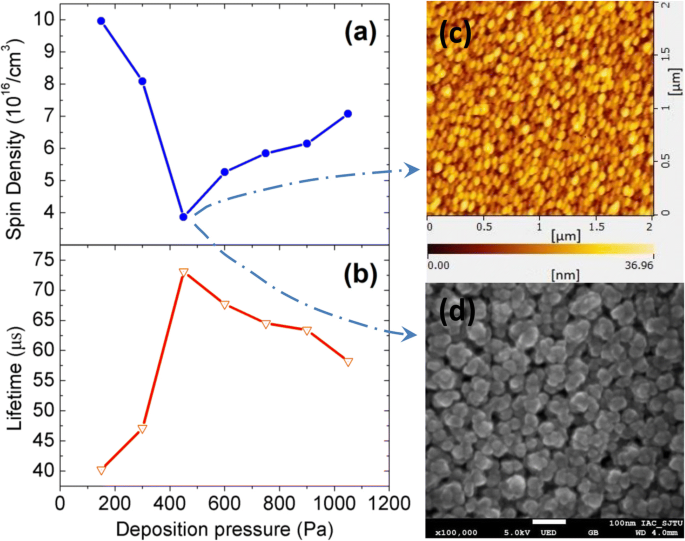
Dependencia de la densidad de giro ( a ) y la vida útil efectiva de los portadores minoritarios ( b ) en diferentes presiones de deposición. La imagen AFM de alta resolución ( c ) e imagen SEM ( d ) de nc-Si:H película delgada depositada por debajo de 450 Pa
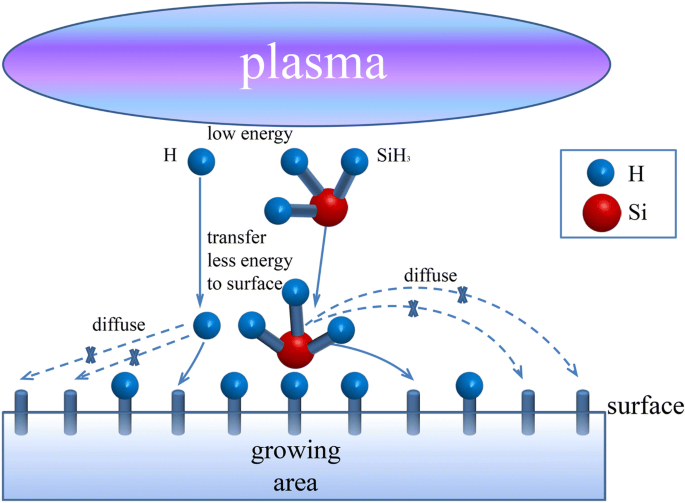
Diagrama esquemático de la difusión de partículas en la superficie de crecimiento
Densidad de defectos y propiedad eléctrica
El efecto de la presión de deposición sobre la densidad del defecto de la película delgada de nc-Si:H se investigó mediante la técnica de ESR. La Figura 4 muestra los cuatro espectros de ESR de muestras típicas que se depositaron a 300 Pa, 450 Pa, 750 Pa, 1050 Pa, respectivamente. Los datos de la Fig. 5a se calculan a partir del espectro de ESR de cada muestra. Como se muestra en la Fig. 5a, cuando la presión aumenta, la densidad de rotación primero disminuye y luego aumenta. Hay un mínimo de 450 Pa. Según el principio de ESR, el número de espines no apareados es directamente proporcional a la densidad de enlaces colgantes neutrales. Estos enlaces residen principalmente en la superficie de crecimiento de la película y constituyen el defecto de estado estable de la superficie de crecimiento de la película, mientras que la densidad del defecto en la película resultante está básicamente determinada por esta densidad de defectos de estado estable [26]. Por lo tanto, los resultados calculados a partir de los espectros de ESR son de hecho la densidad del defecto de la película resultante. Estos resultados en la Fig. 5a revelan que la densidad de defectos en nc-Si:H alcanza un mínimo a 450 Pa, que es 3.766 × 10 16 cm −3 . Chowdhury y col. estudió cómo fabricar nc-Si:H de baja densidad de defectos. Cuando utilizaron una fuente de RF de 13,56 MHz, hicieron todo lo posible para lograr la baja densidad de defectos. Los valores fueron 1,1 × 10 17 y 7,0 × 10 16 cm −3 . Cuando utilizaron una fuente de excitación de muy alta frecuencia (VHF) (54,24 MHz), lograron la densidad de defectos más baja de 4,3 × 10 16 cm −3 [10]. Se sabe que la energía iónica en el plasma VHF es baja y la densidad del flujo de iones es alta. Debido a estos dos factores, la película delgada depositada por VHF-PECVD contiene una baja densidad de defectos y, por lo tanto, tiene una alta calidad [27]. Sin embargo, la densidad de defectos es más alta que la nuestra, y la fuente de excitación de 54,24 MHz es mucho más cara que su contraparte de 13,56 MHz. Para lograr una baja densidad de defectos, Wen et al. polarización de CC aplicada adicionalmente. Sin embargo, el mínimo es 4.0 × 10 16 cm −3 [9]. Encontrar una potencia de RF adecuada no es fácil, y mucho menos una polarización de CC adecuada. La razón es que la polarización de CC debe ajustarse una vez que se cambia la potencia de RF. De lo contrario, la polarización de CC no puede aliviar el bombardeo de iones de forma eficaz. Por el contrario, nuestro método es sencillo. Recientemente, Jadhavar et al. han depositado un nc-Si:H de alta calidad por PECVD que tiene baja densidad de defectos. La densidad de defectos es de aproximadamente 8,75 × 10 16 cm −3 [5]. Por lo tanto, nuestro método para lograr una película delgada con baja densidad de defectos es conveniente y efectivo. Teniendo en cuenta que cuanto menor es la densidad de defectos, mayor debe ser la vida útil de la portadora minoritaria, llevamos a cabo directamente la medición de la vida útil de la portadora minoritaria. Como se muestra en la Fig. 5b, la vida útil efectiva de la portadora minoritaria alcanza su máximo a 450 Pa. La tendencia de la vida útil de la portadora minoritaria se sincroniza con la de la densidad de defectos calculada a partir de los espectros ESR. Esto revela que la densidad de defectos de las películas se puede medir absolutamente mediante ESR.
Relación del bombardeo iónico y la densidad del defecto
El aumento de la presión puede suprimir el bombardeo de iones. En cierto sentido, la densidad de defectos debería descender continuamente de 150 a 1050 Pa. De hecho, disminuye y luego aumenta. Hay otro factor que no debe ignorarse:la difusión de H y SiH 3 (en el plasma, el precursor principal de la película es SiH 3 [26]). El diagrama esquemático de la difusión de partículas en la superficie de crecimiento se muestra en la Fig. 6. De 150 a 1050 Pa, la energía cinética de las partículas se reduce. El efecto del bombardeo de iones es ciertamente cada vez menor. Sin embargo, la energía cinética de las partículas se reduce significativamente de 450 a 1050 Pa debido al aumento de la frecuencia de colisión de partículas. El hidrógeno atómico, que es la clave para la deposición de nc-Si:H de alta calidad, pierde tanto su energía cinética que no puede difundirse más para saturar más enlaces colgantes, y mucho menos su densidad comienza a disminuir, lo que se muestra en la "Investigación estructural por análisis Raman". Por otro lado, las partículas, incluido el hidrógeno atómico, pierden su energía cinética drásticamente, por lo que no pueden transferir más energía a la superficie en crecimiento. Por lo tanto, la longitud de difusión de SiH 3 el precursor no se puede mejorar. Se sabe que si SiH 3 absorbido en la superficie podría encontrar los sitios de crecimiento energéticamente favorables, se forma una estructura atómicamente más ordenada. Pero ahora, SiH 3 no tiene suficiente longitud de difusión para encontrar sus sitios de crecimiento energéticamente favorables. Por lo tanto, no se puede formar la estructura ordenada. En otras palabras, la película depositada tiene más defectos. Como resultado, la densidad de espín en la Fig. 5a comienza a aumentar desde 450 Pa por el contrario. Sin embargo, vale la pena señalar que las densidades de giro de 600 a 1050 Pa son aún más bajas que las de 150 a 300 Pa. Es el resultado del bombardeo de iones más débil. Además, como resultado de su longitud de difusión reducida, SiH 3 el precursor tiende a acumularse para formar agregados. Como se muestra en la Fig. 3, los agregados comenzaron a aparecer a 750 Pa, y se aglomeraron gradualmente de manera intensiva cuando la presión de deposición continuó aumentando. De acuerdo con los puntos anteriores, el bombardeo de iones no es tanto más débil como mejor para el crecimiento de la película. El grado de bombardeo de iones debe ser apropiado.
Densidad de defectos:la característica clave del material fotovoltaico nc-Si:H
La cristalinidad y la densidad del defecto son características de los materiales de las células solares nc-Si:H. El primero aumenta con la presión de deposición. En cierto sentido, este último debería seguir disminuyendo. Sin embargo, este no es el caso. Según la caracterización Raman, aunque la cristalinidad aumenta, la variación del tamaño de grano es muy pequeña (4.07 ~ 4.50 nm). Indica que solo aumenta el número de granos, no el tamaño de los granos. En estas condiciones, aumenta el volumen de los límites de grano. Se sabe que los límites de los granos son defectos a granel y centros de recombinación. Más límites de grano aumentarán la densidad del defecto. Cuando la cristalinidad se eleva a un cierto nivel, el efecto negativo de un aumento en el volumen límite de grano sobre la densidad del defecto supera el efecto positivo del número creciente de granos. Por lo tanto, la densidad de defectos no sigue disminuyendo a medida que aumenta la cristalinidad; por el contrario, aumenta después de que la cristalinidad alcanza un cierto nivel. Este resultado sugiere que las películas delgadas de nc-Si:H con mayor cristalinidad no necesariamente tienen una mejor calidad, lo cual es confirmado por otro grupo de investigación. En los últimos años, se ha informado que la capa nc-Si:H óptima para las células solares se obtiene cerca del límite de transición de fase, es decir, el óptimo se obtiene justo después de a-Si:H-a-nc-Si:H transición. La cristalinidad de las capas óptimas de nc-Si:H no es alta [28,29,30]. Mukhopadhyay y col. han demostrado además que las capas de nc-Si:H con alta cristalinidad y, por tanto, baja degradación inducida por la luz, no producen células solares de alta calidad. La eficiencia estabilizada de las células depositadas justo después de la transición a-Si:H-a-nc-Si:H es mayor que la de las células en las que la capa i tiene una alta cristalinidad, aunque la primera se degrada más que la segunda antes de la estabilización. [31]. Han y col. han demostrado además que la degradación inducida por la luz de la capa nc-Si:H se introduce mediante la formación de enlaces colgantes metaestables. Mientras que el cambio estructural inducido por la luz es un proceso precursor de la formación de enlaces colgantes metaestables [30]. El enlace colgante metaestable es uno de los defectos [32]. Por lo tanto, la característica clave de los materiales fotovoltaicos nc-Si:H de alta calidad es la densidad del defecto en lugar de la cristalinidad, la estabilidad a la luz u otras características.
Conclusiones
Se depositaron películas delgadas de nc-Si:H variando la presión entre 150 y 1050 Pa. El rango de presión de deposición es mayor que la deposición convencional en el proceso PECVD. Se encuentra que la cristalinidad aumenta y la rugosidad de las superficies de la película disminuye con un aumento en la presión de deposición. El tamaño de grano medio d =4.07 ~ 4.50 nm. Además, nos centramos en la influencia de la presión de deposición no solo en las propiedades macroscópicas o habituales de las muestras, sino también en la densidad del defecto y la vida útil de los portadores minoritarios, que son características más importantes. Se encuentra que la densidad de defectos de las muestras primero disminuye y luego aumenta cuando aumenta la presión de deposición. La densidad de defectos alcanza su mínimo (3.766 × 10 16 cm −3 ) a 450 Pa. Es menor que el de los estudios anteriores sobre la fabricación de películas delgadas de nc-Si:H con baja densidad de defectos. Este trabajo proporciona una forma conveniente y eficaz de depositar nc-Si:H de baja densidad de defectos mediante PECVD. Y hemos demostrado el mecanismo sobre el efecto de la presión de deposición sobre el bombardeo de iones. Además, está comprobado que el bombardeo iónico no es tanto más débil como mejor para el crecimiento de la película. El grado de bombardeo de iones debe ser apropiado.
Abreviaturas
- AFM:
-
Microscopio de fuerza atómica
- DC:
-
Corriente continua
- H:
-
Hidrógeno atómico
- nc-Si:H:
-
Silicio nanocristalino hidrogenado
- PECVD:
-
Deposición de vapor químico mejorada con plasma
- SEM:
-
Microscopía electrónica de barrido
- VHF:
-
Muy alta frecuencia
Nanomateriales
- Método y análisis de la corriente de malla
- Clase y método abstractos de C#
- C# Clase parcial y método parcial
- Clase y método sellados de C#
- Película de PC antivaho para visores, lentes y gafas
- Método Java String replace(), replaceAll() y replaceFirst()
- Nanocables de silicio amorfo cultivados en película de óxido de silicio mediante recocido
- Un diseño eficiente y eficaz de nanocables de InP para la máxima captación de energía solar
- Fabricación de películas delgadas de SrGe2 en sustratos Ge (100), (110) y (111)
- Preparación y propiedades ópticas de las películas GeBi mediante el método de epitaxia de haz molecular
- Servicio de herramientas rápidas y sus aplicaciones efectivas