


Nueva rectificadora utiliza cinemática única
La fabricación se trata de una mejora constante. Así como los talleres de maquinaria trabajan arduamente para mejorar la velocidad a la que sacan las piezas sin perder calidad, los OEM tienen miles de personas dedicadas a mejorar los equipos de fabricación para facilitar el trabajo de sus clientes. En esta ráfaga de innovación, el enfoque más común es mejorar las soluciones existentes a los problemas:aumentar la rigidez de una mesa de cinco ejes, prolongar la vida útil de una fresa o mejorar la tecnología que se utiliza actualmente.

Pero entonces, a veces también hay intentos de soluciones completamente nuevas.
Un ejemplo de esto último es el Sistema de posicionamiento excéntrico de Coventry Associates, una máquina rectificadora completamente nueva que utiliza tres mesas giratorias circulares una encima de la otra en lugar de sistemas de deslizamiento lineal. Estas mesas giratorias tienen centros desplazados entre sí, lo que les permite guiar con precisión tanto la posición lineal como la angular de la muela para aplicaciones de rectificado de DI, como se muestra en el video. Este diseño es completamente eléctrico, lo que elimina la necesidad de sistemas hidráulicos y los costos de mantenimiento asociados con ellos.
Uso de la lógica circular
Al colocar la muela abrasiva en las mesas giratorias, Coventry permite al usuario controlar su posición en los ejes X y Z, así como en un eje de rotación. Este alto grado de control permite pases complejos y precisos, y la falta de sistemas hidráulicos permitió a la empresa crear este control de movimiento con un tamaño de 57×67 pulgadas. “De hecho, tomamos algunas bases antiguas de máquinas rectificadoras Heald de tamaño 1 y construimos el EPS en ellas”, dice el presidente de Coventry Associates, Craig Gardner. “Esa base en realidad tiene más espacio del que necesitamos, por lo que podemos reducir fácilmente el espacio ocupado en un 40 % para satisfacer las necesidades de los clientes”. Además, Gardner dice que es escalable a tamaños más grandes.
“Con un área de trabajo que es aproximadamente el doble que la de una máquina Heald 2CF, esta máquina fue diseñada para rectificar rodamientos de hasta 24 pulgadas de diámetro”, dice Gardner. El EPS se posiciona dentro de un círculo de 8,5 pulgadas de diámetro, lo que permite que el movimiento de la máquina inscriba un rectángulo con 3 pulgadas de recorrido X y 8 pulgadas de recorrido Z. El área de posicionamiento restante se puede utilizar para formar formas complejas en muelas abrasivas con el diamantado. Sin embargo, Gardner prevé que la empresa podrá ofrecer más soluciones con el diseño de EPS en el futuro.
A pesar de su pequeño tamaño, la máquina es comparativamente rígida, según la empresa. “El tamaño compacto del EPS significa que tenemos una ruta de carga muy estrecha”, dice Gardner. "La estrecha trayectoria de la carga nos brinda un sistema con una rigidez muy alta".
Una característica única del EPS es su capacidad para dar forma a la muela abrasiva sin herramientas especiales ni rodillos de diamante formados. Debido a que la máquina mantiene un grado tan alto de control sobre la posición X, Z y angular de la rueda, puede dar forma a la rueda con un rectificador de disco de diamante giratorio o de un solo punto estándar, moviendo la rueda a lo largo del rectificador para darle la forma deseada. . Al eliminar la necesidad de rectificado de forma de rollo, el sistema no solo elimina un costo asociado con el esmerilado, sino que hace que el taller lo use más adaptable, ya que no hay necesidad de esperar a que se fabriquen los rollos de diamante formados antes de comenzar con la pieza del cliente. .
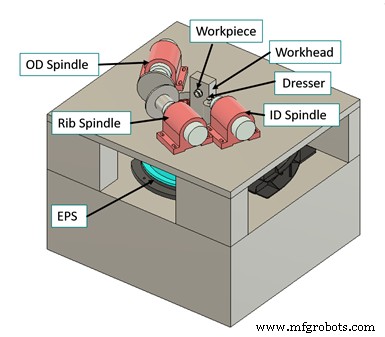
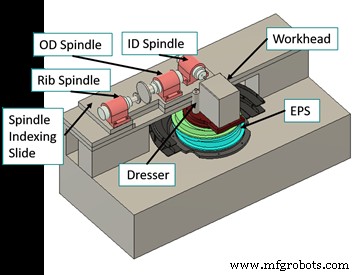
Además, el EPS no necesita necesariamente unir la rueda a las mesas giratorias. Coventry también ha desarrollado una versión MultiTool que coloca la pieza en las mesas giratorias y tiene tres o más husillos de rectificado estacionarios a su alrededor. El sistema EPS alimenta la pieza de trabajo en los husillos de rectificado estacionarios. “Este enfoque permite al usuario realizar múltiples operaciones con una sola configuración”, dice Gardner. “Puede, por ejemplo, rectificar el diámetro interior, la pista y la nervadura de un cono de rodamiento de rodillos cónicos en una sola configuración”. Este enfoque libera a los operadores de máquinas con una automatización auxiliar relativamente pequeña.
Gardner recomienda la SingleTool EPS con una sola muela abrasiva para trabajos de bajo volumen y alta producción, mientras que prefiere la configuración MultiTool para trabajos de bajo volumen y alta mezcla.
Controles adaptables para rectificado de precisión
El CNC Sinumerik 840D de Siemens proporciona control de movimiento. Gardner dice que la adaptabilidad figuraba en esta elección. “Para un sistema tan novedoso como este, necesitábamos un control que ofreciera un alto grado de personalización”, dice. “El 840D nos proporcionó las herramientas que necesitábamos para desarrollar software para nuestra cinemática única”.

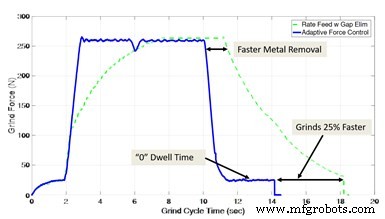
El software que desarrolló la empresa fue Maximizer Grinding Process, que incluye funciones como el Control de fuerza adaptativo (AFC), que mantiene constante la fuerza normal durante el rectificado. Según la empresa, el esmerilado con fuerza normal constante aumenta la tasa de remoción de metal y reduce el tiempo del ciclo de esmerilado hasta en un 30 %. “Los estudios han demostrado que la tasa de remoción de metal es directamente proporcional a la fuerza de molienda normal”, dice Gardner. "Desea rectificar con la fuerza de rectificado normal más alta que permita la potencia del husillo, siempre que no esté quemando la pieza".
Otra característica importante del software Maximizer de Coventry es su compensación de desviación en tiempo real. Esta característica compensa las desviaciones del husillo y de la máquina que dan como resultado la variación del tamaño de pieza a pieza y de conicidad. “Nuestra compensación de deflexión en tiempo real permite que nuestro sistema mantenga tolerancias de calibre en proceso sin un calibre en proceso”. dice Gardner.
Parte de la emoción que sienten muchos en Coventry es que solo están aprovechando la gama de posibilidades que ofrece el EPS. “Lo que tenemos aquí es una solución completamente nueva para algo tan básico como la forma en que coloca la herramienta (en el caso de SingleTool) o la pieza de trabajo (para MultiTool)”, dice Gardner. “Ese es un cambio fundamental, lo que significa que solo estamos aprovechando la variedad de soluciones que traerá este cambio de enfoque”.
Equipo industrial
- Explorando los diferentes tipos de máquinas rectificadoras
- ¿Qué es la máquina de pulir? - Definición y tipos
- Las nuevas máquinas Hitachi Seiki reflejan las tendencias
- El nuevo control mejora las tasas de alimentación en máquinas heredadas remanufacturadas
- 5 cosas que los nuevos operadores de máquinas CNC deben saber
- Los 7 pecados capitales de comprar maquinaria nueva o usada
- El centro neurálgico del taller:La Rectificadora
- Rectificadoras CNC:Prácticas máquinas-herramienta
- Las amoladoras sin centros son únicas
- Principio de funcionamiento de una rectificadora
- Cómo agregar una nueva herramienta