


Optimice el control de cantidad mínima de lubricación a través de un programa CNC
Este video describe brevemente cómo funciona la lubricación por cantidad mínima
en un torno CNC y cómo configurarlo. Crédito del video:Unist Inc.
Tener el mayor control posible sobre los procesos de mecanizado es lo que buscan la mayoría de los maquinistas. La cantidad y aplicación de refrigerante entregado durante el proceso de fabricación de virutas en un torno no debería ser una excepción. Para el control directo sobre la cantidad mínima de lubricación (MQL), Unist Inc. ofrece un sistema MQL que se comunica directamente con el control numérico computarizado (CNC) de una máquina para permitir que los operadores especifiquen los parámetros de lubricación ingresando códigos en un programa de piezas. El lubricador controlado digitalmente Quantum de la compañía está diseñado para optimizar las tasas de flujo MQL para cada operación de mecanizado en una sola máquina herramienta porque las tasas de flujo son visibles y editables. Por lo tanto, los operadores pueden ajustar cada operación para obtener los mejores resultados.
Pero, ¿por qué MQL? Aunque todavía es más probable que se utilice en Europa, ¿por qué cada vez más talleres estadounidenses están comenzando a adoptar esta tecnología como alternativa al suministro de refrigerante por inundación convencional? Una de las razones es que más no siempre es mejor. MQL entrega una cantidad muy pequeña de lubricante al borde de la cuchilla en forma de neblina de aceite o aerosol, a diferencia de las técnicas tradicionales de inundar la pieza de trabajo y la herramienta con un volumen sustancial de refrigerante líquido. A diferencia del corte con refrigerante de inundación, solo queda una pequeña cantidad de ese aerosol en las virutas, la pieza de trabajo y la máquina durante la operación de corte.
Aunque el refrigerante de inundación sigue siendo el método más utilizado para enfriar y lubricar los procesos de mecanizado en todo el mundo, otras ventajas de la tecnología MQL son claras y considerables, dice la compañía. Los talleres que han implementado MQL pueden experimentar los siguientes beneficios ambientales, empresariales y económicos.
- Ambiental: Los aceites MQL de calidad no son tóxicos y son biodegradables. Las bacterias no crecen en los aceites, por lo que no se necesitan biocidas. Más allá de eso, el proceso usa menos de 1/10,000 de la cantidad de fluido que usa el refrigerante, y no hay nada que desechar o reciclar. No se necesitan recicladores ni bombas, lo que reduce el consumo de energía. En comparación con el refrigerante de inundación, la huella ambiental de MQL es prácticamente invisible.
- Empresa: Los pisos de producción se mantienen más limpios (y más seguros) y los equipos no se cubren con refrigerante cuando se implementa MQL. Usando lubricante de alta calidad y la cantidad correcta, el proceso de corte deja un acabado superficial de calidad. Y, debido a la reducción del choque térmico, aumenta la vida útil de la herramienta. Los empleados del taller generalmente se dan cuenta del beneficio adicional de menos problemas de irritación de la piel relacionados con la interacción con los fluidos para trabajar metales, y no tienen que respirar el refrigerante y sus aditivos.
- Económico: Si bien el precio por onza de los aceites MQL puede ser significativamente más alto que el de los refrigerantes de inundación generales, el precio general del fluido por pieza suele ser menor porque se usa mucho menos. Cuando se combina con los ahorros de otras áreas (como una vida útil mejorada de la herramienta, la eliminación de equipos que mantienen los fluidos y el ahorro de energía), MQL puede tener un impacto positivo en el resultado final de un taller.
Control y supervisión completos de MQL
Las ventajas de MQL se magnifican cuando se agrega la capacidad de interactuar directamente con el CNC de una máquina, un controlador lógico programable (PLC) o una interfaz integrada, especialmente cuando una pieza que se mecaniza requiere múltiples

El Quantum brinda a los usuarios la libertad de programar MQL entrega de acuerdo a las necesidades de cada operación. Créditos de las fotos:Unist Inc.
operaciones. Cada operación de mecanizado a menudo se adapta mejor con una tasa de flujo MQL diferente, sin limitarse a tasas preprogramadas o una tasa fija ajustada manualmente. El sistema Quantum MQL brinda a los usuarios la libertad de programar MQL de acuerdo con las necesidades de cada operación.
Para proporcionar un suministro de lubricante uniforme y preciso, el sistema MQL para tornos mantiene las líneas de aire y aceite separadas, en la medida de lo posible, hasta que se mezclan en la torreta de la máquina. Este sistema de suministro de doble canal está diseñado como una manguera dentro de una manguera; la manguera interior entrega el aceite y la manguera exterior entrega el aire. Mantener estas líneas separadas mantiene una atomización constante del fluido. Esto evita que se acumule líquido en las paredes exteriores de la manguera, lo que podría causar salpicaduras o goteos de lubricante, lo que no produce un rocío uniforme.
Además, implementar un cambio en la proporción de aceite y aire dentro del sistema de entrega es menos problemático cuando se usa un sistema de doble canal. Los cambios son instantáneos cuando se usa este método, y no hay mezcla dentro de la manguera que deba ser expulsada antes de realizar los cambios.
"Ya sea que se trate de desbaste, acabado, roscado o alguna otra operación, tiene control total sobre la activación y desactivación de la tasa de aire y aceite", dice Tim Bangma, gerente de producto de Unist Inc., sobre Quantum.
Después de determinar la cantidad correcta de lubricante y el caudal para cada proceso de mecanizado, el maquinista inserta comandos en el
El Quantum está conectado a una máquina herramienta con interfaces discretas o seriales.
programa de pieza.
El Quantum ofrece control de hasta seis salidas de lubricante y puede usar tan solo una fracción de onza de lubricante por hora. Además, el sistema puede suministrar un aerosol lubricante, un fluido directo o solo aire para cada operación.
Además de brindar una precisión precisa para la aplicación MQL, este sistema también brinda capacidades de monitoreo para niveles bajos de fluido y aire, así como para el flujo de fluido. El sistema de monitoreo incorporado en Quantum detiene la máquina que está monitoreando si experimenta uno de estos problemas y emite una alarma para alertar al operador del problema.
“Las bombas de desplazamiento positivo del sistema Quantum se pueden equipar con sensores de flujo que confirman que se entrega fluido cuando las bombas se ciclan”, explica Bangma.
Instalación del lubricador
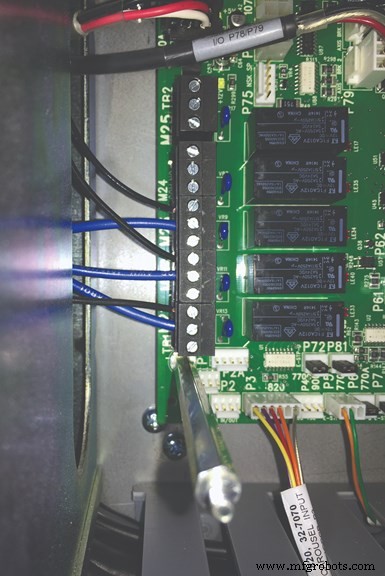
El Quantum está conectado a una máquina herramienta con interfaces discretas o seriales. Aunque la instalación de Quantum en un torno CNC es un proceso sencillo, según Unist, algunos talleres de mecanizado se sienten más cómodos con un
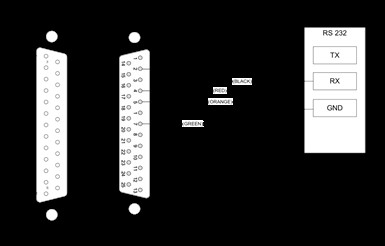
Este esquema de conexión en serie ilustra cómo es Quantum conectado a un centro de mecanizado Haas VF2. Sin embargo, esto proporciona una guía básica para cualquier sistema.
Representante de Unist visitando sus ubicaciones para instalar el aplicador. Sin embargo, hay un número igual de tiendas que se sienten cómodas completando el proceso por sí mismas.
Independientemente de quién complete la instalación, el proceso consta principalmente de cinco partes cuando se realiza correctamente:
- Montar el lubricador sobre o cerca de la máquina. Lo ideal es encontrar un área que sea conveniente para rellenar el depósito.
- Quitar la protección de la máquina y ubicar las líneas de refrigerante de inundación existentes que alimentan la herramienta a través de la torreta. El tubo MQL debe enrutarse a través de la máquina y conectarse a la torreta en el punto donde el refrigerante de inundación ingresa a la torreta.
- Conexión de aire comprimido a la entrada del lubricador.
- Conexión de señales de control y alimentación al aplicador desde el gabinete de control de la máquina usando documentos de instrucciones de la máquina. Se pueden ubicar los terminales apropiados.
- Instalación de boquillas en cada estación de herramientas de torreta con una variedad de herramientas que se pueden instalar en un torno CNC.
Una vez que el sistema está completamente instalado, el posicionamiento adecuado de la boquilla también es fundamental para garantizar una aplicación MQL exitosa. “Puedes tener el sistema de bombeo y entrega más preciso, pero si la boquilla no está dirigida correctamente, puede ser un gran problema”, dice Bangma.
Además, debido a que se puede generar algo de niebla a partir del proceso MQL, podría ser necesario instalar un colector de niebla en la máquina.
Una palabra sobre lubricantes
El uso de un lubricante de alta calidad para MQL es fundamental para adherirse a la superficie de la herramienta y proporcionar una barrera delgada de baja fricción entre la herramienta de corte y la pieza de trabajo. Unist dice que su Coolube, por ejemplo, no solo contiene propiedades polares que crean una unión fuerte y consistente entre el lubricante y las superficies metálicas, sino que también es de base biológica, lo que lo hace ecológico y seguro para la piel de los operadores.
“Coolube es altamente refinado, libre de muchas impurezas y aditivos”, explica Bangma. "Se mantendrá en un estante durante mucho tiempo".
Unist Inc. | 800-253-5462 | unist.com
Equipo industrial
- Sistema de control CNC M-TECH
- Inicio de un programa de lubricación
- 6 formas fáciles de optimizar el programa CNC
- Control de calidad en mecanizado CNC
- Torno con CNC
- 6 pasos a seguir antes de crear un programa CNC
- Concepto clave de CNC n.º 1:los fundamentos del control numérico por computadora
- Heidenhain lanza el programa de formación CNC en línea
- 5 errores que encontramos en la mayoría de los programas de máquinas CNC
- Climatización en un taller CNC
- Parada de programa CNC M-Code M00